机械设计常用件:弹簧的基础知识汇总

弹簧是机械和电子行业中广泛使用的一种弹性元件,弹簧在受载时能产生较大的弹性变形,并把机械功或动能转化为变形能,而在卸载后弹簧的变形消失并回复到原状,同时将变形能转化为机械功或动能。弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则弹簧越硬。

一、弹簧的作用
缓冲和减振。如汽车、火车车箱下的减振弹簧,各种缓冲器的缓冲弹簧等;
控制机构的运动。如内燃机中的阀门弹簧,离合器中的控制弹簧等;
储存及输出能量。如钟表弹簧、枪闩弹簧等;
测量力的大小。如弹簧秤,测力器中的弹簧等;
二、弹簧的分类
按受力性质弹簧分为:拉伸弹簧、压缩弹簧、扭转弹簧和弯曲弹簧。
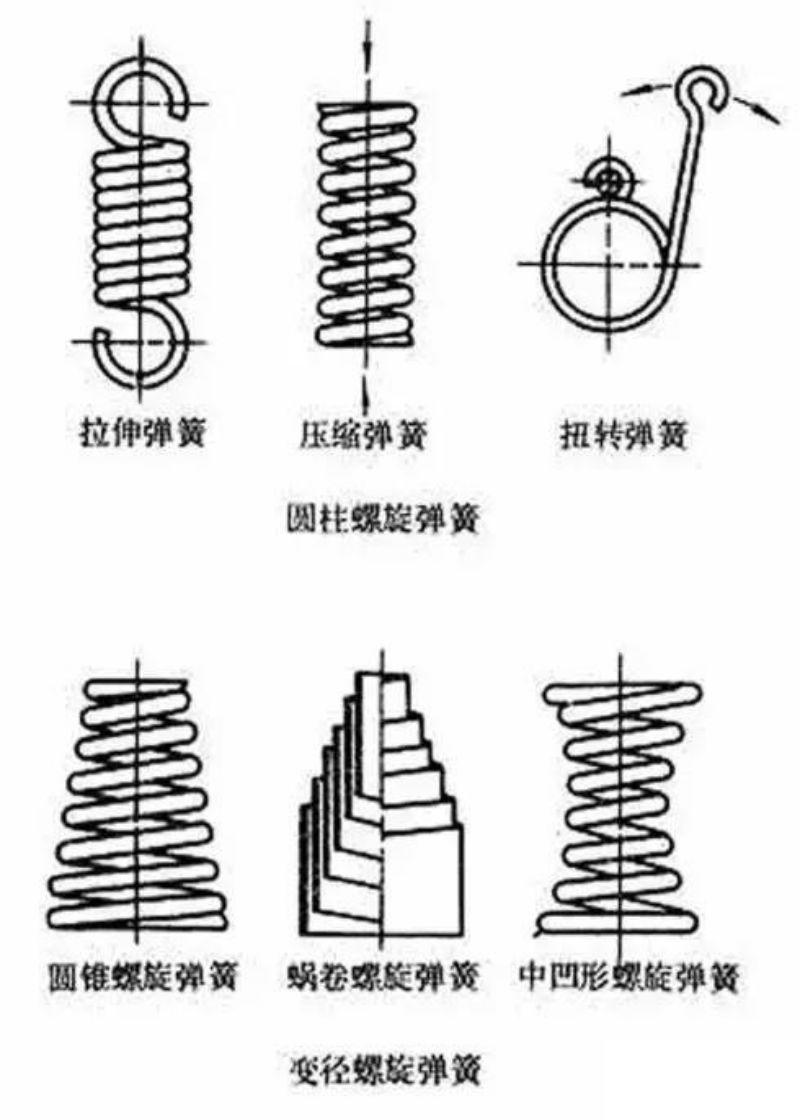
拉伸弹簧(简称拉簧)是承受轴向拉力的螺旋弹簧,拉伸弹簧一般都用圆截面材料制造。在不承受负荷时,拉伸弹簧的圈与圈之间一般都是并紧的没有间隙。
压缩弹簧(简称压簧)是承受向压力的螺旋弹簧,它所用的材料截面多为圆形,也有用矩形和多股钢萦卷制的,弹簧一般为等节距的,压缩弹簧的圈与圈之间有一定的间隙,当受到外载荷时弹簧收缩变形,储存形变能。
扭转弹簧属于螺旋弹簧。扭转弹簧可以存储和释放角能量或者通过绕簧体中轴旋转力臂以静态固定某一装置。扭转弹簧的端部被固定到其他组件,当其他组件绕着弹簧中心旋转时,该弹簧将它们拉回初始位置,产生扭矩或旋转力。
还有两种不常见的空气弹簧和碳纳米管弹簧;
空气弹簧是在柔性密闭容器中加入压力空气,利用空气的可压缩性实现弹性作用的一种非金属弹簧,用在高档车辆的悬架装置中可以大大改善车辆的平顺性,从而大大提高了车辆运行的舒适性,所以空气弹簧在汽车、铁路机车上得到了广泛的应用。

碳纳米管弹簧:需要先制出碳纳米管薄膜,再利用纺丝技术将碳纳米管薄膜纺成碳纳米管弹簧。直径可以达上百微米,而长度可以达几厘米,有望应用于可伸缩导体、柔性电极、微型应变传感器、超级电容器、集成电路、太阳能电池、场发射源、能量耗散纤维等领域,还有望应用于医疗器械,比如拉力传感绷带等。
三、弹簧的材料和许用应力
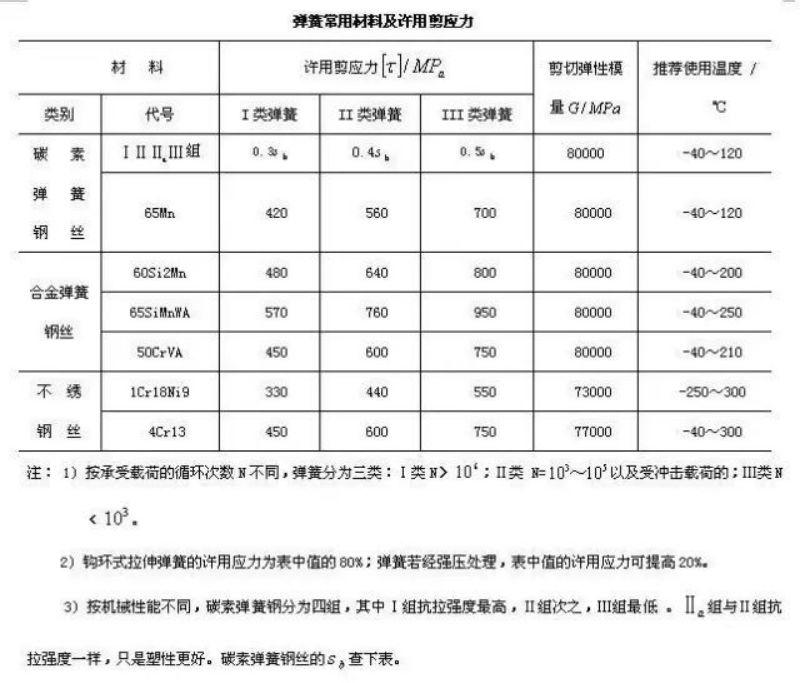
弹簧在工作中常受交变和冲击载荷,又要求有较大的变形,所以弹簧材料应具有高的抗拉强度、弹性极限和疲劳强度。在工艺上要有一定的淬透性、不易脱碳,表面质量好。

四、弹簧的制造
螺旋弹簧的制造工艺过程包括:卷制、挂钩的制作或端面圈的精加工、热处理和工艺性能试验。
大量生产时,是在万能自动卷簧机上卷制;单件及小批生产时,则在普通车床或手工制作。弹簧丝直径小于或等于8mm时,常用冷卷法,卷前要热处理,卷后要低温回火。直径大于8mm时,采用热卷(热卷温度800℃~1000℃)法,热卷后经淬火和中温回火处理,弹簧成形后要进行表面质量检验,表面应光洁、无伤痕、无脱碳等缺陷;受变载荷的弹簧,还须经喷丸等表面处理,以提高弹簧疲劳寿命。
五、弹簧的端部结构
压缩弹簧除参加变形的有效圈数n外,为了使压缩弹簧工作时受力均匀,保证弹簧中心线垂直于端面,弹簧两端各有3/4~7/4圈并紧起支承作用,工作时不参与变形,故称为死圈或支承圈。
拉伸弹簧端部有挂钩,以便安装和加载。常用的端部结构有四种型式;半圆钩环、圆钩环制造方便,应用广泛,但因挂钩过渡处产生很大弯曲应力,故只宜用于弹簧丝直径d≤10mm的弹簧。可调式和可转式挂钩受力情况较好,且可转向任何位置以便于安装。

六、弹簧的应力计算
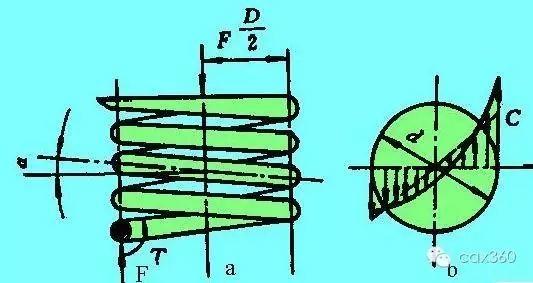
▲压缩弹簧的受力分析
图(a)为圆柱形螺旋压缩弹簧,承受轴向工作载荷 F 由截面法分析,得知弹簧丝截面受剪力 F 及扭矩 T=FD/2,扭矩引起的剪应力为:

若考虑剪力 F 引起剪应力的影响和弹簧丝呈螺旋状曲率影响,最大剪应力 t 发生在弹簧内侧图(b),其数值与强度条件应为:

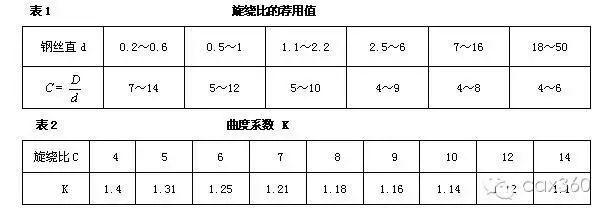
式中 C——旋绕比,C=D/d ,可按表1选用
K——弹簧曲度系数,
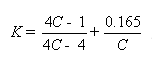
K 也可直接从表2查出,由表知,C 越大,K对 t 的影响越小;
F——弹簧的工作载荷N;D——弹簧中径mm;d——材料直径mm。
在式1中,以弹簧的最大工作载荷 F2 代替 F,便可得到按强度条件计算弹簧钢丝直径的公式:

拉伸弹簧强度计算方法与压缩弹簧相同
七、弹簧不到位及失效原因
在实际工作中,我们常碰到弹簧不能把运动物体推到设定的位置,也就是说弹簧的计算自由长度变短了。其主要原因是没有作初压缩处理,就是把一根制造成的弹簧,用较大的力把它压缩到他的压缩高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3-6次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生永久变形。
八、弹簧预防措施
在实际工作中,压簧即使受到超出材料弹性限以外的力,也应能维持它的工作长度。因此,成品簧的长度应等于弹簧的计算长度加初压缩量,可避免簧不到位,以免簧圈并紧时发生危险应力,导致弹簧示性线发生异常而不到位。成品簧在热处理过程中,特别是需经淬硬和回火工艺,一定要将工件横置(卧)在炉内,以防弹簧因自重作用而变短导致作业不到位。


