SimufactForming系列教程十二--电热墩粗
电热墩粗
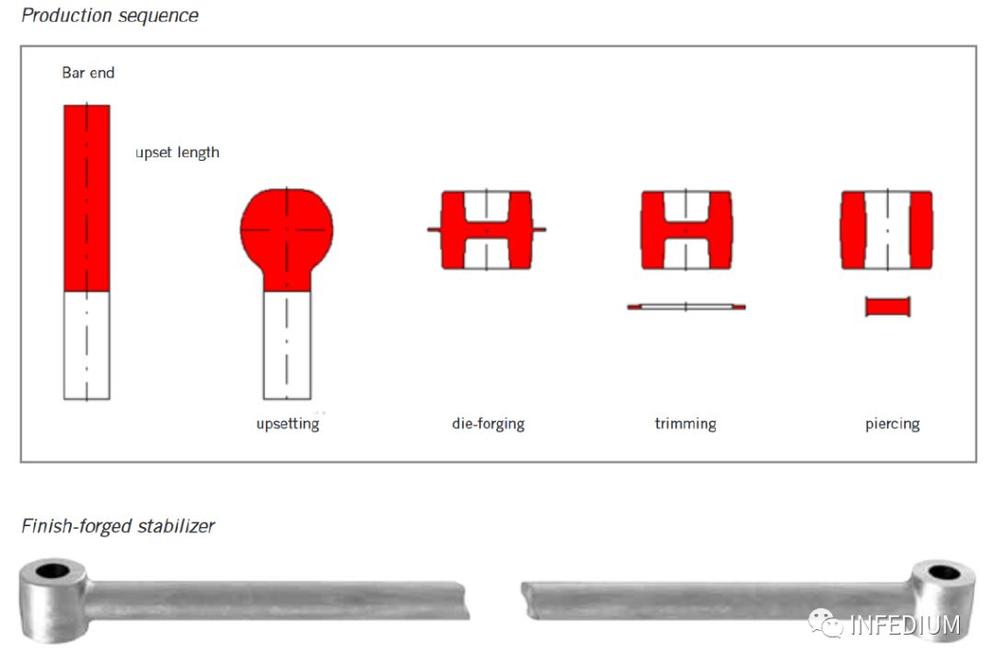
电热镦粗主要用于制造预制件,随后将进一步加工成最终的几何形状。在镦粗的同时,通过对工件局部加热,可以控制材料的聚集。典型的工件是放置在两个模具之间的钢棒。然后,铜电极(通常是两半)夹紧工件并引入大电流。由于焦耳热效应,工件在电极和模具接地之间的区域迅速加热。电阻焊和电热镦粗的主要区别在于:在电热镦粗时,不希望接触对熔化,这也是通常工艺温度不高的原因。工件的局部加热允许在不发生屈曲的情况下,达到高达20:1的高镦粗比。


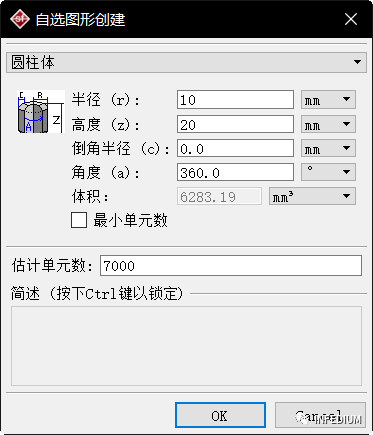
首先创建一个工艺,具体参数设置如下图所示:

创建下模
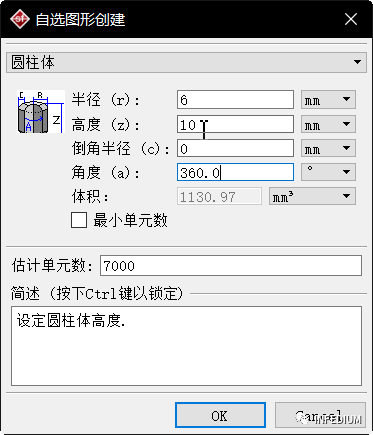
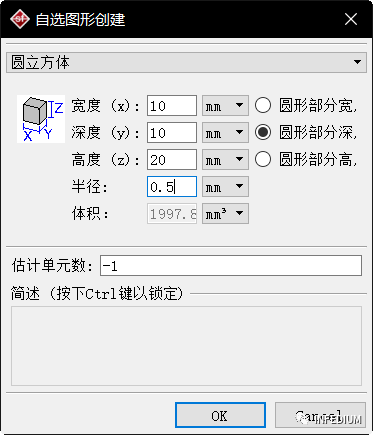
创建上模
创建工件


创建电极
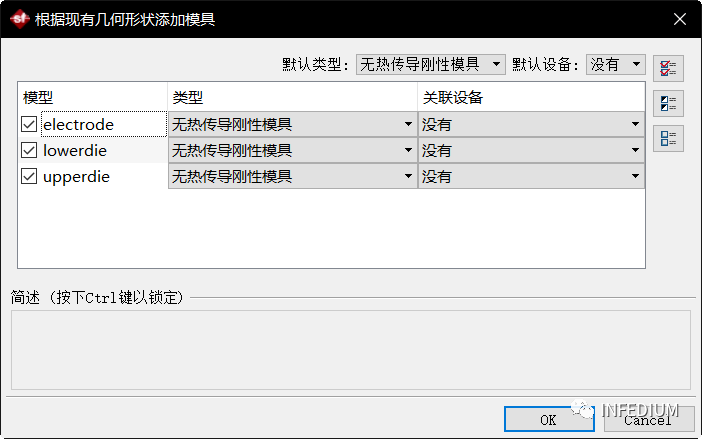
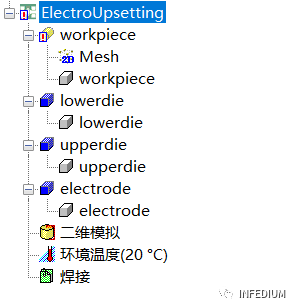
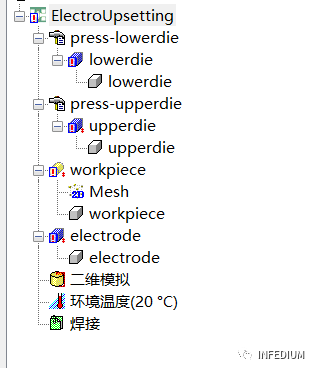
在工艺树中创建模具,并与之前创建的几何体关联:
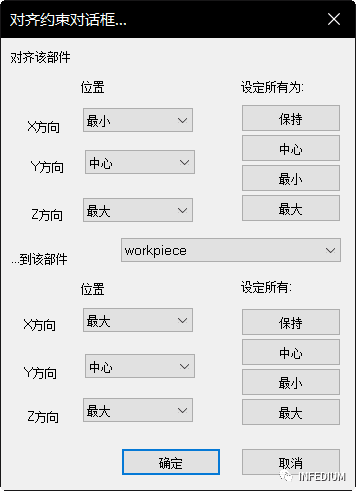
工件定位

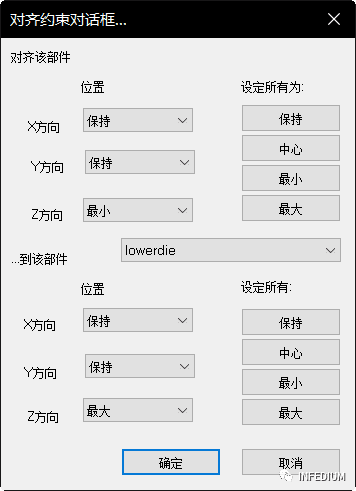
上模定位
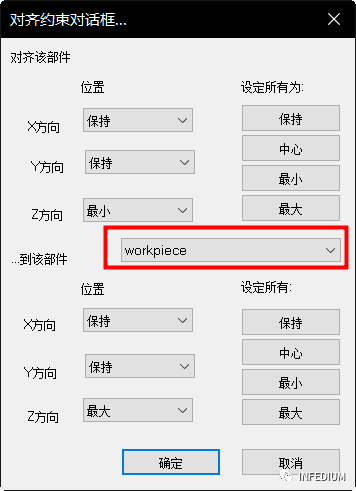
电极定位
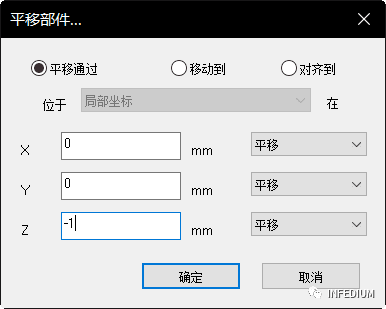
模具和工件定位好后,装配图如下所示:

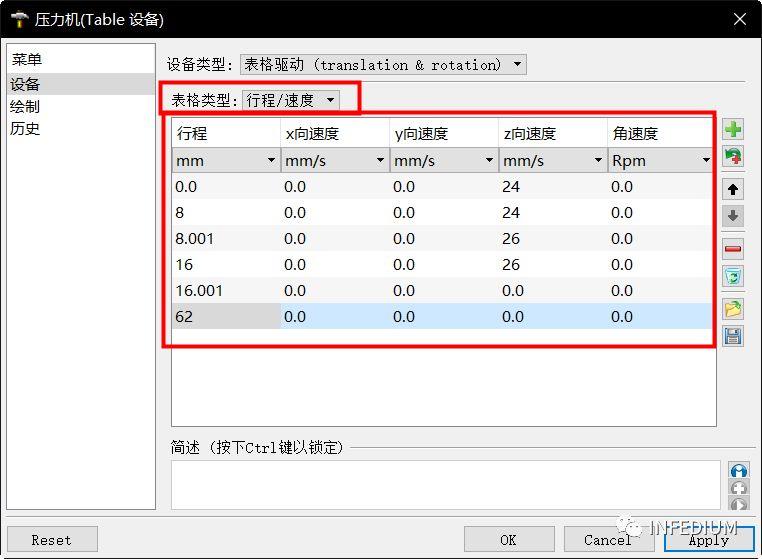
定义两个行程/速度的表格压力机驱动上下模的运动:
在工序开始阶段,假设上下模具同步移动。一旦上模与电极达到希望的距离,上模将保持位置不变,同时下模继续向上运动并镦粗工件。

定义电极弹簧
使用模具类型/模具弹簧/手动定义,并分配给电极工具:



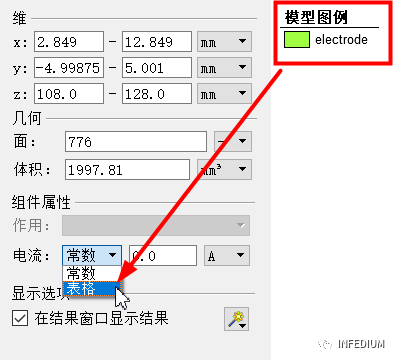
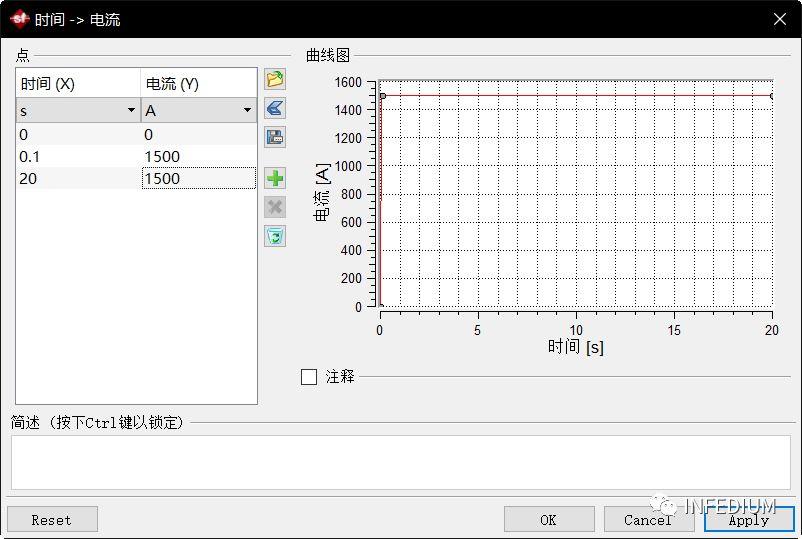
定义电极的电流属性,在工艺树中单击电极工具,选择属性,在弹出的对话框中将电流从“固定值”更改为“表格驱动”,选择<用户自定义>,然后单击下拉菜单旁边的按钮创建一个新表。
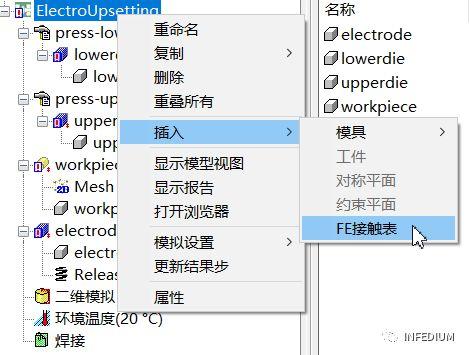
插入接触表
在工艺树中的工艺名称上右击并选择“插入>FE接触表”。为什么要使用接触表?
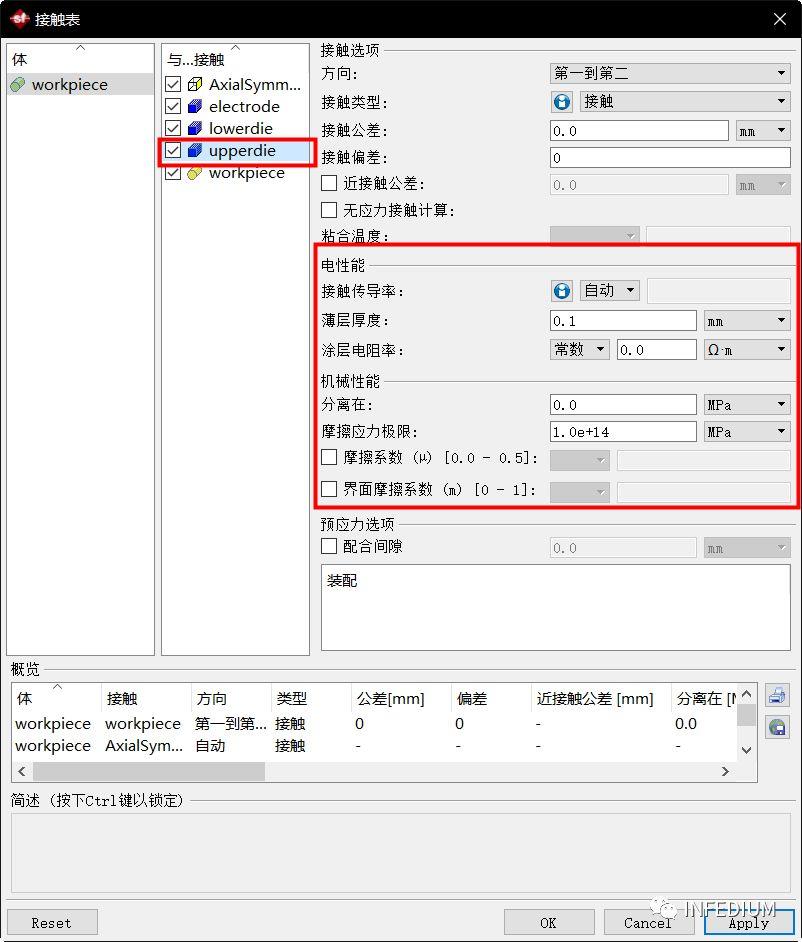
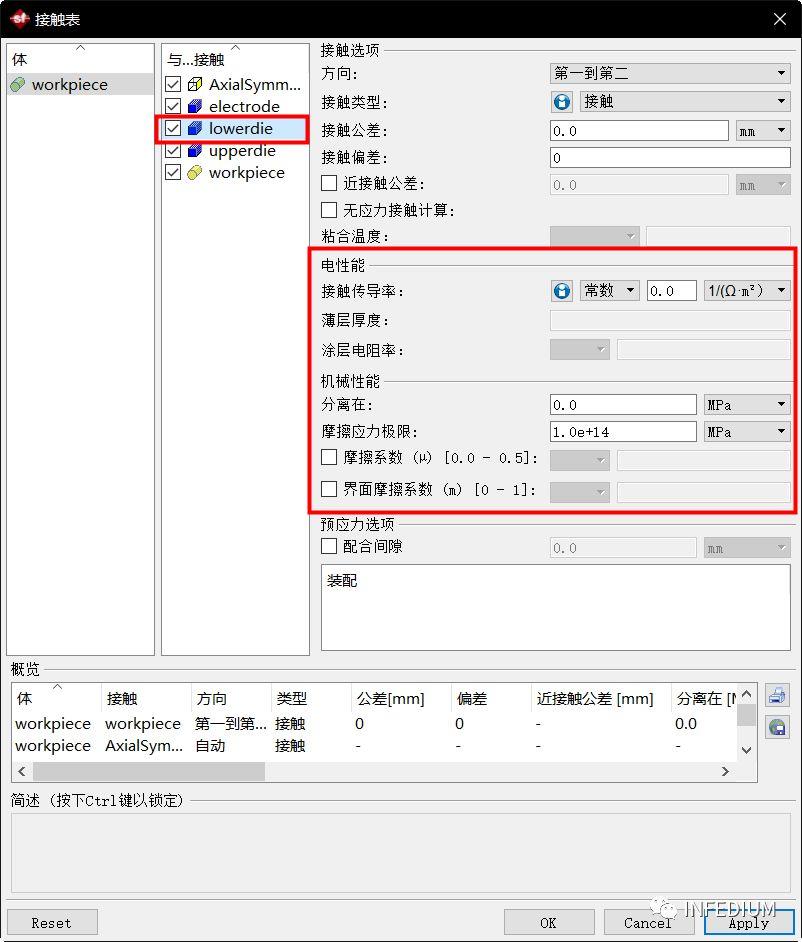
对于工件-上模和工件-电极接触对,将“接触电导率”从“恒定”改为“自动”,并输入“膜厚度”为0.1mm。对于工件-下模接触对,保持“接触电导率”设置为“恒定0”。这意味着在这两个几何体间没有电流且下模将作为一个绝缘体。

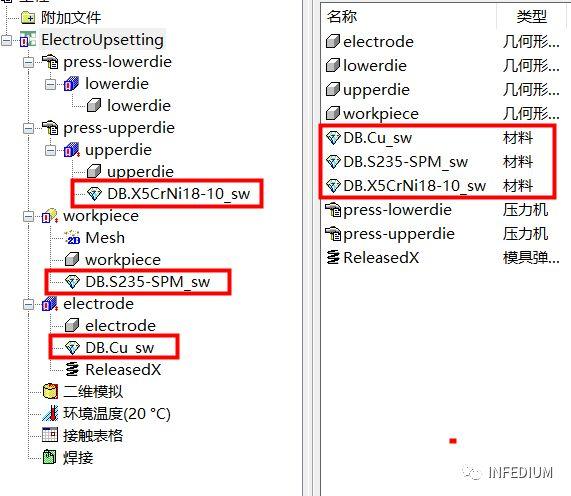
设置材料信息
对于此仿真,电极使用铜质材料(Cu_sw),上模采用不锈钢(X5CrNi18-10_sw),工件采用结构钢(S235-SPM_sw)。在对象类型中右击并选择“材料>材料库”。然后搜索相应材料。在此仿真中,因为要正确自动计算接触电导率,必须为模具指定材料。这要求接触对中指定的材料中必须包括相应的电属性,特别是电导率。由于下模定义为绝缘体,因此不需要指定材料。
用于电热镦粗仿真是材料必须定义完整的温度范围(室温到熔化温度),需要定义很宽的应变速率范围。特别是流变曲线对大变形工艺影响很大。本次用的材料均有后缀“_sw”。这意味着这些材料可以用于焊接仿真。大部分这些材料定义了完整的温度区间和必要的电属性。
材料库中的材料,后缀字母含义如下:
应用温度:C=冷,H=热,W=温,U=通用
(热)处理条件:R=轧制,S=软化退火,A=退火,N=正火,K=脱氧
SW表示Simufact.welding材料
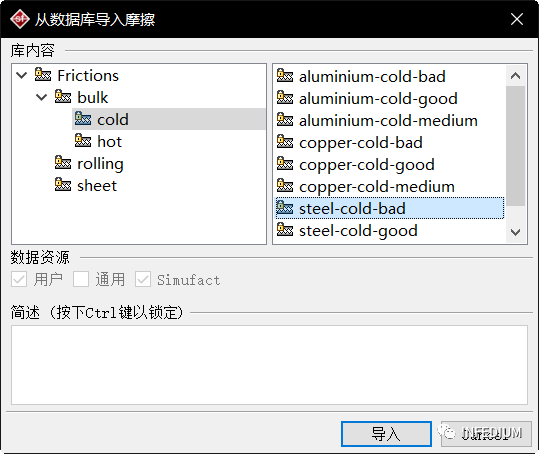
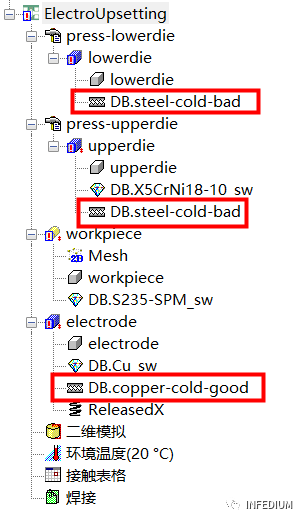
选择摩擦/数据库,定义合适的摩擦属性:

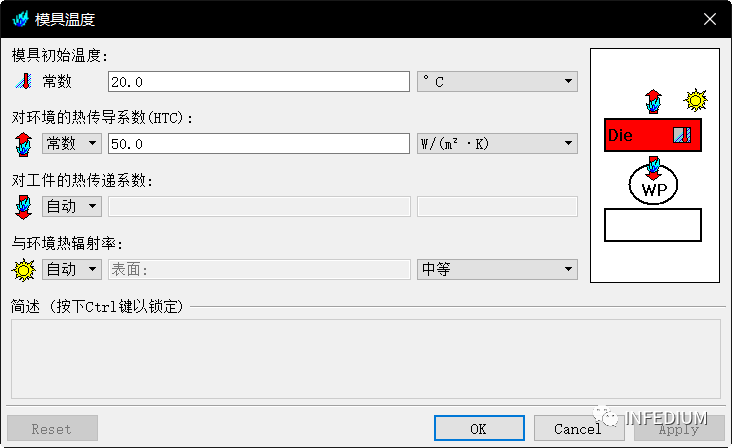
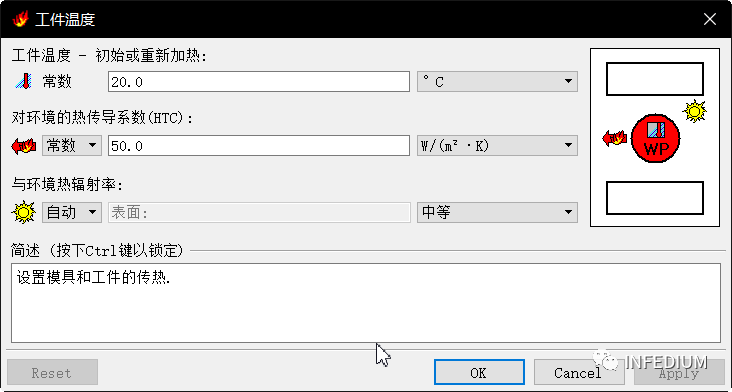
设置模具及工件的温度属性
创建工件网格,网格类型选择AdvancingFront Quad,单元尺寸设置为0.1mm:

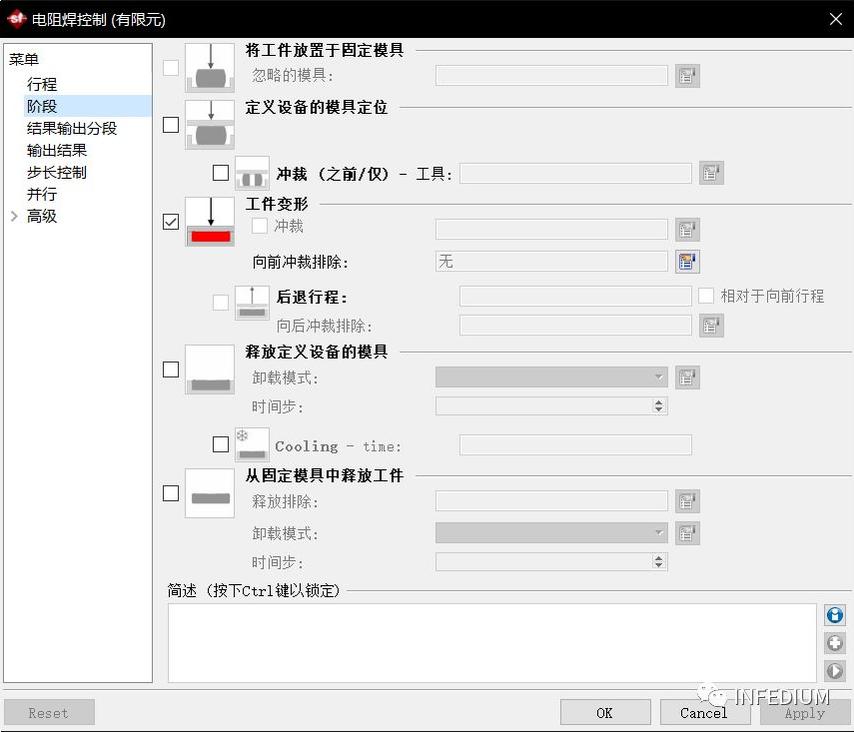
双击工艺树中的焊接,设置焊接控制参数(并行计算控制参数根据自己的计算资源合理配置):
检查模型

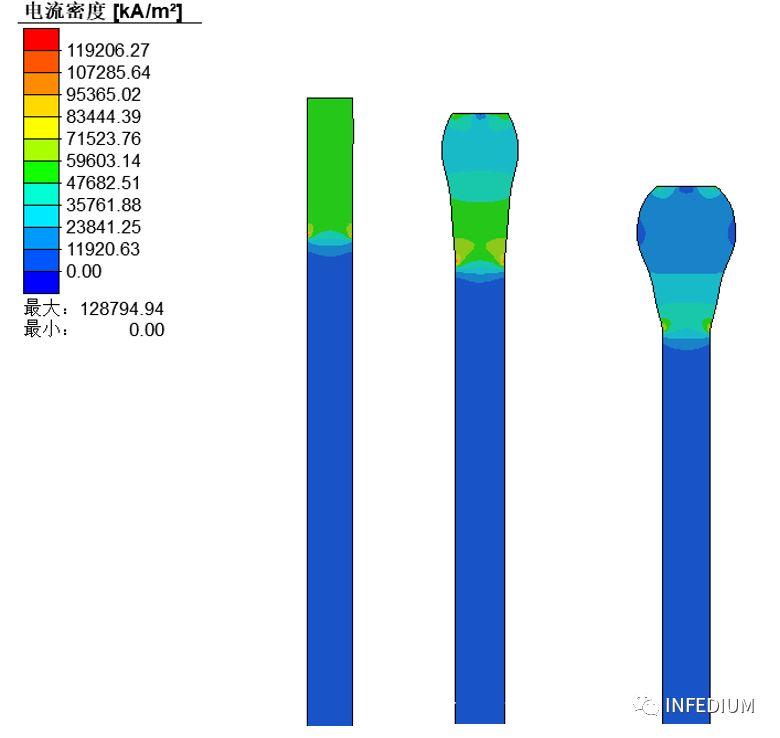
结果后处理
对电镦粗的结果进行简单评估。重点是温度分布和电结果值