SimufactForming系列教程十--凸耳热成型(2)
凸耳的热成型
本教程是钢坯通过多个工序步骤锻造成拉伸凸耳。本示例对使用Simufact.forming进行热闭式模锻的工艺进行介绍。导入提供的CAD文件,并定义为工具几何体。工件几何体使用Simufact.forming创建。整个成形过程包括以下四个工序,每个工序会进行独立的分析。
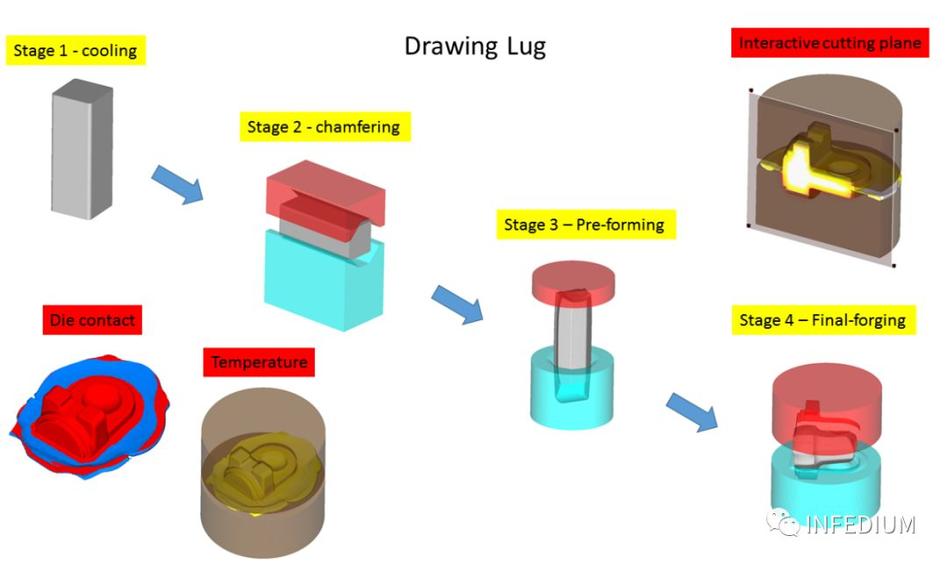
1、冷却分析(主要模拟坯料从烤箱到锻压机的运输冷却过程)
2、预成型1---坯料倒角成型
3、预成型2
4、最终产品的锻造


**第二个工步,并删除所有几何模型:
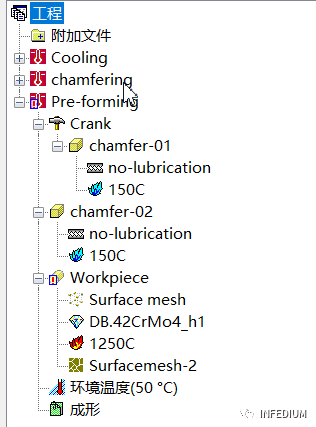
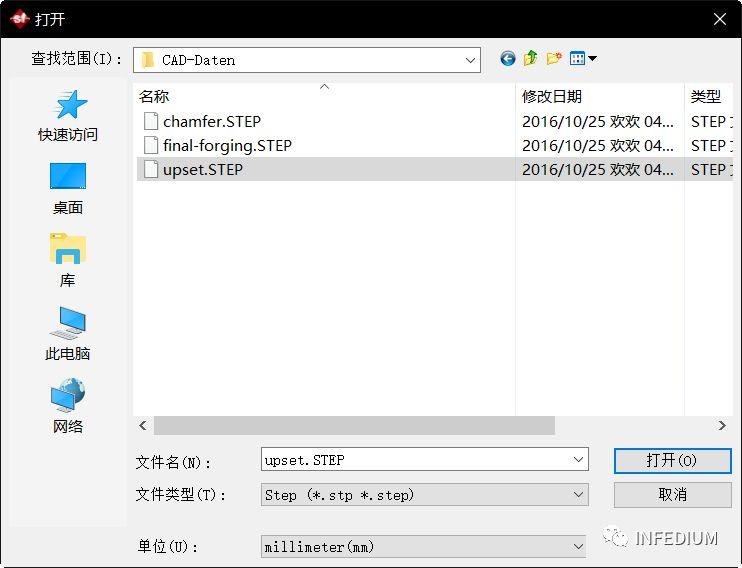
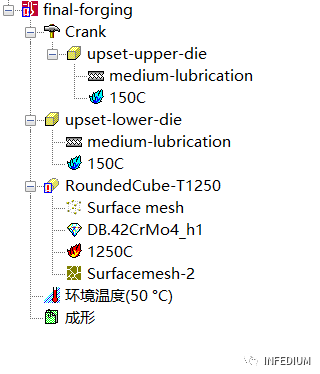
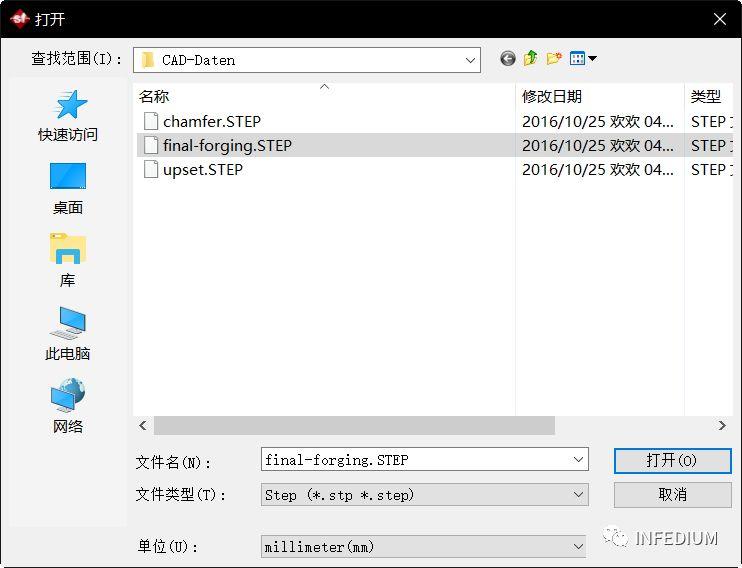
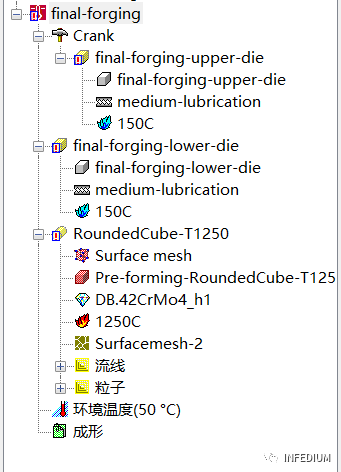
导入模具几何:

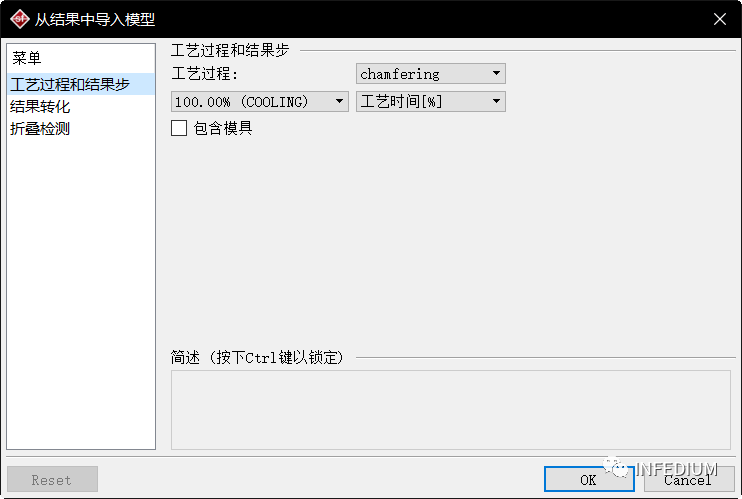
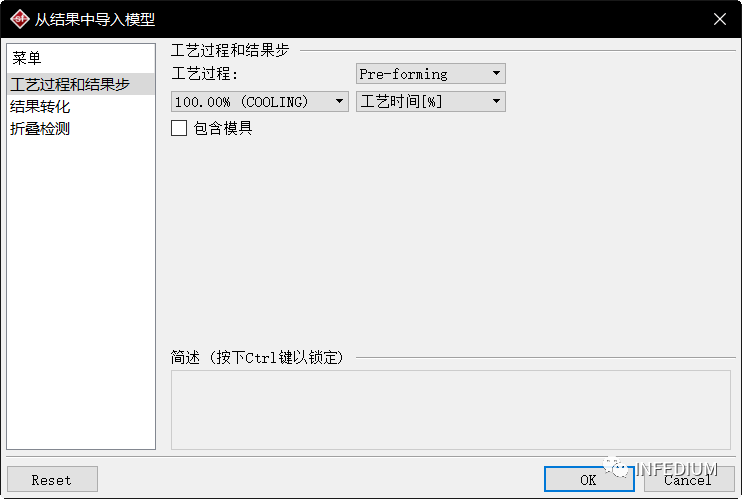
工件从第二步结果导入:
定义摩擦属性:(此工艺将采用润滑,故需要替换原来的摩擦属性)

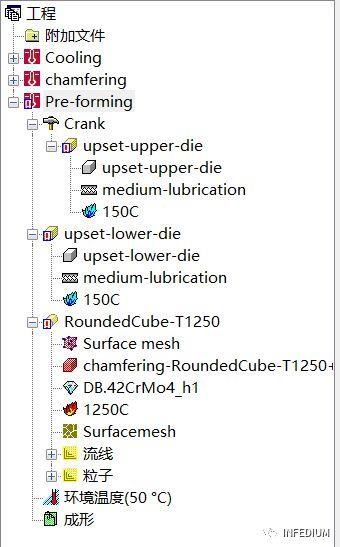
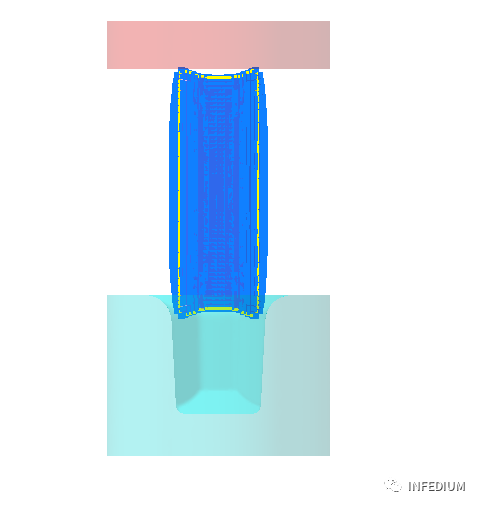
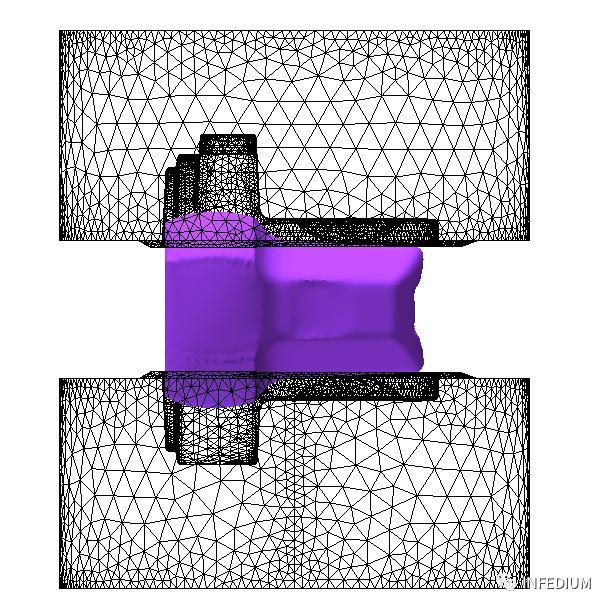
使用定位功能对模具和工件进行定位,定位完成后装配图如下所示:
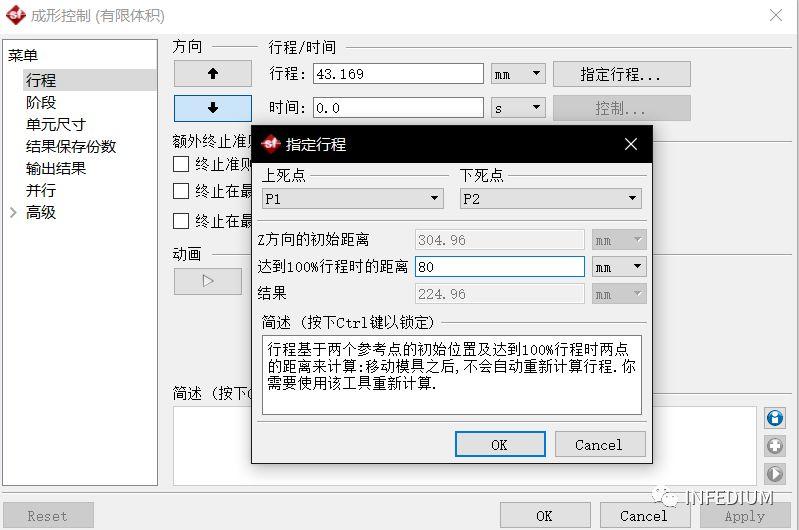
定义两个点(分别在上模下表面和下模上表面定义一个点),后续用来计算压机的行程:

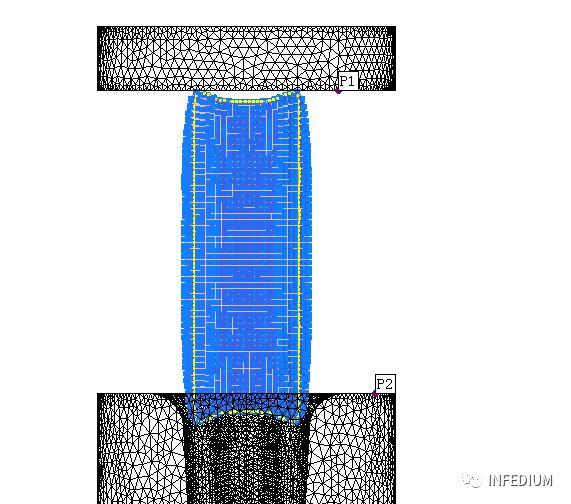
修改有限体单元尺寸:

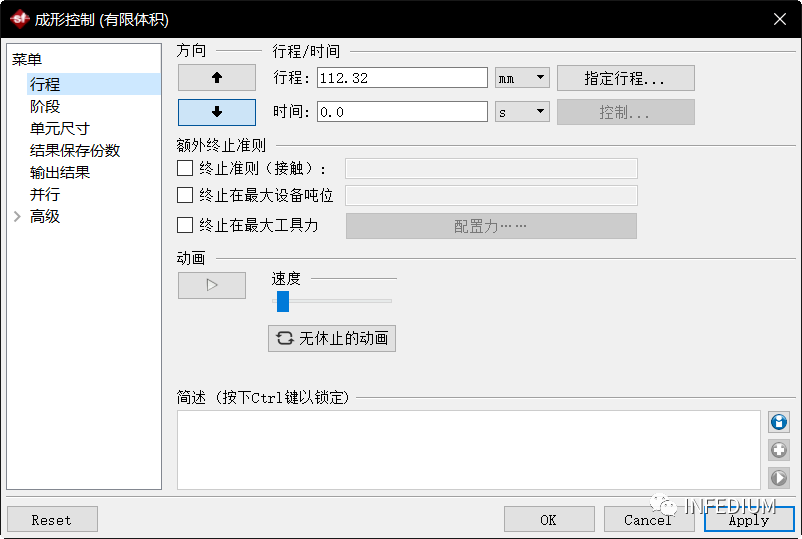
定义成型控制参数,达到100%行程时的距离为80mm:(利用之前定义的两个点确定压机行程)

平均等分为“21”时,每个分析5%保存一次

检查模型:

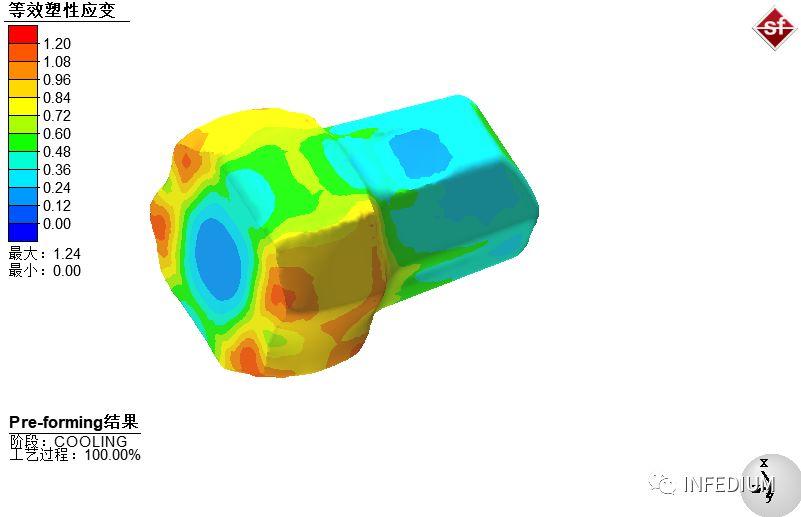
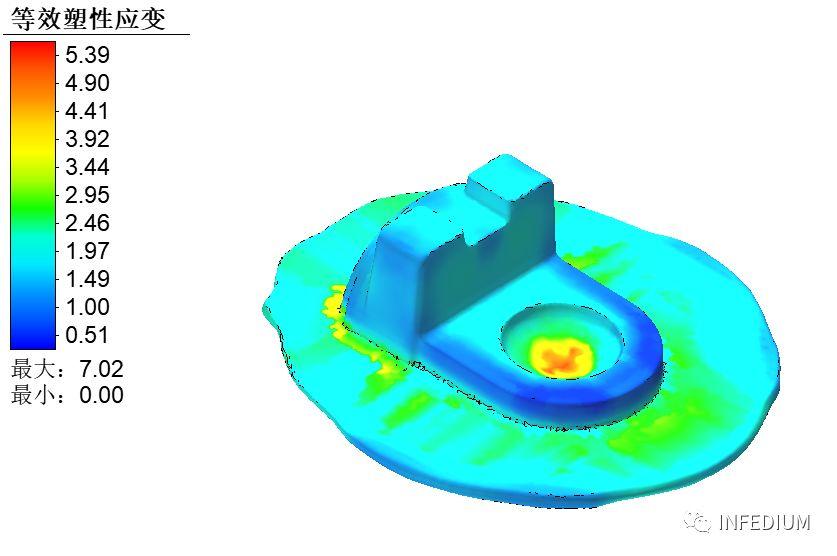
结果后处理:
**第三个工步,并删除所有几何模型:
导入模具几何:

工件从第三步结果中导入:
利用定位功能对模具和工件进行定位:
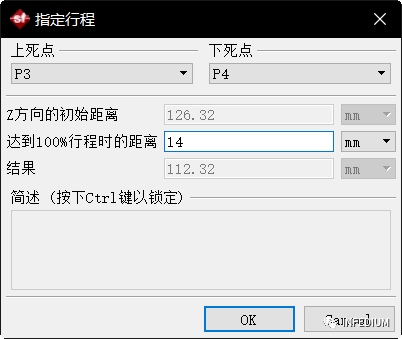
定义两个点,后续用来确定压机行程:

成型控制参数,达到100%行程时的距离为14mm:
检查模型:
结果后处理:


登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2022-09-16
最近编辑:2年前

赋能新仿真,创优新设计

相关推荐
最新文章
热门文章
