2022年6月13日,3D打印航空结构件再次迎来里程碑时刻,由德国汉莎航空技术公司3D打印技术中心开发的金属3D打印支架“A-link” 获得欧盟航空安全局(EASA)的官方航空认证。
这是继空中客车公司钛合金短舱铰链支架之后,又一个取得欧盟航空安全局(EASA)的适航认证的金属3D打印结构。
本人作为飞机结构设计师,也曾经把支架结构作为3D打印应用的突破口,设计了多款3D打印拓扑优化支架。
国内外的航空结构3D打印开发应用人员,为什么都会把目光聚焦在支架类结构件?为什么选择支架作为3D打印的试金石?
本人作为其中的一员,分享一下支架类结构在数百万个飞机零件中脱颖而出的原因,希望能够为其他正在为选择3D打印零件而苦恼的同行们提供一点借鉴和参考。

“A-link”3D打印支架
“A-link”3D打印支架由汉莎航空技术公司联合Premium AEROTEC公司共同开发。汉莎航空技术公司是汉莎集团的子公司,为飞机和发动机部件提供维修维护服务;Premium AEROTEC是德国一家一级飞机结构制造商。
“A-link”3D打印支架是这两家公司合作开发的第一个3D打印飞机部件,用于汉莎航空的IAE V2500防结冰系统。9个A-Link将一个环形热空气管道固定在发动机的进气罩中,可以防止发动机在飞行期间结冰。

之前“A-link”支架采用传统锻造工艺生产。锻造是航空结构最常用的制造方式,主要用于制造飞机、发动机承受交变载荷和集中载荷的重要零件。飞机上锻件制成的零件重量约占飞机机体结构重量的20%~35%和发动机结构重量的30%~45%。
“A-link”支架的成功取证,证明了3D打印完全有可能替代锻造工艺,成为飞机结构的主流制造方式之一。而且,3D打印具有材料利用率高、制造周期较短,可制造复杂结构等优势,甚至可实现多种材料复合制造满足构件各部位对不同性能的要求,在航空制造领域的优点非常明显。
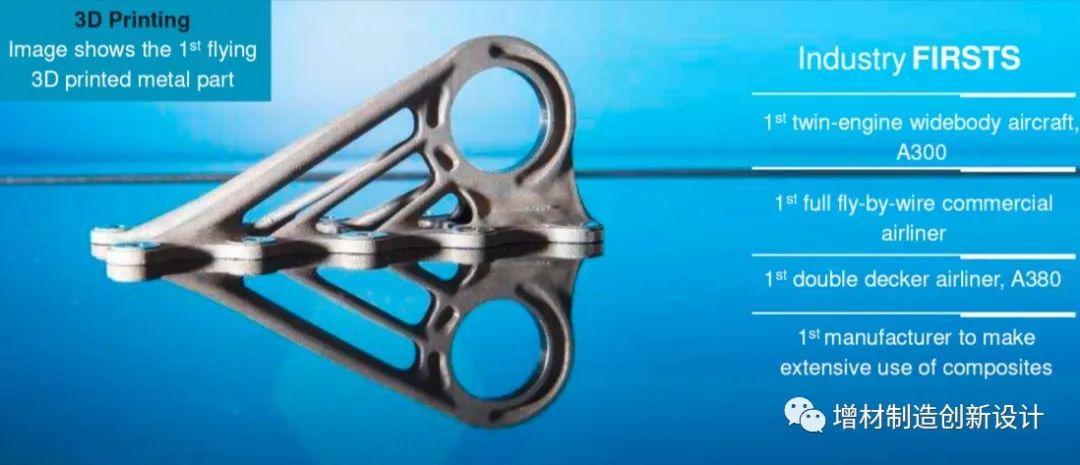
世界上第一个获得适航认证的3D打印支架部件是空中客车公司的钛合金短舱铰链支架。拓扑优化和增材制造的完美结合,使其不仅具有优良的力学性能,还具有优美的造型和轻盈的结构,是3D打印产品最经典的设计案例之一。
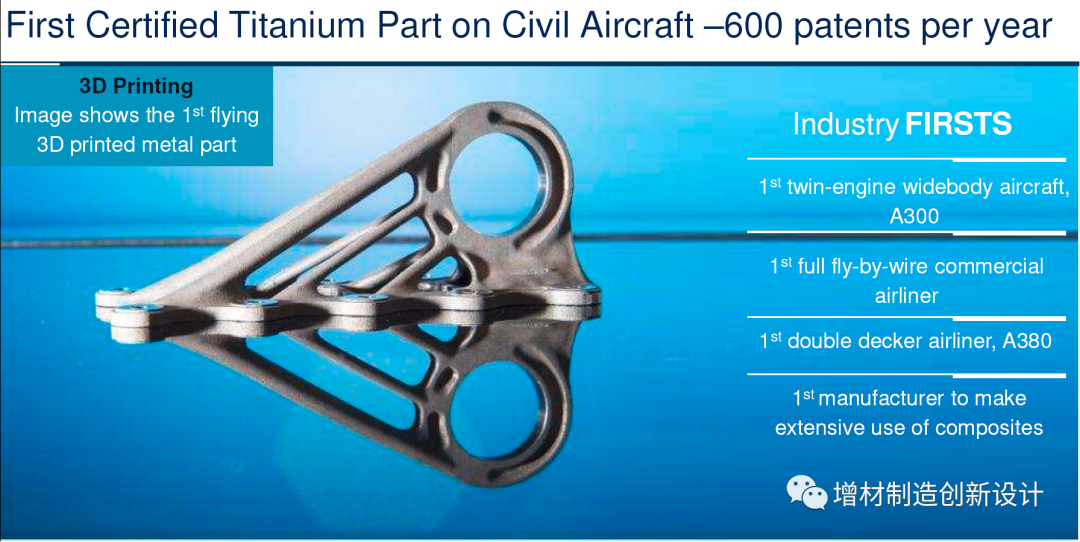
空中客车公司3D打印短舱铰链支架
本人曾经是一名飞机结构强度工程师,在刚刚从事3D打印工作时,也选择了飞机管路支架结构作为3D打印在航空结构上应用的突破口。并且根据支架在不同位置处受到的不同载荷,对支架做了不同的拓扑优化设计。

本人设计的3D打印飞机管路支架
由此可见,国内外飞机结构设计师不约而同地选择支架类结构为突破口,作为第一个3D打印应用案例,肯定不是因为巧合,而是英雄所见略同的结果。
本人结合当年选择管路支架作为3D打印设计“敲门砖”的缘由,为大家分析一下原因。
一是支架类结构受力比较简单。3D打印作为一项新兴技术,一上来就制造复杂承力结构显然不太现实,设计师首先想到的就是功能单一、受力工况简单的支架类结构。
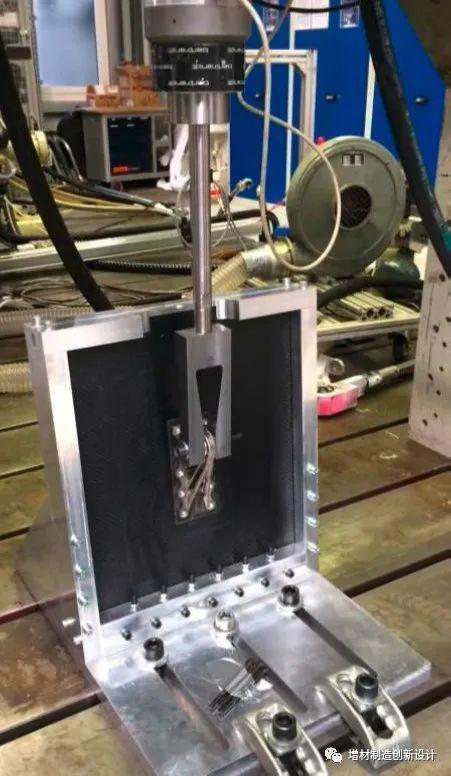
一般来说,支架主要受拉压的载荷,少数情况下也承受一些弯剪载荷。因此,设计要求简单并且明确的支架类结构脱颖而出,成为3D打印开发人员的首选。而且,简单的受力也意味着地面载荷试验的验证也比较容易实现。

空中客车公司铰链支架地面试验
二是支架属于易损耗结构。以“A-link”支架为例,飞行过程中产生的振动会导致支架在安装孔处磨损,使用寿命一般仅有几年,需要经常更换。频繁的更换频率也为3D打印产品的“上位”带来了机会。试想一下,如果选择一个长期不需更换的零件,3D打印何时才能等来出头之日。

金属3D打印的A-Link
三是支架类结构安全冗余比较大。“A-Link”支架是9个环形排列;空客铰链支架是4个并联排列;本人设计的支架是5个U形排列。也就是说,在飞行过程中万一有一个支架失效了,并不会产生致命性的后果。
飞机结构的安全性和可靠性是一个性命攸关的问题,是设计师首要考虑的问题。当前,3D打印的工艺稳定性还处在有待论证的阶段,选择一个安全裕度比较大的零件,无疑是一个明智的选择。
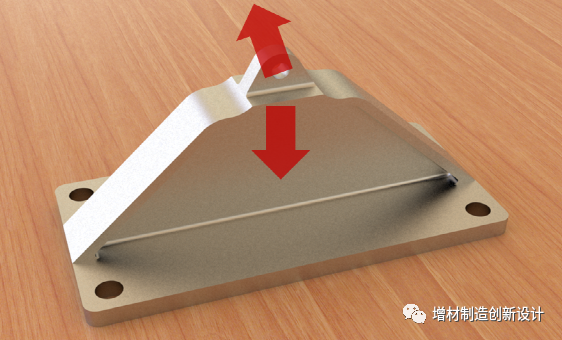
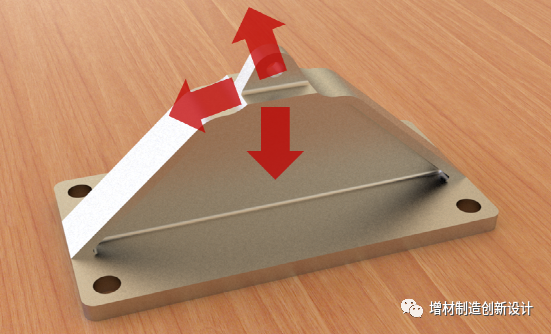
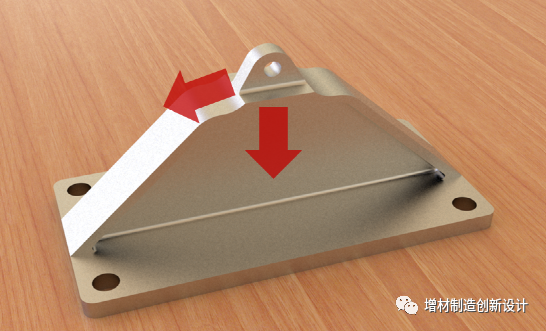
同时,从严谨的角度来说,多个支架同时使用,每一个支架的受力都是不一样的,由此带来的优化结果也必然是不一样的。比如下图中,支架1、2、3的受力就会发生明显不同。

支架1受力分析:
支架2受力分析:
支架3受力分析:
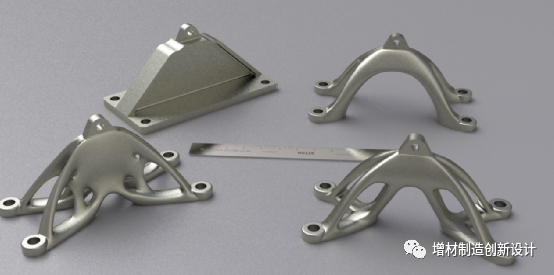
3个支架不同的设计方案:
附:空中客车公司铰链支架开发过程介绍
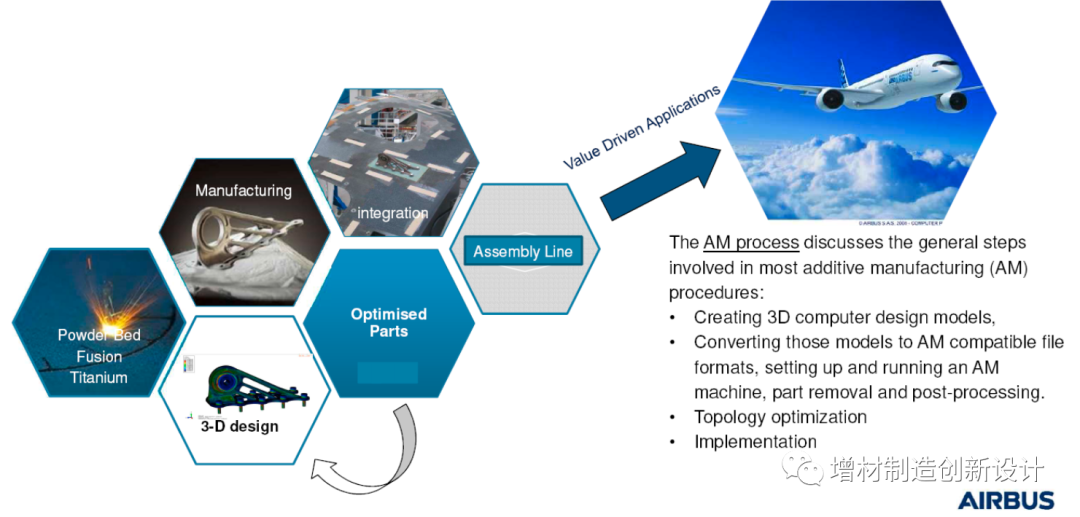
钛合金短舱铰链支架是空客公司第一个获得适航认证的增材制造零部件。拓扑优化和增材制造的完美结合,使其不仅具有优良的力学性能,还成为推广增材制造技术应用的颜值担当,相信大家对它的样子一定不陌生。我们通过一份来自空客公司的报告,为您独家揭秘增材制造产品的质量和可靠性评价流程。
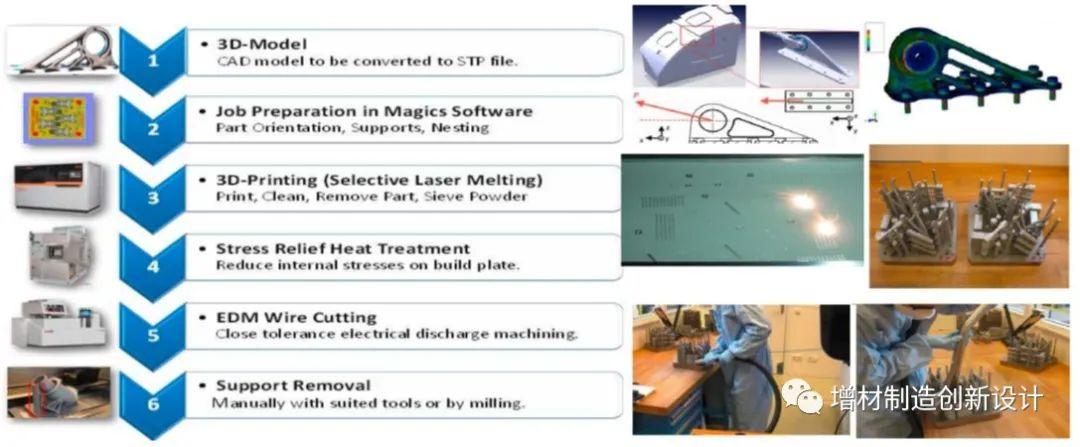
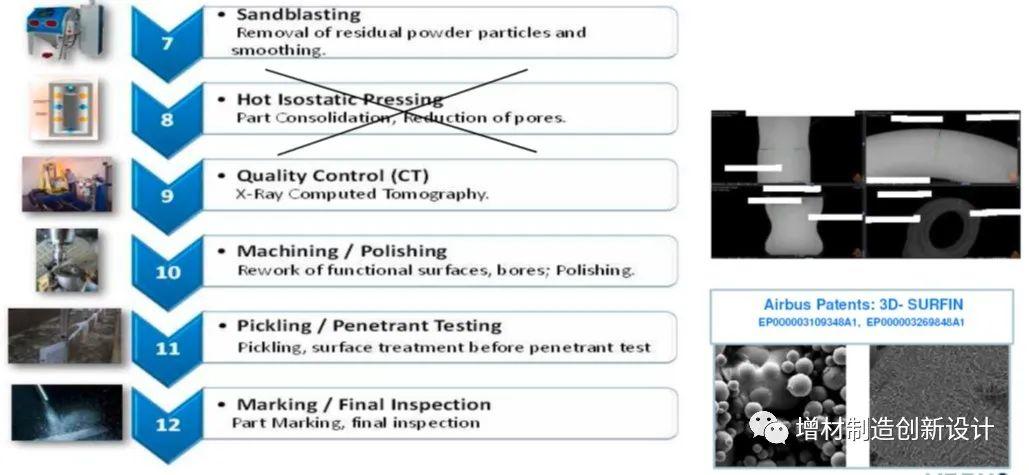
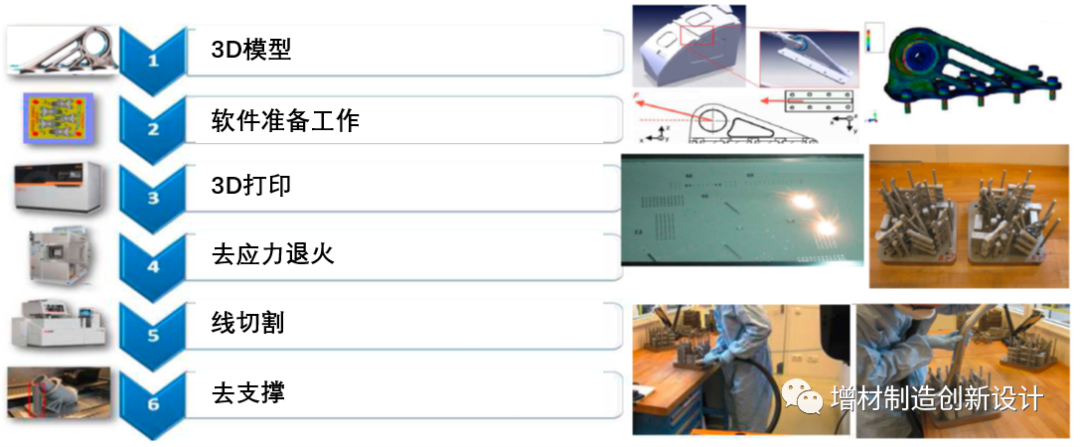
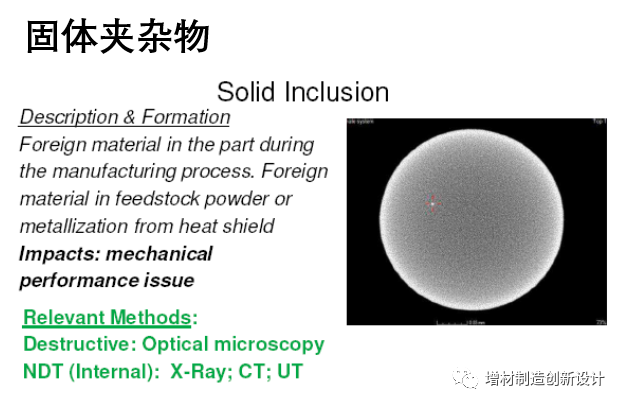
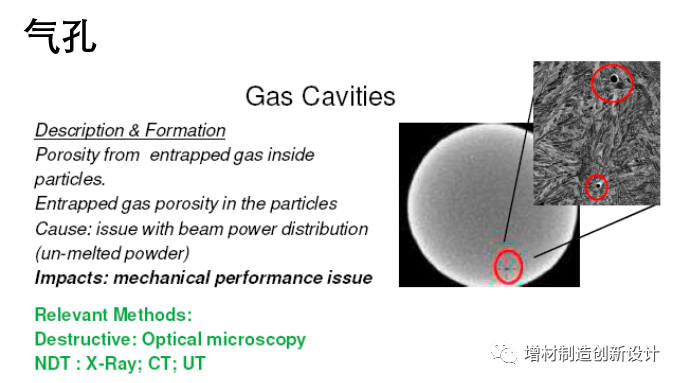
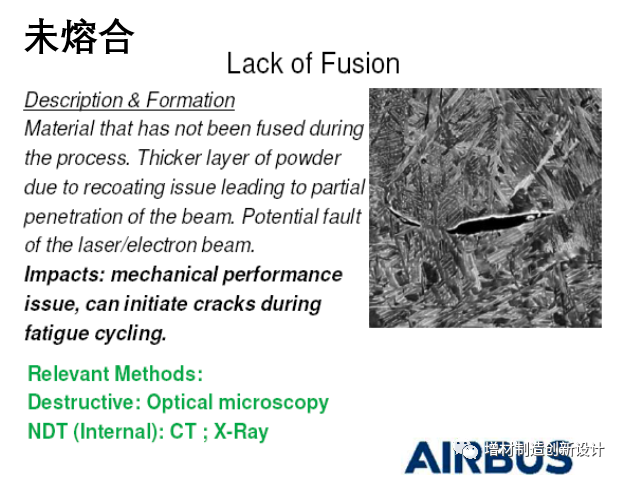
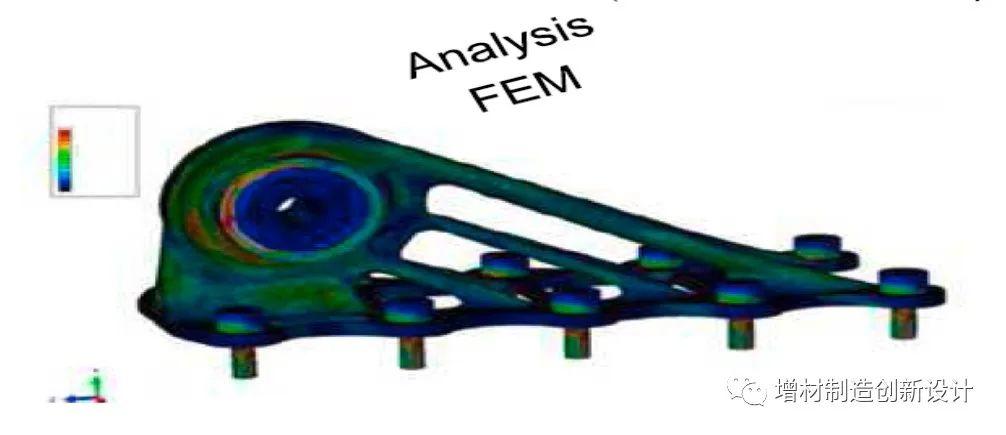
下图包含了钛合金短舱铰链支架完整的开发流程,包括设计和优化的迭代、增材制造与后处理、系统集成、性能评价与验证。增材制造工艺和后处理相对比较成熟,我们重点探讨空中客车公司是如何来评价和检测增材制造零件的质量和可靠性。鉴别出影响零件质量的100多个工艺参数,包括表面质量、显微组织变化、粉末控制、工艺控制。分析不同工艺参数下导致的缺陷类型,包括裂纹、固体夹杂物、气孔和未熔合。
空客公司详细研究了这些缺陷形成的原因、分布的位置、大小尺寸、以及这些缺陷对产品性能的影响。
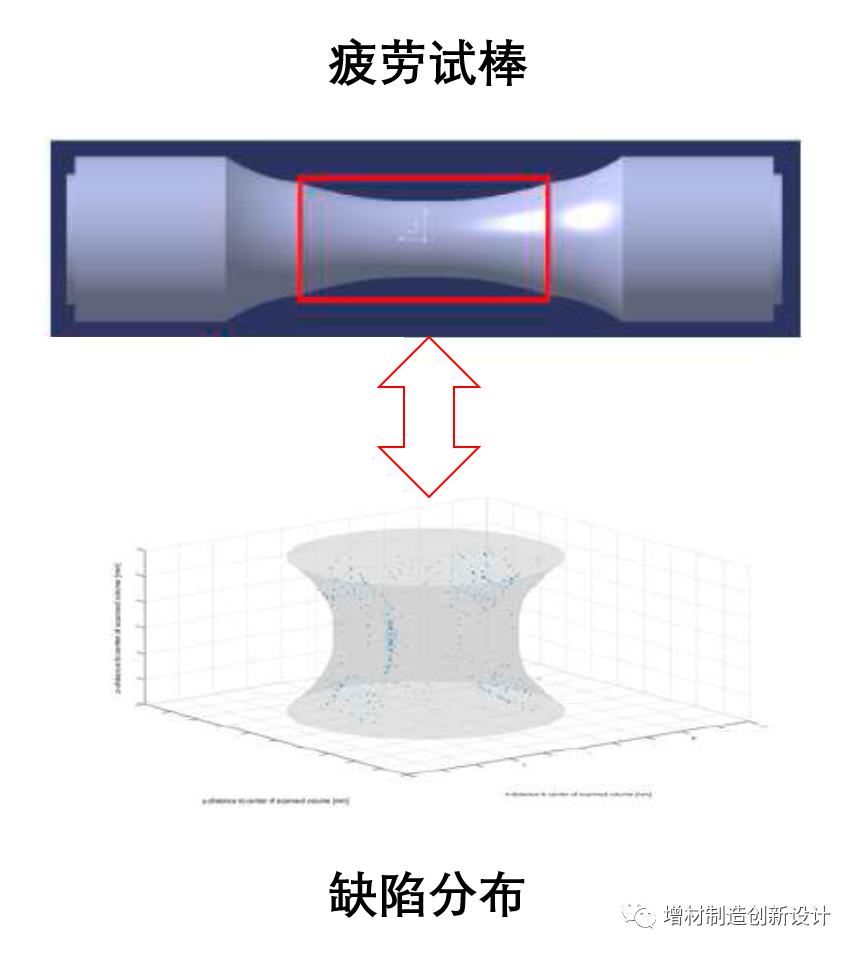
然后确定了这些缺陷的具体检测方法(包括破坏检测和无损检测)。通过材料级检测试样,分析缺陷分布对疲劳寿命的影响。通过CT扫描试棒内部的缺陷分布,就可以建立某种“缺陷-寿命”关系。
通过这种“缺陷-寿命”关系,应用到支架产品,判断支架零件的寿命。通过零件的疲劳试验,来验证步骤2中评价方法和分析方法的合理性。对于工业应用来说,零部件的质量和可靠性是非常重要的考察因素。增材制造技术想要实现大规模应用,迟早要面对这些问题。只有积累大量的试验数据,并通过科学合理的统计方法,分析评价这些缺陷对于力学性能的影响,设计师们才能设计出安全可靠、形式新颖、结构优化的增材制造零部件。