SimufactForming系列教程二十--钢管斜扎穿孔工艺
钢管斜扎穿孔工艺

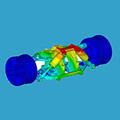
穿孔是热轧管生产中最重要的成型工序,它的任务是将实心的坯料穿孔成空心坯(毛管)。

如上图所示为曼乃斯曼穿孔法的示意图:两个主动轧辊相对轧制线倾斜放置、两个导板(随动导辊)固定不动、中间的随动顶头(轴向定位)。
内孔是热圆坯(在轧辊与导板组成的变形区内)通过周向轧制并穿过锥形顶头时形成的。管坯由一对倾斜布置且沿同一方向旋转的锥形辊驱驱动,圆管坯旋转的动力是轧辊与圆管坯之间的摩擦力,该力作用于管坯使其纵向前进穿过顶头尖端,在该处内裂纹开始形成,即:管坯旋转并承受周向渐增的压应力,该压应力又使得管坯中心形成高的拉应力。
本算例将在SimufactForming中完成这一工艺过程的仿真。

按如下图所示的参数定义一个新的工艺类型:

导入模具以及工件的几何,模具和工件已在CAD软件中装配,无需进行定位,其装配图如下所示:

在材料库中查找Ck15-h1,并将其赋予钢坯,此时的工艺流程树如下所示:


选择摩擦/手动定义,按如下图所示的参数定义三种摩擦属性,并分配给相应的工具:




按如下图所示的参数定义模具及工件的温度属性:


在定义压机之前,给两个主动轧辊定义旋转轴:

选择压力机/手动定义/表格驱动-----速度/时间,为两个主动轧辊定义旋转速度,参数设置如下:

为推料器定义一个压缩弹簧,参数设置如下图所示:



顶头为随动部件,为其定义一个模具插入,并释放绕Y轴的旋转自由度:

为钢坯划分网格,选择网格类型为Ringmesh,环形轴为Y轴,其他参数设置如下图所示:

在此例子中成型控制参数无需特别设置,保持默认即可:

最终得到的成型工艺树如下图所示:



登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2022-09-16
最近编辑:2年前

赋能新仿真,创优新设计


相关推荐
最新文章
热门文章
