北航丨激光定向能量沉积GA151K合金过程多次热循环对组织演变的影响


前言
镁(Mg)合金由于其密度低、比强度高、生物相容性好等特性,在汽车、航空航天、医疗器械等高科技行业受到广泛关注。其中,以稀土元素为主要合金成分的Mg-RE(镁稀土)合金具有较高的机械强度、阻燃性和良好的耐腐蚀性能,以及高温强度和耐热性能。目前,Mg-Gd基合金由于其超高的强度和耐热性已被证实是最成功的结构Mg-RE合金之一。为了制造具有紧密内部结构和优异机械性能的镁合金,新的成形工艺已被广泛应用,包括等通道角向压制(ECAP)、快速凝固粉末冶金(RS P/M)和增材制造(AM)。其中,增材制造技术是一种很有前景的几何复杂部件近净成形技术。
论文链接:
试验方法
G15K合金粉末的名义成分为Mg-15Gd-0.4Zr (wt%),粒径为75-250μm;Al粉粒径为45µm至105µm,原料的形态如图1中的扫描电子显微镜(SEM)图像所示。采用机械混合的方法将500gG15K粉末和4.96gAl粉末在三维混合器中混合1h。混合粉末的标称成分为Mg-15Gd-1Al-0.4Zr。LDED工艺在氧气含量低于100ppm的氩气环境下进行。激光束的直径为 3mm,并以700W的功率输出运行。此外,层厚为0.35mm,送粉速度为350g/h,扫描速度为720mm/min。在此过程中,制备了尺寸为60mm×24mm×48mm的块板样品。

图1 增材制造制备的0.11Si和0.03Si样品的热裂密度差异和相分析

结果讨论
图3显示了GA151K块的微观结构的正视图。根据图3a,GA151K块表现出带有扫描轨迹的重合图案形态。如图3b所示,每个标尺代表一个轨迹,并且α-Mg在熔化线上方(顶层Top layer上一条轨迹的底部)的晶粒尺寸小于熔化线以下的晶粒尺寸(顶部N-1层上的一条轨道)。在单道中,随着第一次热循环引起的温度降低,晶粒尺寸从上到下减小(图3c)。一条轨道中的不同形态表现为顶部亮而底部暗。更具体地说,未经历再加热的顶层在竣工的 Mg-Gd-Al-Zr 合金中表现出枝晶凝固形态(图3d)。N-1层的α-Mg晶粒在经过一次再加热和冷却循环后,变为多边形形貌。
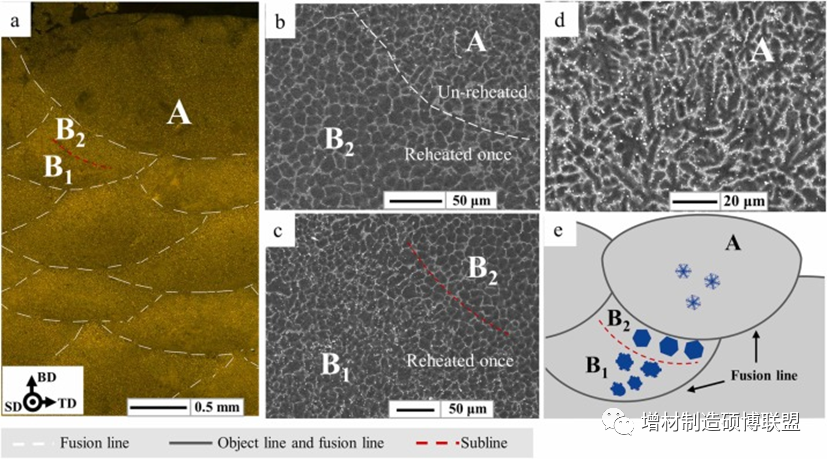
图3 (a) GA151K的光镜图像;(b-d) 描绘(a)中定义的区域的微观结构的SEM图像;(e)所提出模型的示意图,显示了不同的微观结构:A区:直接凝固微观结构;B2区:受N-1层高温热量的影响;B1区:受N-1层低温热量的影响
融合线在图3a-b中显示。从图3b中可以看出,晶粒的形态和第二相的比例都与熔合线以上的不同。有趣的是,熔合线以下的晶粒更接近球状,第二相的比例降低。图3c显示了B2和B1区域之间的边界。图3e中的示意图说明了顶层的沉积过程。当顶层沉积时,α-Mg在岛状晶间相之前形成。由于主要合金元素Gd的含量高,生长限制因子大,导致倾向于形成组织过冷。逐渐地,固液界面前沿变得不稳定,形成蜂窝状凝固形态。同时,B区也出现了再热效应。晶间相在N-1层发生原位固溶,导致Gd在α-Mg基体中重新分布,从而消除了意想不到的元素溶质偏析。值得注意的是,由于热效应从B区上部(B2)到底部(B1)逐渐减弱,固溶程度和偏析消除逐渐减弱,因此,B2区Gd的分布比B1区更均匀。
来源:增材制造硕博联盟


