钛合金增材制造技术研究进展

1. 序言
钛及钛合金因具有密度小、耐高温、耐腐蚀等优异的物理性能及化学性能,在各工业领域都具有广阔的应用前景,包括船舶制造、航天航空、汽车制造等,同时它也是国防工业的重要材料之一。钛合金的应用对工业发展起到巨大的推动作用,优于传统材料的性能使其产品质量有了很大提升,满足了工业发展对新材料、新工艺的发展要求,加速了现代工业的发展。随着钛生产力的不断改善,钛合金已经成为工业生产中的第三金属。
增材制造(Additive Manufacturing,AM)又称“3D打印”,是一种可以实现构件的无模成形的数字化制造技术,具有设计和制造一体化、加工精度高、周期短,产品物理化学性能优异等特点。增材制造技术从20世纪70年代以来发展迅速,因其与传统制造技术具有巨大差异,已然成为工业领域的研究热点,在现代工业的多领域都得到了快速发展。
增材制造技术的迅速发展,理论上可以实现任何单一或多金属复合结构,为复杂结构件的制造提供了新方法。钛合金的增材制造技术,解决了精密结构件的加工难题,进一步加大了钛合金的应用范围。伴随着工业社会的迅速发展,钛合金增材制造技术日新月异,按照增材制造技术的热源不同,可将钛合金增材制造技术分为激光/电子束增材制造、熔焊增材制造和固态焊增材制造三种方式。国内外的专家学者通过不同的增材制造技术手段,优化工艺方法,稳定增材制造过程,减少或避免增材制造结构缺陷产生,使钛合金增材制造技术朝着绿色、高效、稳定的方向继续发展。
2. 激光/电子束增材制造
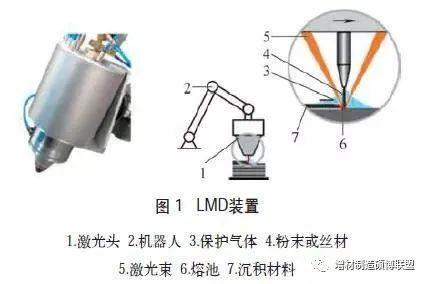
激光束和电子束作为高密度束源,能量密度高并可调控,被誉为21世纪最先进的制造技术。目前激光/电子束增材制造主要分为激光金属沉积(Laser Mental Deposition,LMD)技术、激光选区熔化(Selective Laser Melting,SLM)技术、电子束熔丝沉积(Electron Beam Free Form Fabrication,EBF3)技术、电子束选区熔化(Electron BeamMelting,EBM)技术,在钛合金增材制造领域皆有广泛研究。
2.1 激光金属沉积(LMD)
Heigel等人采用原位温度、应力实时测量与热机模型结合有限元热-应力顺序耦合模型的方式,研究了Ti6Al4V激光沉积增材制造过程中的热、力演化过程,结果发现残余应力最大力出现在增材层的中心下方,向两侧方向应力减小,随着停留时间增加,层间温度差变大,残余应力增大。左士刚利用TA15钛合金球形粉末采用激光沉积技术进行了TC17钛合金增材修复 制造过程研究,研究了修复件组织特性与力学性能影响规律。结果表明,采用激光沉积技术增材修复后的TA15/TC17修复件无焊接缺陷,修复件抗拉强度为1029MPa,采用退火处理后,力学性能明显增强,抗拉强度基本可达TC17锻件标准,伸长率优于标准。
综上所述,对于钛合金的LMD技术增材制造相对较为稳定,增材件力学性能基本满足锻件最低标准,对于某些特定需求钛合金则要进行增材制造后热处理的方式达到使用要求。
2.2 激光选区熔化(SLM)
唐思熠等人采用SLM技术制备Ti6Al4V钛合金试样(见图2),并对微观组织、力学性能和致密化行为进行了分析研究。结果发现,激光功率从360W增加到400W时,致密度提高明显;在400W后继续增加功率,致密度受激光扫描速度的影响较大,最优工艺参数下的试样质量远高于锻件标准。

Fan等人研究了SLM技术增材制造Ti-6Al-2Sn-4Zr-2Mo(Ti-6242)钛合金在标准时效(595℃/8h)下的显微组织稳定性。研究结果发现,随着激光扫描速度的提高,相对密度增加到99.5%后急剧下降到大约95.7%,时效老化处理的Ti-6242相对刚制成的Ti-6242抗拉强度从1437MPa提升至1510MPa,延展性从5%降低到1.4%,同时硬度也从410HV增加到450HV,β相颗粒的沉淀硬化作用是产生这种变化的重要原因。
Ren等人采用SLM技术增材制造进行了Ti-Ni形状记忆合金组织性能的研究工作,制备等原子Ti50Ni50(质量分数)样品,结果发现,在激光功率为40J/mm3,扫描速度为1000mm/s下可制造几乎完全致密试样,不同扫描速度对相组成、相变温度和维氏硬度的影响作用有限,与传统铸件相比,SLM技术增材制造件拥有较高的真空压缩和断裂强度。
综上所述,对于Ti6Al4V的SLM技术增材制造相对较容易实现,对于钛与其他元素合金的SLM技术增材制造还需要做进一步地研究,需要进行预热或者其他热处理手段和进行氧含量的控制手段来增强其他钛合金SLM技术增材制造的力学性能,获得高质量的研究试样。
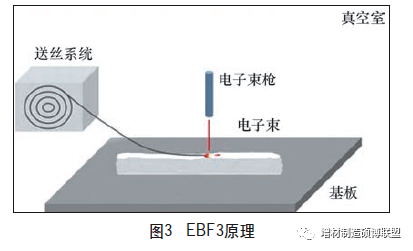
2.3 电子束熔丝沉积(EBFF)
靳文颖研究了TC4钛合金的电子束熔丝沉积增材修复技术,进行了普通TC4焊丝和自制TC4EH焊丝的增材修复性能对比。研究发现,采用自制TC4EH焊丝的抗拉强度(905.23MPa)明显高于TC4普通焊丝(809.04MPa),硬度和冲击韧度同样较高,伸长率可达原材料的90%以上,具有优良的力学性能。
Yan等人研究了电子束熔丝沉积Ti6Al4V加强筋的残余应力与变形,研究发现,两个加强筋都对板产生不利的变形,纵向轨道比横向轨道引起板更大的变形,加强筋的沉积轨迹对变形有很大影响,最大位移发生在与纵向轨道相关的加强筋的内底边缘,高残余应力区域主要集中在加强筋的根部。
综上所述,对于钛合金的电子束熔丝沉积增材制造的研究相对较少,主要偏向借助有限元分析软件的变形控制等领域。分析认为,电子束熔丝沉积增材制造可以克服传统的钛合金加工方式的弊端,借助有限元分析软件更为实际应用过程中提供了基础理论的指导。
2.4 电子束选区熔化(EBM)
Murr等人采用EBM增材制造的方法制备多孔泡沫Ti6Al4V,研究了刚度与密度之间的关系。结果发现泡沫具有实心孔和中空孔结构,与实心、紧密的EBM制造件相比,中空孔结构的强度与硬度成正比,强度高出40%,并且刚度与孔隙率成反比,采用EBM增材制造的泡沫材料在生物医学、航空航天等领域的应用具有巨大潜力。
许飞等人采用电子束选区熔化技术对制备的TC4钛合金开展了大功率高速光纤激光焊接试验研究。结果表明,受EBM技术增材制造TC4的晶粒尺寸差异的影响,激光焊接试验熔合区靠近上下表面的β柱状晶组织相对细小。焊缝区显微硬度高于增材区硬度,且顶部硬度较高。
Seifi等人研究利用EBM增材制造Ti-48Al-2Cr-2Nb的组织性能研究,结果发现,所沉积的材料强度和硬度值超过了常规铸造Ti-Al所获得的强度和硬度值,这与目前测试的增材材料中存在更精细的微观结构相一致。
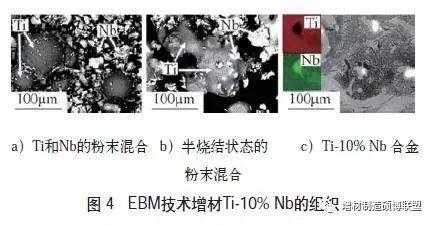
综上所述,对于Ti6Al4V的EBM研究相对较为广泛,发现对于Ti-Nb合金的EBM技术增材制造仍难很好地解决Nb颗粒的扩散问题,会导致显微组织不均匀,因此对于Ti-xNb合金的增材制造还需要更多的工艺优化试验进行材料性能的提升。
3. 熔焊增材制造
与其他增材制造方式相比,熔焊增材制造操作性更强,成本更低,但结构可靠性相对较低。熔焊增材制造一般采用焊丝增材制造,但是由于基材和初始沉积层之间的热梯度大,以及辐射和对流热损失,会在制造的部件底部观察到细晶粒结构。由于较低的热梯度,传热速率较低,这阻碍了在增材过程的中间层形成细晶粒结构,而只在制造部件的中间形成长的柱状晶粒。
3.1 CMT电弧增材制造
陈伟进行了CMT电弧增材TC4的微观组织及力学性能研究。结果发现,在设定送丝速度为3.0m/min、焊接速度为0.48m/min的参数下,原始β晶粒剖面面积最小,CMT电弧增材制造TC4钛合金在870℃,1h/固溶炉冷(FC)+600℃、2h/固溶空冷(AC)下热处理,获得的各区域微观组织较均匀,固溶处理后的材料塑性较高。
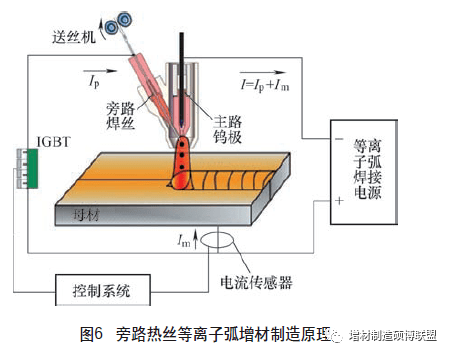
3.2 等离子弧增材制造
Lin等人采用PAW增材制造Ti6Al4V,在微观结构和显微硬度方面进行了研究。结果发现,先前的β柱状晶粒的外延生长受到脉冲扰动的抑制,这导致形成了具有接近等轴晶粒的柱状晶粒,在沉积早期,由于热循环不足,显微硬度较低,在后续沉积中,硬度升高,在沉积层的顶部,不受连续热循环的影响,导致第二相的体积减小,硬度值降低。
3.3 复合电弧增材制造
Pardal等人进行了激光和CMT复合焊接增材制造Ti6Al4V的结构件稳定性研究。结果发现,激光可用于稳定焊接过程,减少焊接飞溅,改善电弧漂移的情况,改善单层和多层沉积的焊缝形状,并将Ti6Al4V增材制造的沉积速率从1.7kg/h提高到2.0kg/h。
综上所述,对于熔焊增材制造钛合金主要集中在TC4的研究中,多采用CMT、等离子等高效熔丝工艺方式,同时采用其他热源辅助焊接的方式稳定焊接过程,进行钛合金的增材制造。分析认为,对于熔焊钛合金增材制造的发展方向应开拓研究制备钛合金功能性材料,便于多领域全方位的应用推广,复合热源的增材方式或其他可控热输入的稳定增材方式会成为熔焊增材的热门研究方向。
4. 固态焊增材制造
4.1 搅拌摩擦增材制造(FSAM)
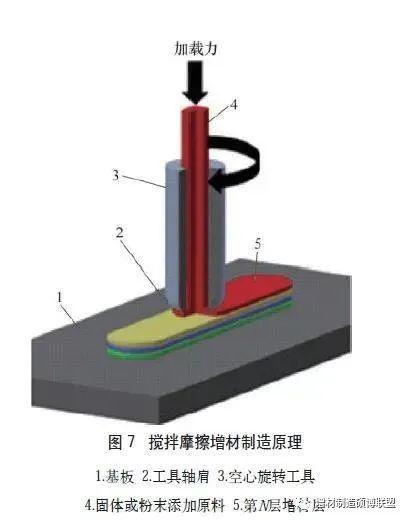
张昭等人基于Abaqus生死单元法和移动热源法建立两种搅拌摩擦增材制造Ti6Al4V有限元模型,研究搅拌摩擦增材的温度分布和晶粒生长情况。研究结果发现,横向增材峰值温度大于纵向增材峰值温度,在搅拌区冷却及增材累积过程晶粒粗化,并且由β相转变为α相,由于不同热循环次数的影响,低层搅拌区晶粒尺寸较大,高层搅拌区晶粒尺寸较小。
4.2 超声波增材制造(UAM)
超声波增材制造(UAM)是一种新的快速成形工艺,用于在室温或接近室温的条件下制造金属基复合材料。较低的加工温度使复合材料能够通过利用嵌入在基体中的高度预应变的形状记忆合金(SMA)纤维产生的回复应力。
Hahnlen等人利用UAM技术制造NiTi-Al复合结构界面强度研究,纤维-基体界面的强度是UAM复合材料的限制因素。结果发现,平均界面剪切强度为7.28MPa,纤维与界面结合方式是机械键合,未发生化学键合或冶金键合方式。
为提高碳纤维增强材料(CFRP)的承重能力,使其能在航空航天和汽车工业上进一步推广应用,James等人进行了CFRP/Ti的超声波增材制造中剪切破坏强度的研究,研究结果发现,采用UAM技术可以实现CFRP/Ti的结构制造,超声波能量和表面粗糙度都对UAM制成结构的剪切强度产生积极影响,在焊接前增加界面的表面粗糙度有助于增加最终焊缝的剪切破坏负荷。
综上所述,关于超声波增材制造钛合金的研究较少,主要进行的是金属基复合材料的研究,以增强复合材料的特定性能满足实际生产应用,分析认为,在未来研究中,应侧重于提升复合材料的力学性能研究方向。
5. 结束语
随着现代工业的迅速发展,轻量化的设计成为结构件的发展方向,对结构件的性能和质量要求变的越来越严格,钛合金增材制造技术的迅速发展,可以进一步扩大钛合金结构件的应用范围,提高钛合金增材件的性能,增强结构稳定性。综合国内外所研究的钛合金增材制造技术和现代工业的发展方向,未来钛合金增材制造技术注定将朝着绿色、经济、稳定、快速的方向发展。
1)从绿色发展方向来看,搅拌摩擦增材制造起步阶段较晚,还处于试验研究阶段,未来进行多金属材料的复合结构增材制造,实现特定结构的特种性能,将是该技术的一个研究方向。
2)对于经济、稳定的发展方向,则需要进行电弧增材的稳定性过程探索,尤其是新型复合电弧增材制造的稳定性研究。
来源: 董春林, 谭锦红, 林志成, 王春桂, 赵运强. 钛合金增材制造技术研究进展[J]. 金属加工(热加工), 2020(07): 16-21.
来源:增材制造硕博联盟


