SimufactForming系列教程十七--平板热轧成型
平板热轧成型
工艺过程及仿真目标简介
本实例是一个简单的轧制模型,可以方便地修改为冷、温或孔型轧制工艺模型。在该有限元仿真过程中,通过一个轧制道次,将15mm的厚板减薄到10mm,通过仿真,要确定轧制力和板材的最终长度。
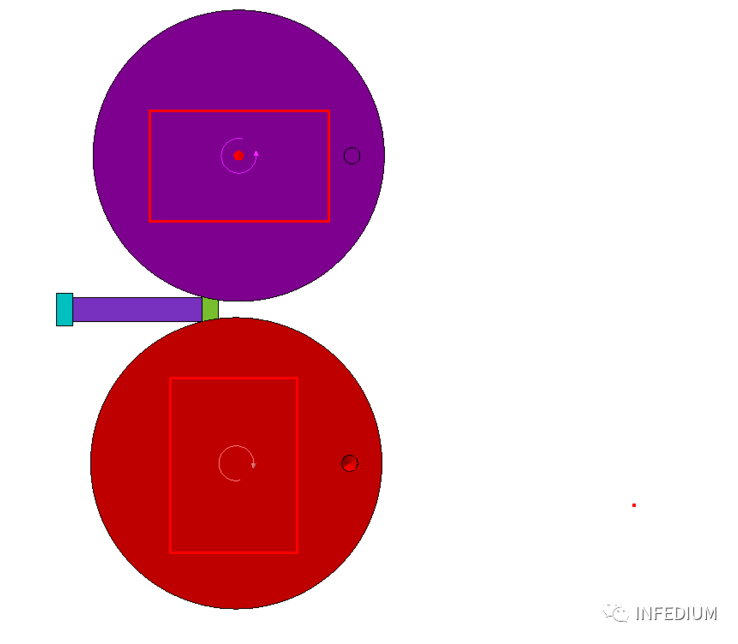
由于本仿真中没有使用压头。因此轧制板坯在开始是与轧辊是线接触,这意味着不满足咬入和轧制条件。为了使轧辊间隙之间完全为表面接触,使用推料器将板坯压入两个轧辊之间。在满足咬入和轧制条件后,轧辊通过接触摩擦来传输工件。从该点来看,推料器对仿真没有影响。
首先创建2D工艺过程,然后进行3D工艺仿真。
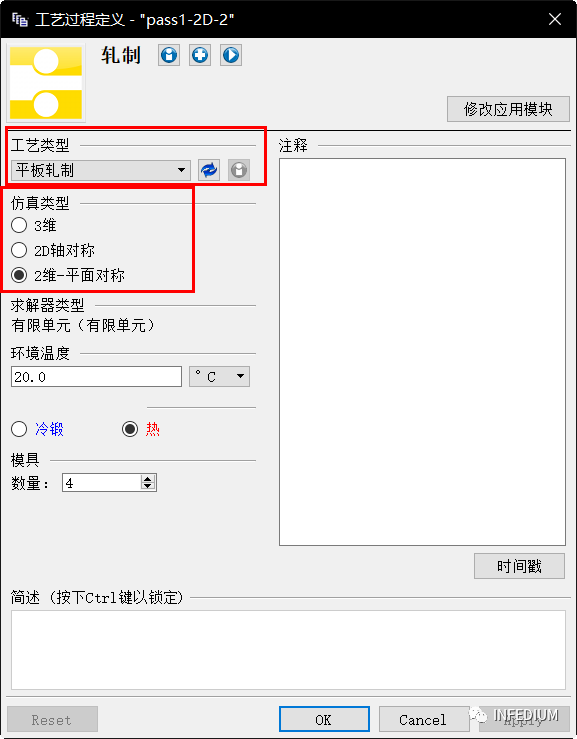
选择轧制工艺,参数设置如下图

导入轧制的几何模型(PS:导入后记得**一份推料器的几何模型)

可以注意到,在工件和轧辊或推料器之间没有接触。为了有更好的稳定性,并减少计算时间,需要对工件及工具进行重新定位
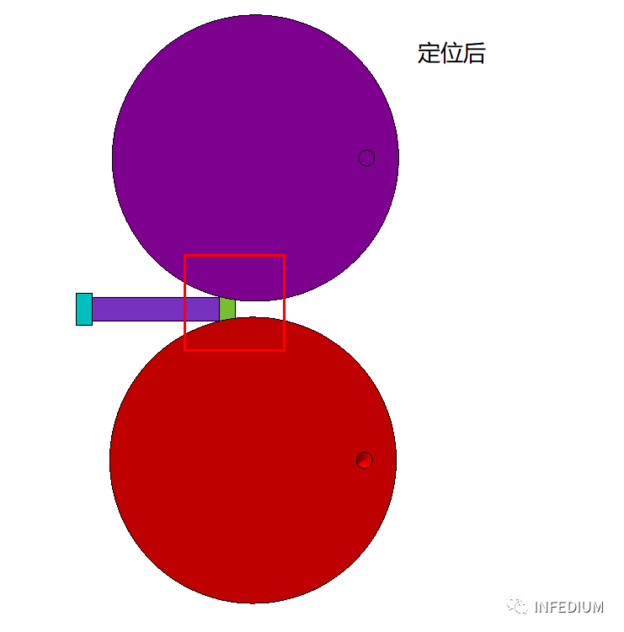
定位后可以发现,pusher2(推料器)几何体与上下轧辊重叠,通过定义接触表可以忽略pusher2和轧辊之间的接触,即虽然位置重叠,但是对计算结果没有影响。
本次仿真使用的坯料为AISI1015钢,在材料库中选择Ck15_h3,并将其赋予工件。

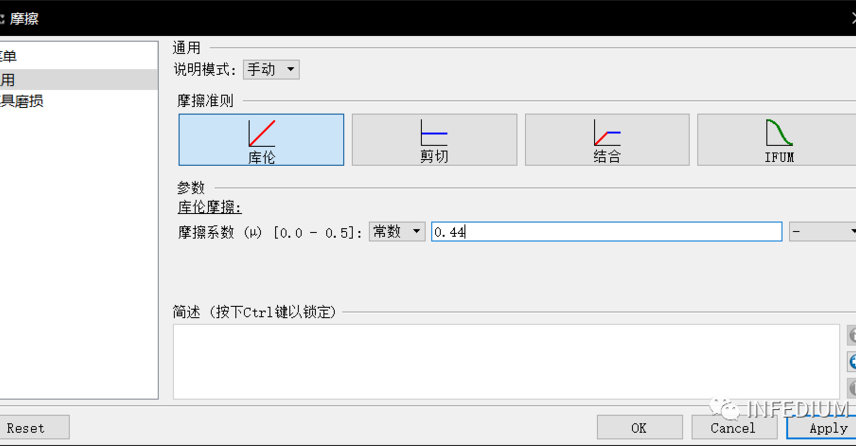
为两个轧辊定义摩擦属性,选择摩擦/手动定义,在摩擦对话框中将模型改为“手动”。单击“库伦”激活库伦摩擦准则,输入摩擦系数0.44。并将定义好的摩擦属性赋予两个轧辊。
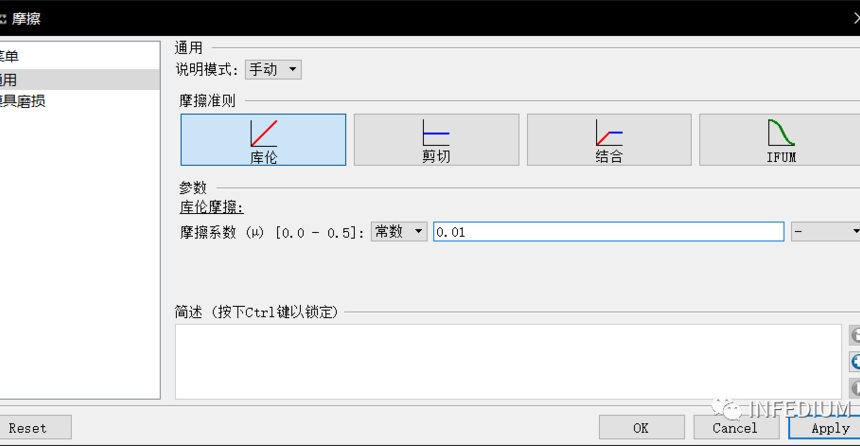
为两个为两个推料器定义摩擦属性,选择摩擦/手动定义,在摩擦对话框中将模型改为“手动”。单击“库伦”激活库伦摩擦准则,输入摩擦系数0.01。并将定义好的摩擦属性赋予两个推料器。
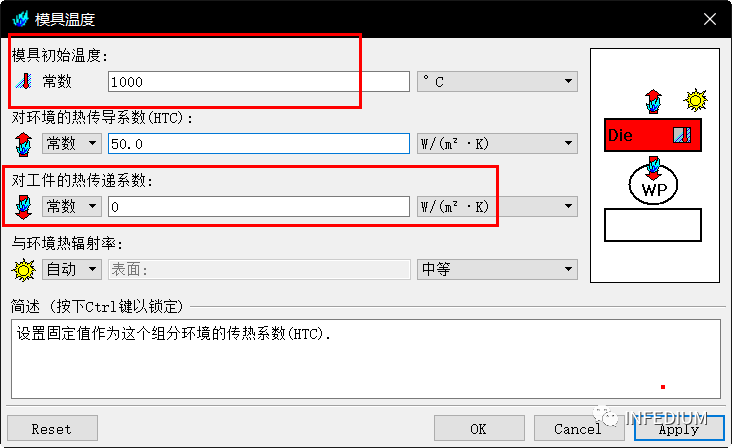
为两个轧辊定义温度属性,参数设置如下。
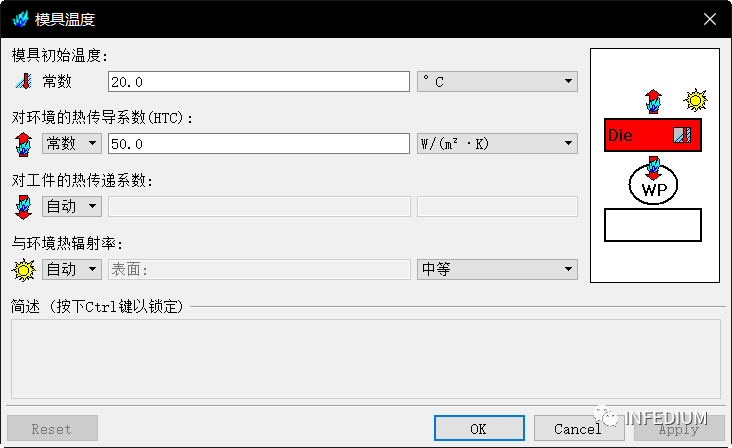
为两个推料器定义温度属性,参数设置如下:
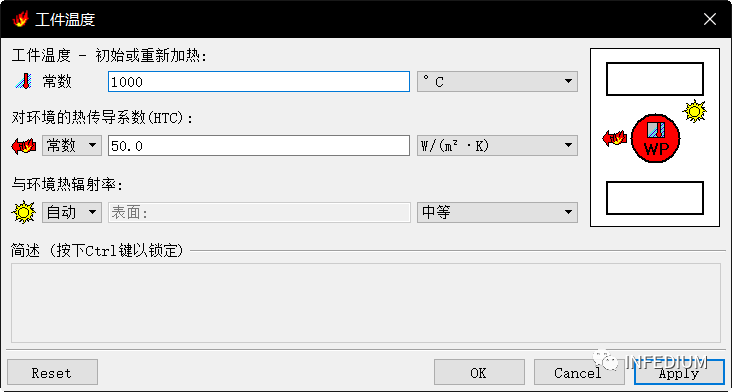
为工件定义温度属性,参数设置如下:
定义轧辊的运动,首先需要定义两个轧辊的旋转轴,然后设置其旋转速度,其中旋转速度可以在压机中进行定义。
在工艺树中右键单击两个轧辊工具,选择旋转轴/局部坐标系,然后在图形区的相应模型轮廓上选择三个点确定旋转轴(可一次随意选取,根据三个点选取的顺序确定扎轧辊的旋转正方向,后续如果需要改变旋转正方向也非常容易,只需单击反向图标即可)
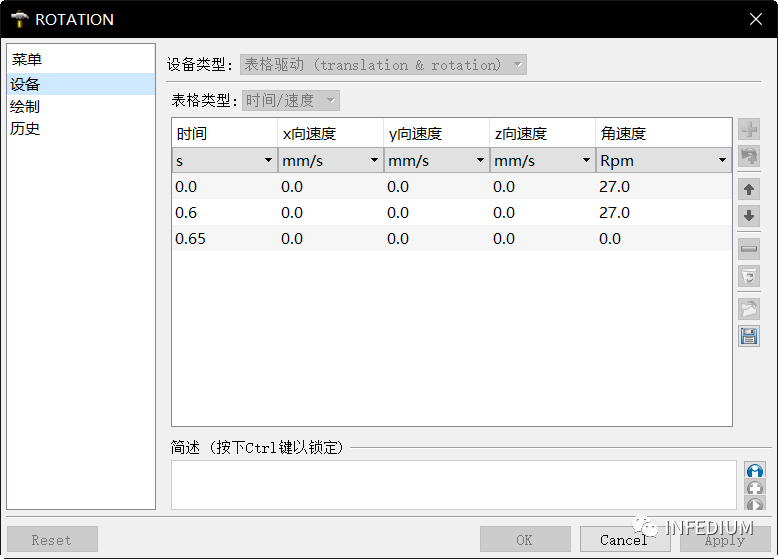
定义个表格压机,并驱动两个轧辊运动,具体参数设置如下:
定义推料器运动:
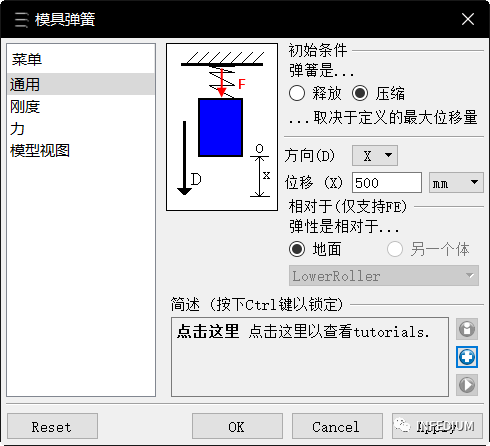
推料器1由模具弹簧控制,并定义了随时间变化的力.选择模具类型/模具弹簧/手动定义,参数设置如下:


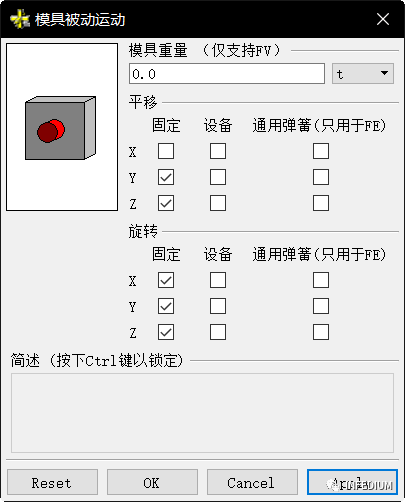
推料器2(PS:与轧辊干涉的那个)跟随工件一起运动,所以需要定义一个模具插入。选择模具类型/模具插入/手动定义,参数设置如下:
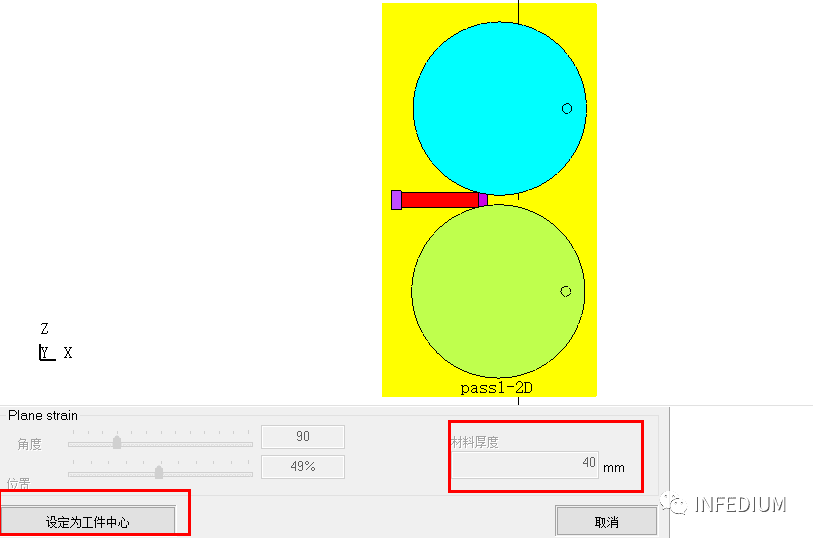
在工艺树中点击二维模拟,定义2D平面,点击设定为工件中心,并设置材料厚度为15mm,方便软件计算轧辊轧制力。
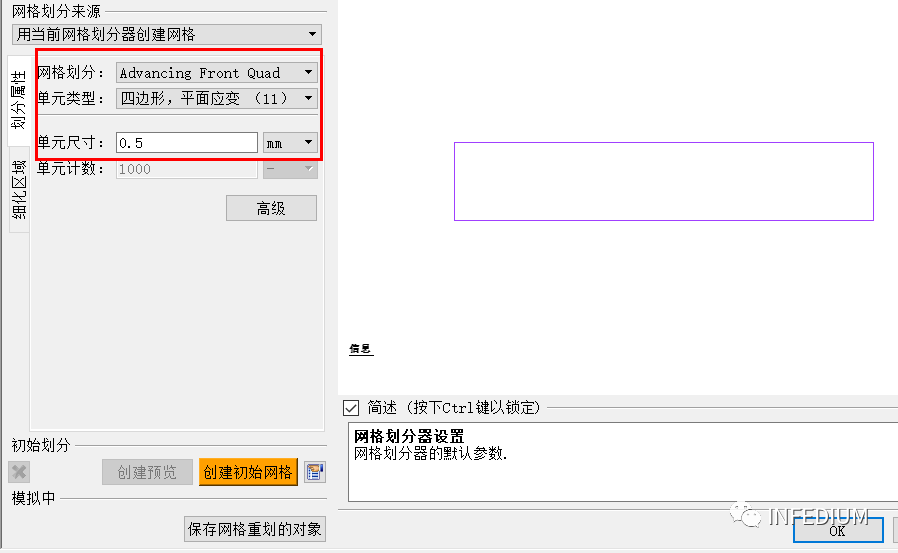
为工件划分网格,网格尺寸大小设置为0.5mm
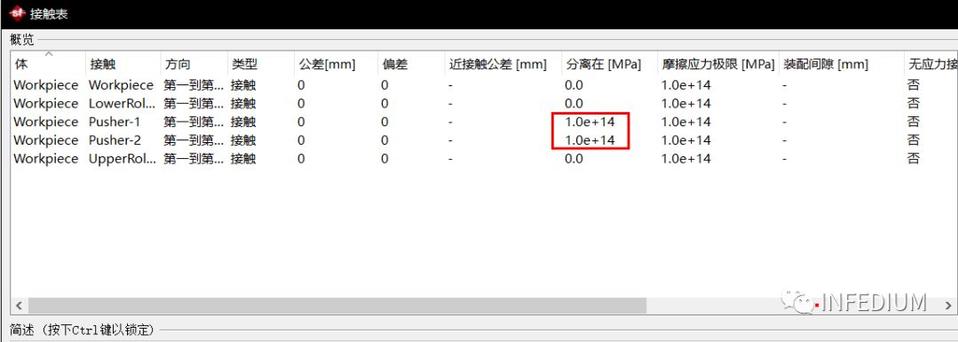
在本案例中还需要定义推料器和工件之间的接触,为了在本模型中定义特殊的接触属性,需要在工艺中添加FE接触表。在工艺树的工艺上右击并选择“插入>FE接触表”,所有接触属性可以保留不修改。只有推料器的机械属性需要修改,设置“分离在”为1e14.这个输入可以防止推料器分离
分析结果

在2D分析工艺过程的基础上创建3D仿真,单击2D工艺分析,选择**/不含结果。将仿真类型更改为3维。

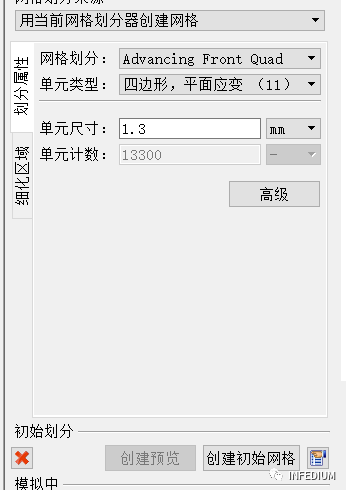
重新创建工件网格,选择六面体网格,网格尺寸设置为1.3mm。使用sheetmesh网格划分器划分的网格,计算速度会更快。但是只能用在板材形状变化不大的场合
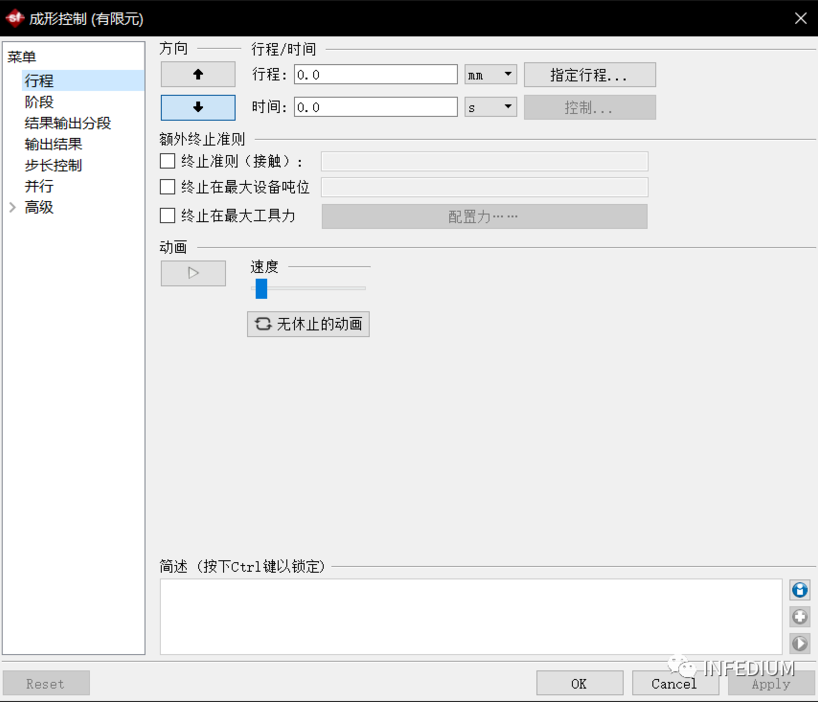
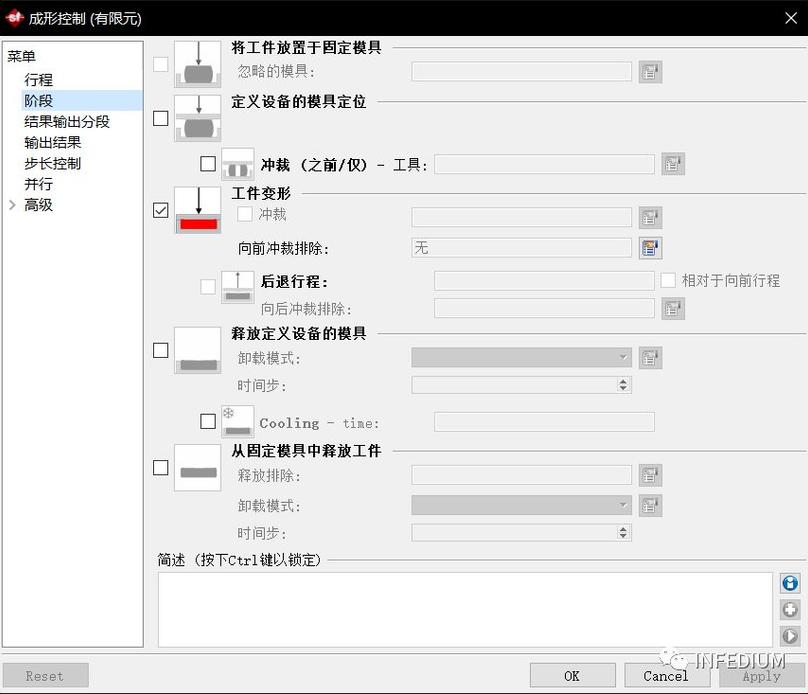
成形控制参数设置如下:
分析结果

完


