SimufactForming系列教程十九--圆孔翻边成型
圆孔翻边成型
本案例使用1/4的3D坯料模型演示如何在SIMUFACT.FORMING中进行钣金件的内圆孔翻边成型(圆孔已预先冲裁)。
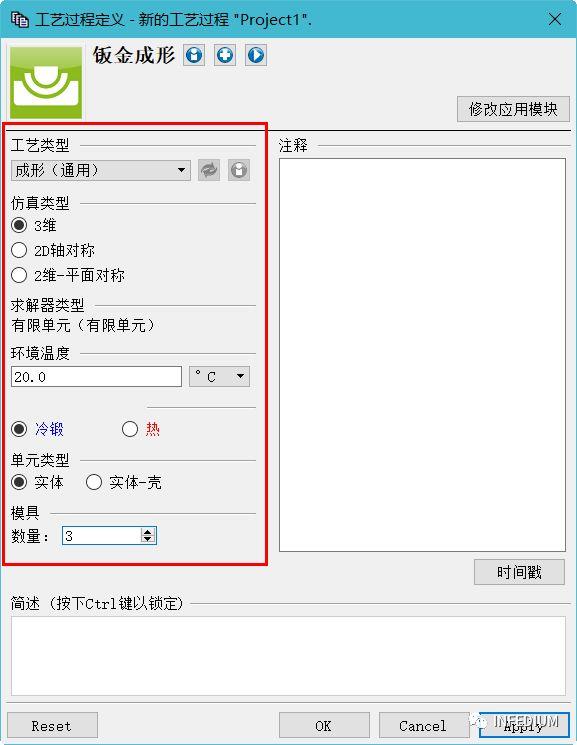
按如下图所示的参数定义一个新的工艺类型:
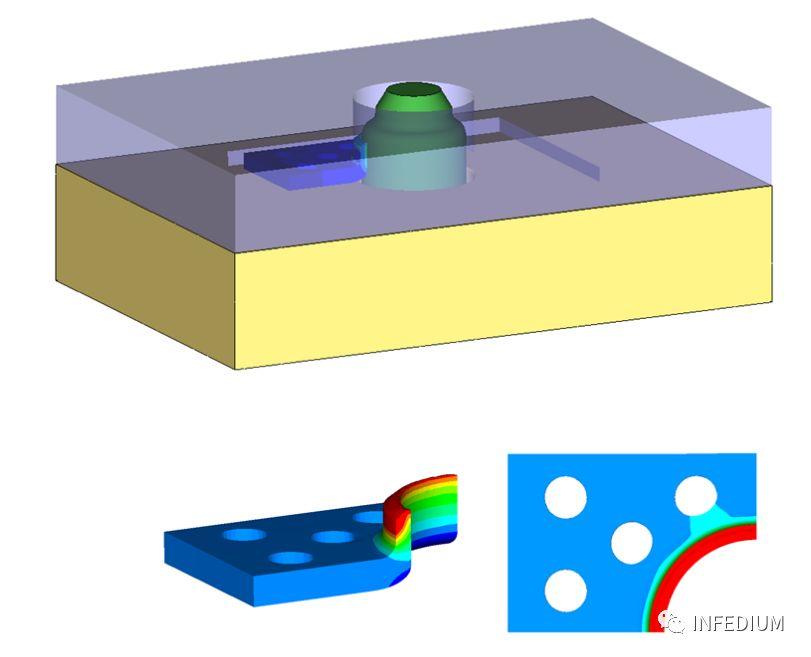
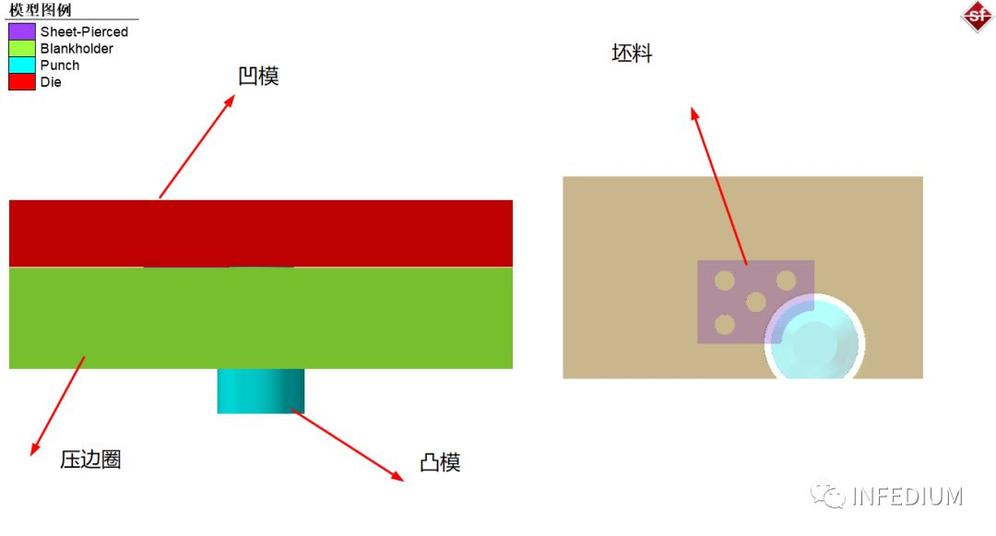
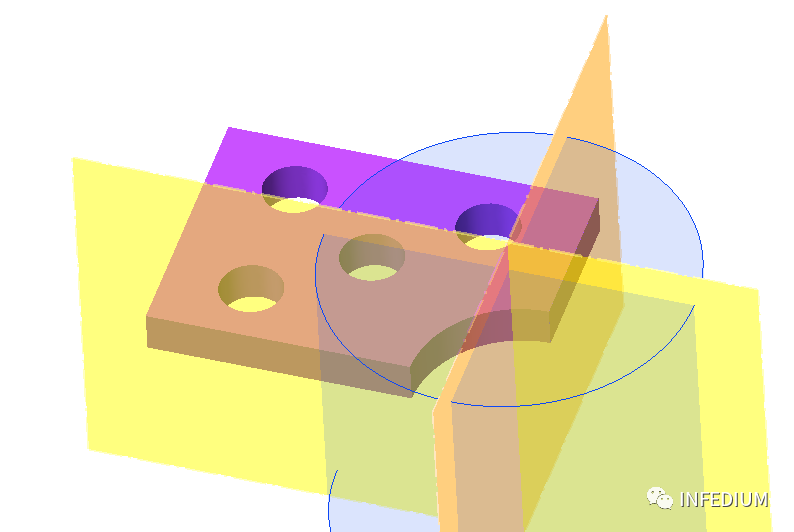
导入模具以及坯料的几何,模具和坯料已在CAD软件中装配,无需进行定位,其装配图如下所示:
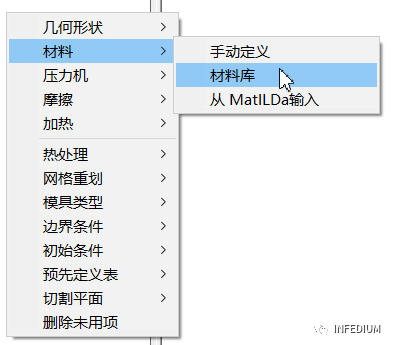
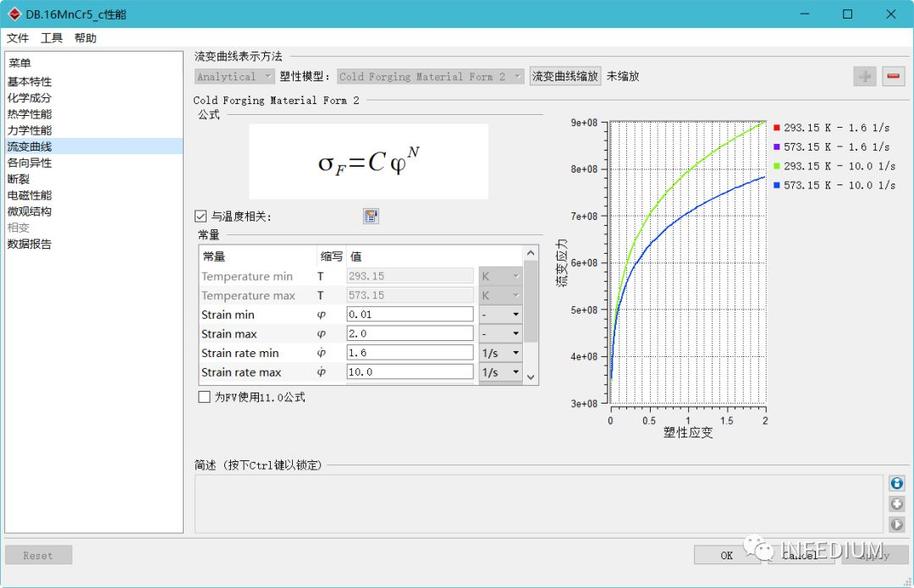
在材料库中查找16MnCr5-c,并将其赋予工件:
16MnCr5是从德国引进的钢种,相当于我国16CrMnH钢(参照GB/T5216-2004),有较好的淬透性和切削性,对较大截面零件,热处理后能得到较高表面硬度和耐磨性,低温冲击韧度也较高
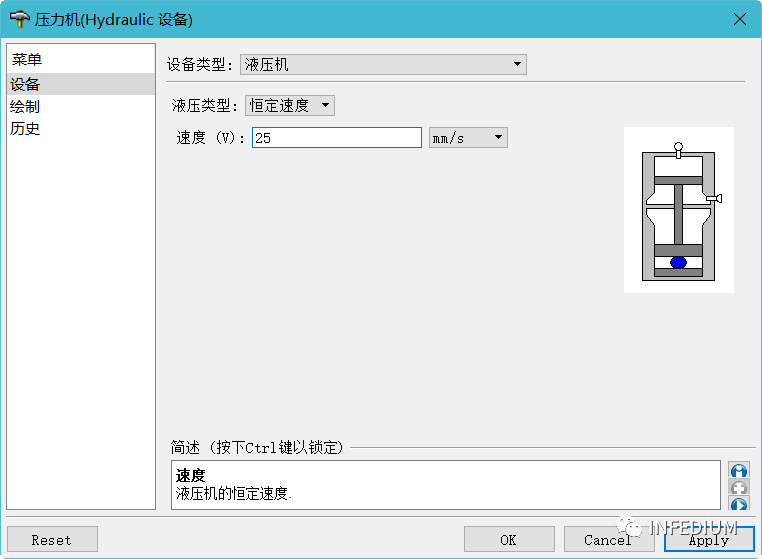
定义一个恒定速度为25mm/s的液压机驱动力,并使其和凸模进行关联,驱动凸模运动:
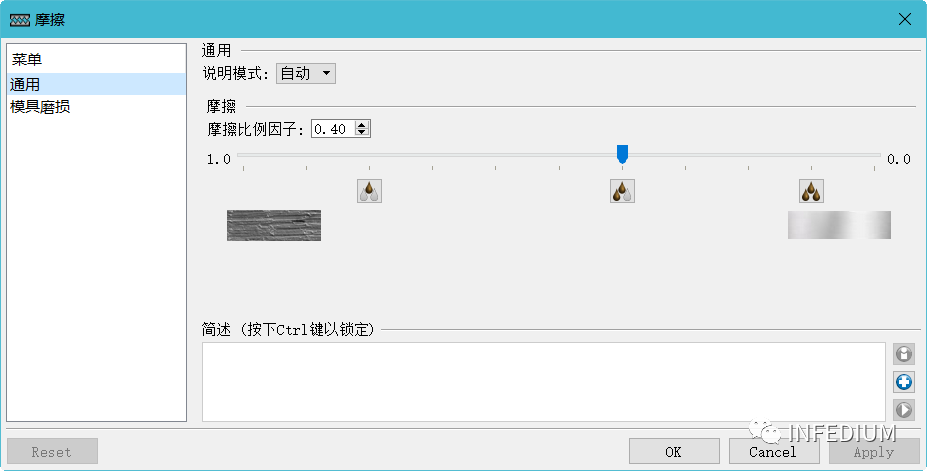
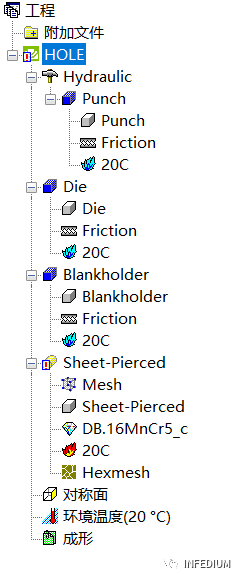
选择摩擦/手动定义,按如下图所示的参数定义摩擦属性,并分配给相应的工具,此时的工艺树如下图所示:

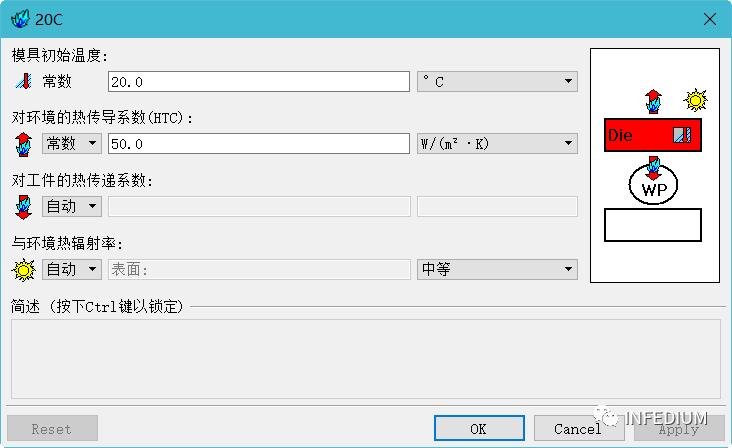
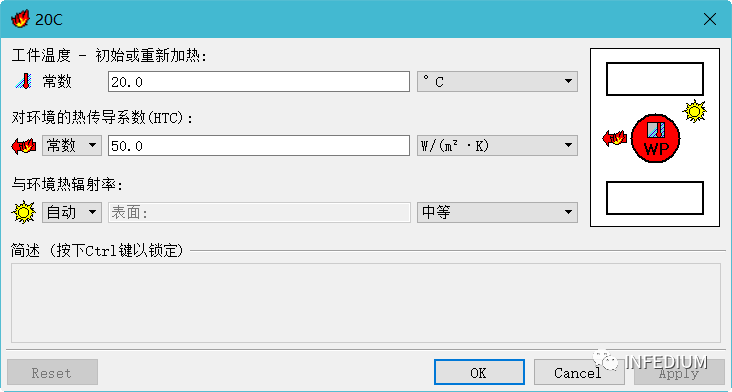
按如下图所示的参数定义模具及工件的温度属性,此时的工艺树如下图所示:

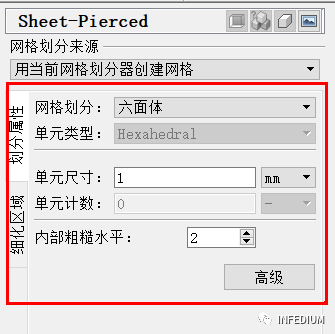
选择网格类型为六面体,网格尺寸设置为1mm,在需要翻边成型的区域设置一个网格细化区域,选择圆柱形Z(表面),细化区域相关参数如下图所示:


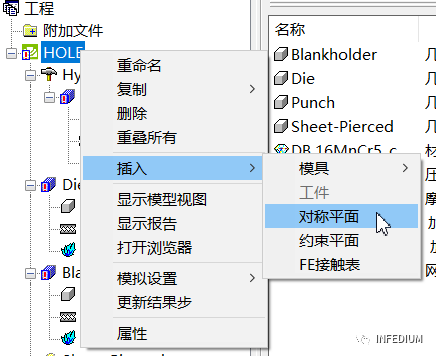
因为本案例采用了1/4模型,所以需要设置对称面,选择插入/对称平面,在工件上设置两个对称面:
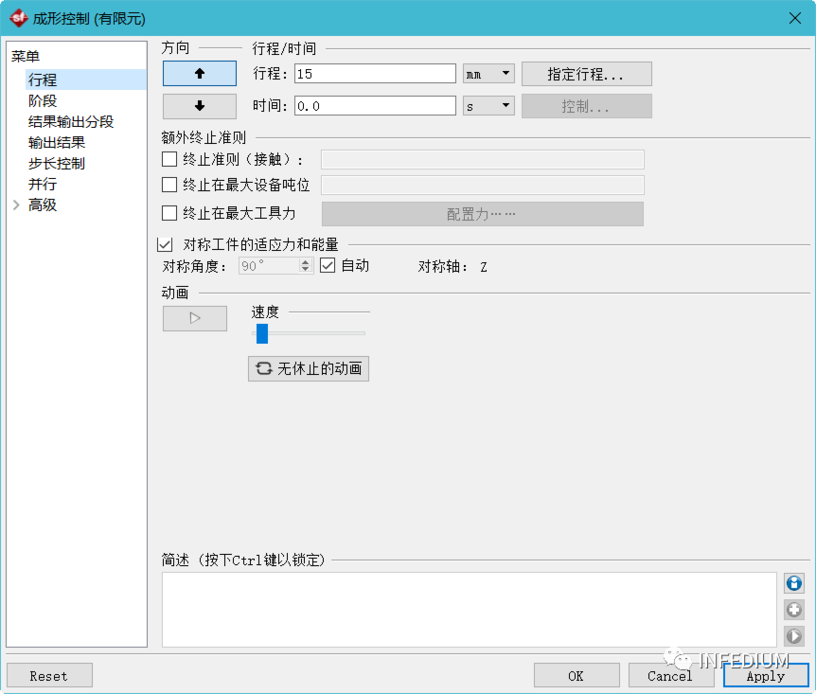
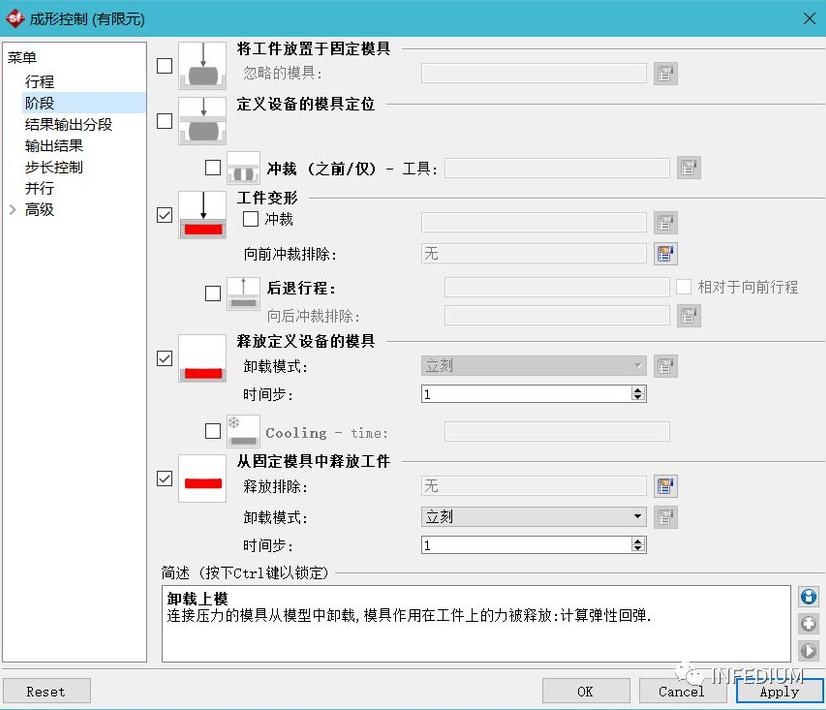
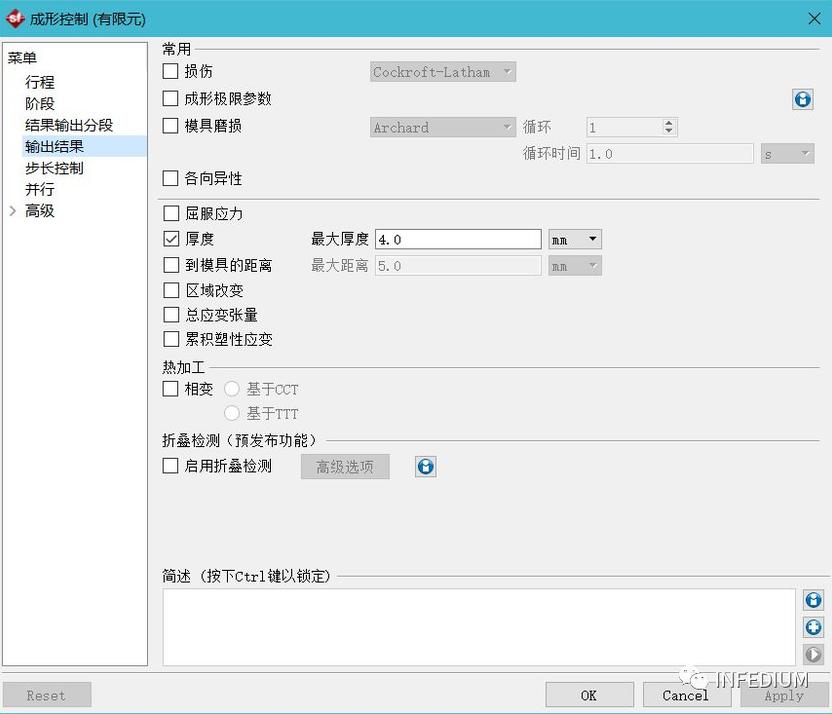
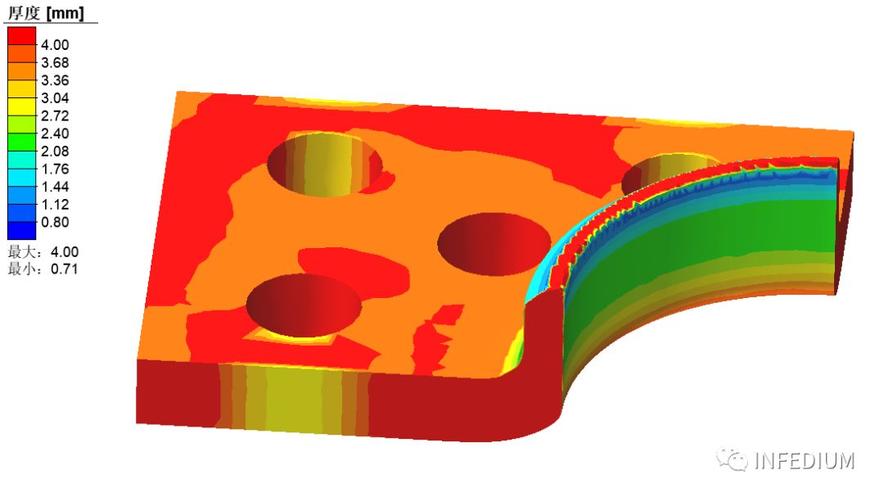
成型参数的设置如下图所示,凸模沿Z轴正方向运动15mm,勾选对称工件的适应力和能量,输出工件的厚度结果,定义其最大厚度为4mm。

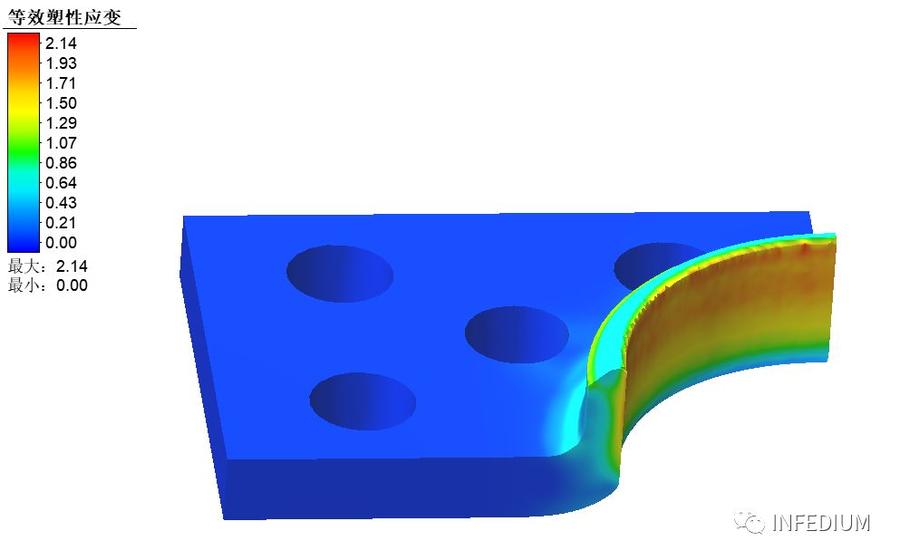
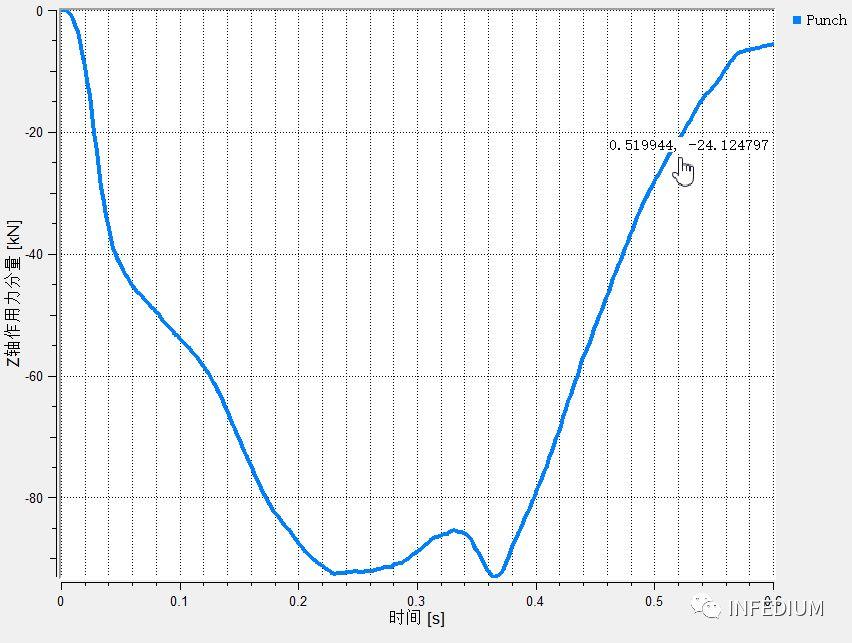
结果分析
完
登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2022-09-16
最近编辑:2年前

赋能新仿真,创优新设计

相关推荐
最新文章
热门文章
