SimufactForming系列教程九--成型控制参数设置详解
成型控制参数设置详解


对于某些压力机类型,“方向”按钮定义压力机的工作方向是在正z或负z方向。相关的压力机类型有液压机、曲柄压力机、锻锤、螺旋压力机和Scotchyoke驱动的机械压力机。对于表格压机和摆动辗压锻造,“方向”按钮不起作用。
对于表格压力机和力控液压机,需要在“时间”输入框中指定仿真工艺的时间。它必须等于或短于表格压机所给出的时间。如果未指定,则表格压机中的最后时间,将作为仿真处理时间。对于力控制的液压机来说,这是为了限制最大的加工时间,以避免无休止的仿真。

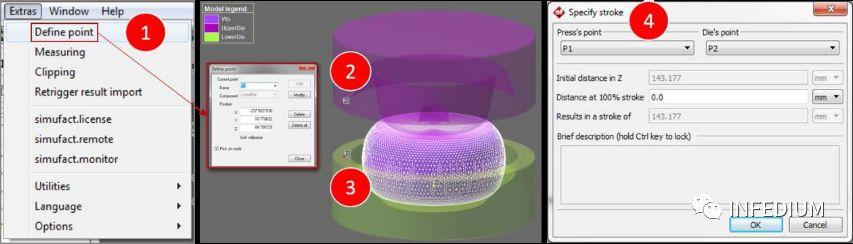
可手动输入参数定义行程,也可以通过“指定行程”的方式定义行程,要使用这种方法,首先需要在上下模具上分别定义一个点,然后单击“指定行程…”,在打开对话框中选择相应的点,以确定它们之间Z方向上的初始距离。定义好终止时的距离并点击OK后,程序会自动计算行程,并填入输入框。



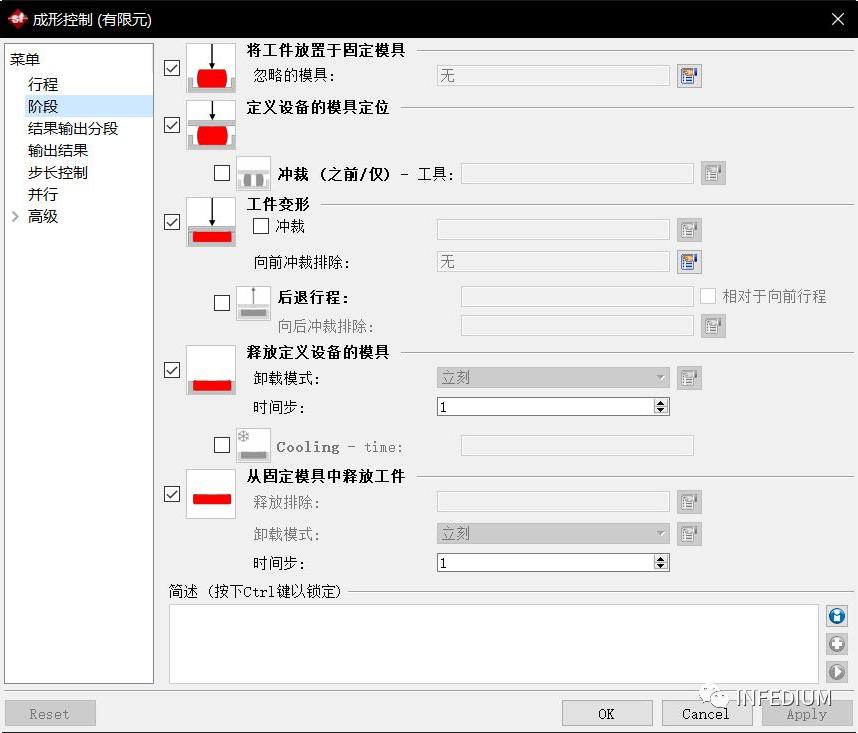
阶段1:将工件放置于固定模具
将工件沿全局-Z方向放置到静止模具(即不受压机控制的模具)。当工件与任意固定模具接触时,该子阶段会自动结束。要忽略指定的模具(如在压机方向的压边圈),可以单击右侧按钮
,并在打开的对话框中选项要忽略的模具。
阶段2:定义设备的模具定位
受压机控制的模具,沿压机方向即全局坐标Z向移动,直到其中任一个模具(可以有多个受压机控制的模具)与工件接触。
在有限元仿真中,建议将工具定位在下止点(BDC),并激活阶段2(重新定位指定到压机的模具)来确定行程。用这种方法时行程设置为0(即不需要手动输入参数)。如下图所示:

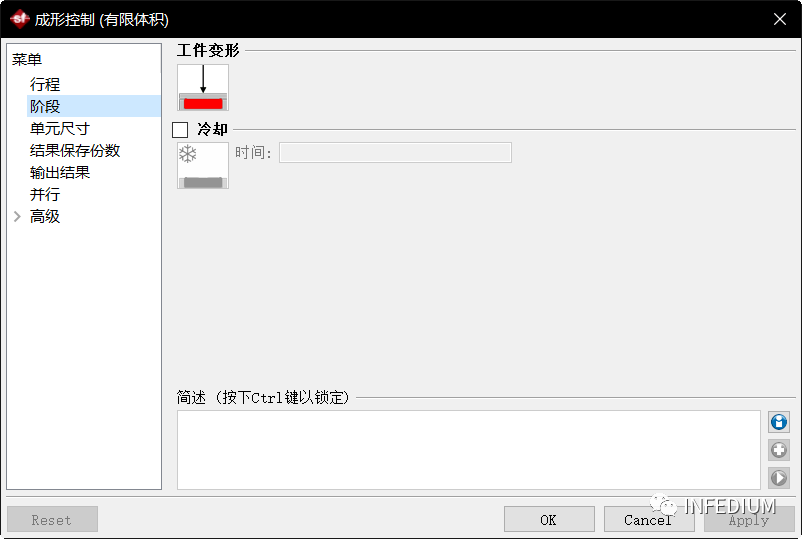
阶段3:工件变形
在该阶段中,工件在模具作用下发生变形,模具受压机或弹簧等控制。
阶段4:释放定义设备的模具
在该子阶段中,会从工件上释放所有由压机控制的模具。这经常用来仿真在制造过程中工件从模具中移除后的回弹效应。在类似分析中,载荷会进行重新分配。
选择释放模式为“立刻”,可以在同一时间完成所有压机控制模具的操作。选择“顺序”模式,压机控制的模具会顺序释放。可以单击相应按钮来配置释放的顺序。在该对话框中先选择一个模具,然后使用按钮向上或向下移动。
默认情况下,该子阶段的时间步数为“1”(对于顺序释放,将在一个时间步内完成每个释放操作)。通过增加数字,也可以逐步将剩余力减少为0。这样也能提高稳定的性并减少需要的迭代数。
阶段5:从固定模具中释放工件
在该阶段中,将工件从静止模具中释放(即退料)。可以单击右侧按钮来选择释放时要排除的模具。释放操作可以立即完成或逐步完成。该子阶段的时间步数量也可以修改,以增加计算本阶段时的稳定性。
在FV仿真时,对话框显示如下:

SimufactForming提供两种并行方法:DDM(区域分解方法)、SMP(共享内存法)
并行参数设置如下:
核心激活=域的数量 X共享内存并行核数
核心激活应该小于等于本地主机可用核(但是建议核心激活不超过8,不然可能运行出错)
示例如下:
双CPU8核 16线程 本地主机上可用的核数(由许可限制)8 域数量8 共享内存1
双CPU8核 16线程 本地主机上可用的核数(由许可限制)8 域数量2 共享内存4
双CPU8核 16线程 本地主机上可用的核数(由许可限制)8 域数量1 共享内存8
这三种方式,虽然理论利用同样多的CPU核数,但是效率不一。建议采用第一种方式(即设置较多的域数量)进行并行计算。