拉深模的基本原理
拉深是利用模具将平板毛坯或半成品毛坯拉深成开口空心件的一种冷冲压工艺。
拉深工艺可制成的制品外形有:圆筒形、门路形、球形、锥形、矩形及其它各种不规则的开口空心零件。
拉深工艺与其它冲压工艺结合,可制造外形复杂的零件,如落料工艺与拉深工艺组合在一起的落料拉深复合模。
日常生活中常见的拉深制品有:
旋转体零件:如搪瓷脸盆,铝锅
方形零件:如饭盒,汽车油箱
复杂零件:如汽车覆盖件
拉深模结构形式
变薄拉深模变薄拉深与一般拉深不同,变薄拉深时工件直径变化很小,工件底部厚度基本上没有变化,但是工件侧面壁厚在拉深中加以变薄,工件高度相应增加。变薄拉深凹模的形式见拉深模结构形式
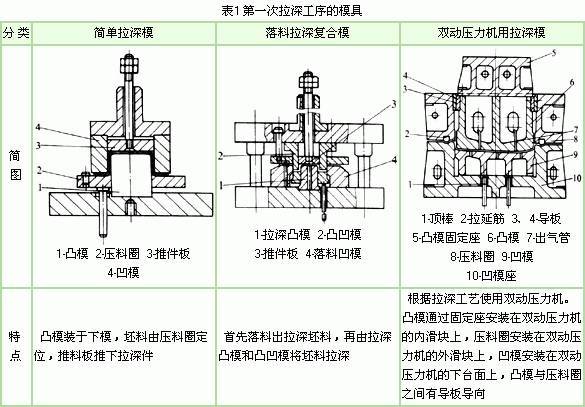
1. 第一次拉深工序的模具(表1)
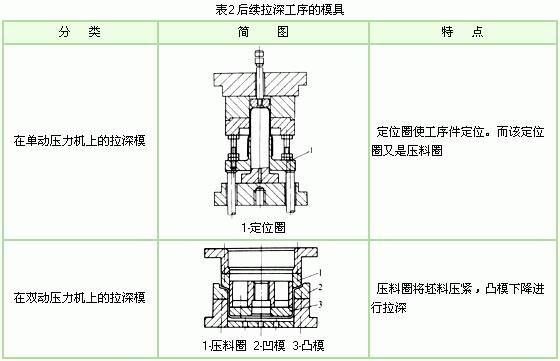
2. 后续拉深工序的模具(表2)
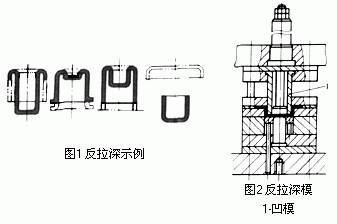
3.反拉深模
将工序件按前工序相反方向进行拉深,称为反拉深。反拉深把工序件内壁外翻,工序件与凹模接触面大,材料流动阻力也大,因而可不用压料圈。图1是反拉深示例。图2示反拉深模,凹模的外径小于工序件的内径,因此反拉深的拉深系数不能太大,太大则凹模壁厚过薄,强度不足。
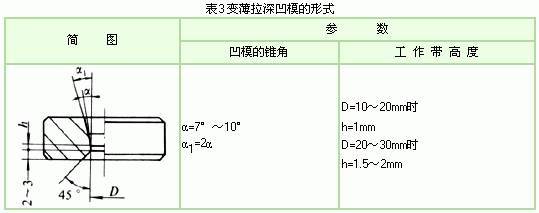
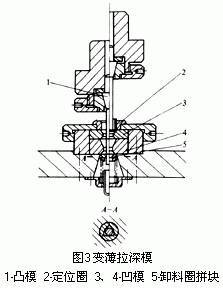
4.变薄拉深模
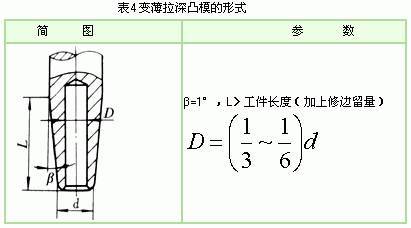
变薄拉深与一般拉深不同,变薄拉深时工件直径变化很小,工件底部厚度基本上没有变化,但是工件侧面壁厚在拉深中加以变薄,工件高度相应增加。变薄拉深凹模的形式见表3。变薄拉深凸模的形式见表4。
图3示变薄拉深模,凸模下冲时,经过凹模(两件),对坯件进行二次变薄拉深,凸模上升时,卸料圈拼块把拉深件从凸模上卸下。