SimufactForming系列教程八--摆碾锻造
摆碾锻造

在之前的教程中有介绍过摆碾锻造压力机,在本次教程中将介绍如何在SimufactForming中完整的完成一个摆碾锻造仿真实例。
摆碾锻造工作原理:其上模之中心线相对于下模中心线倾斜了一个小角度(1°~3°),因此在成形时作用力仅作用于工件表面之局部区域(因此,显著减少了成形力和摩擦力),同时藉由上模绕着锻机轴线的摆动,连续渐进式的辗压工件表面,使工件变形量逐渐增加直到最终形状为止。
创建工艺类型,选择冷成型工艺,并设置好相应的参数:

导入几何

定义工件的材料属性:在材料库中选择材料20MoCr4工件材料(其中C代表冷成型材料,h代表热成型材料)

定义压机:
本实例为摆碾锻造,首先我们需要在SimufactForming中定义一个摆碾锻压机(驱动上模),相关参数设置如下图:

在多数情况下,上模的Z向速度一般为0,而下模向上运动,因此为了驱动下模运动需要为下模额外定义一个表格驱动压力机,其相关参数设置如下图:

定义摩擦属性:
在这个分析中我们需要定义两种摩擦属性,采用摩擦/手动定义的方式进行设置:

设置其摩擦比例因子为0.8,将摩擦属性分配给上模

设置其摩擦比例因子为0.4,将摩擦属性分配给下模和脱模器。
定义模具和工件的温度属性,模具及工件的温度属性设置如下图:


划分网格:
网格类型选择六面体,网格尺寸采用默认(可根据需求自由调整该参数)

考虑到工件头部最终要成型一个法兰,塑性变形较大,故在此区域设置一个网格细划分区域,参数设置如下图:

定义成型控制参数


分析求解


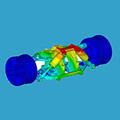
分析结果:




登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2022-09-14
最近编辑:2年前

赋能新仿真,创优新设计


相关推荐
最新文章
热门文章
