压力机设置详解4---摆碾锻造
摆辗锻造技术研发自1960年代后期,主要集中在英国、波兰、西德、日本及中国。主要的使用工厂则多在欧洲,经过多年的研发后,摆辗锻造生产线才成功的导入汽车锻件生产市场。
摆辗锻造与传统冷锻及热锻比较起来,可说是一种新的加工制程,由于具备以冷锻方式将形状复杂零件锻造成近净形(PS:是指零件成形后,仅需少量加工或不再加工,就可用作机械构件的成形技术)或净形锻件之能力,故拥有极大之市场潜力。
从另一方面而言,摆辗锻造能以传统锻造制程的1/5~1/15的负荷锻制出相同尺寸的产品,因此在锻机的投资成本上就要经济的多,此外由于成形方式的不同及成形负荷的降低,自然也没有一般传统锻造过程中的噪音及振动问题,对工作环境的改善及工作效率的提升亦有极大的帮助。
摆碾锻压机的总体结构与液压机类似,它和一般液压机的不同之处就是多了一套摆头部件。除摆头外,其设计计算和一般液压机基本相同。
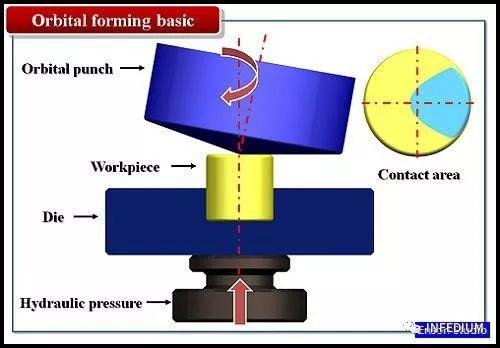
工作原理:其上模之中心线相对于下模中心线倾斜了一个小角度(1°~3°),因此在成形时作用力仅作用于工件表面之局部区域(因此,显著减少了成形力和摩擦力),同时藉由上模绕着锻机轴线的摆动,连续渐进式的辗压工件表面,使工件变形量逐渐增加直到最终形状为止。
摆碾锻造主要用来成形各种饼盘类、环类及带法兰的长轴类锻件,如法兰盘、齿轮坯、铣刀坯、蝶形弹簧坯、汽车后半轴、扬声器导磁体、带齿形的伞齿轮、端面齿轮、链轮、涡轴等。
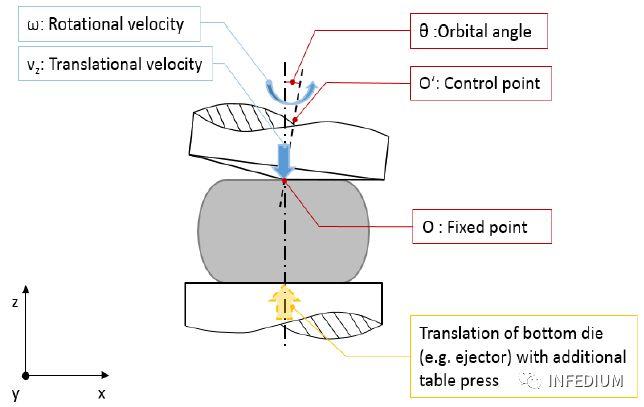
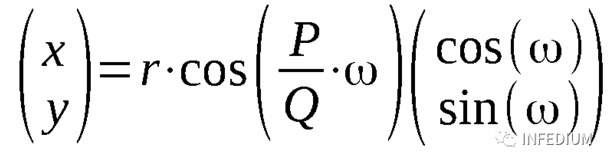
如上图所示,在SimufactForming中上模中心线由OO'定义,其中O是固定点,O'是控制点,而点O'的路径由如下公式定义:
其中:
x、y---点O'的坐标值
P、Q---与点O'路径相关的参数
ω---角速度
r---控制点和旋转轴之间的距离
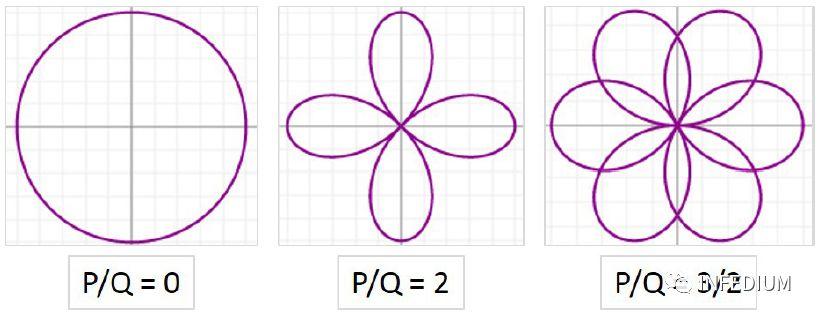
参数P(P= 0,1,2,3 ...)和Q(Q= 1,2,3 ......)决定了点O'路径的形状,如下图所示:
当P =0时,点O'的路径是圆形,这是摆碾锻造中最常用到的路径形状。
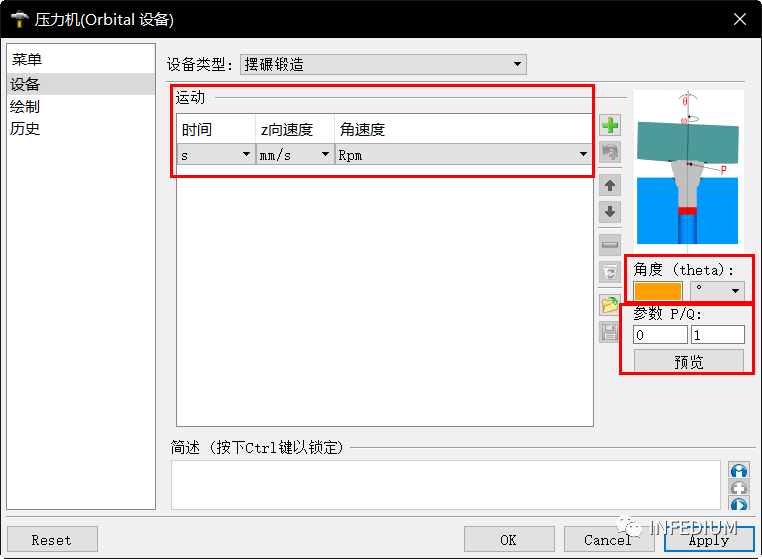
在SimufactForming中定义摆碾锻压机时,有三个区域的参数需要定义:
角度(theta)(θ):定义摆碾角度(上模中心线与下模中心线之间的偏转角度),这个参数将在仿真开始时应用,因此无需用户手动定位模具。
参数P/Q:定义P、Q的参数值,定义完成后,可以点击预览观察点O'的路径形状。
运动:定义一个表格,需要输入三种参数:时间、上模的Z向速度υz、角速度ω,(上模的Z向速度υz可以输入正值或者负值,其中正值表示上模向负Z方向运动,这与表格驱动压力机中的定义方法是相反的)(在多数情况下,上模的Z向速度一般为0,而下模向上运动,因此为了驱动下模运动需要为下模额外定义一个表格驱动压力机)