SOLIDWORKS Plastics 模流分析基础与功能介绍
.png?imageView2/0/w/120/h/120)
模具是工业生产的基本设备,但合格率的高低决定于设计的好坏,面对模具设计的分析需求,在70年代晚期科学家开始深入研究高分子于模具内的流变问题,以提升模具的生产合格率。
在目前工业界常运用到的工程塑料主要分成两大类,第一类为热塑性塑料,譬如ABS、PC、PET、PPS等等常见的塑料,而热塑性的特性就是可以再回收利用并且二次制造,第二类为热固性塑料,譬如EMC、LSR等等,常运用在IC封装或者插头等等的外包装材料,其特性就是不可以二次回收再加热制造,因此在模具上的选择要根据塑料的分类而有所不同,除了热固和热塑的分别外,也会根据塑料的黏度系数(图1)与比容系数特性(图2),来做射出成型时的模具选用指标。

strong>分析所需要的参数
要模拟分析射出成型制程的好坏,首先要确定输入的影响参数正确与否;

图3模流分析的参数准备
以温度参数来说在分析前必须先取得在制程上射出成型机的射嘴温度(以现有射出成型机为主),在射出成型时,螺杆通常会设定多段的温度,通常取最前端射嘴(Nozzle)的温度为料温温度,如果模具有热浇道的设计,也是必须在模流分析中加入热浇道的温度信息(图4)。

再者除了以上的温度信息外,模具温度也会是影响分析结果的重要因素之一,大部分射出厂会配备模温机,因此必须知道水路的温度是多少,冷却液的种类通常会分为水以及油,一般如果模具需要较高的模温则会使用油当作冷却液,因为水超过100℃就会开始蒸发(图5),所以水在高模温需求下不是个好选择,而现在模温技术的发展,进步到有急冷急热的技术出现,而这在Plastics软件中也可以加入考虑(图6)。

压力参数在Plastics模流分析软件中,以多段的螺杆百分比设定控制射出的速度(图7),并且可以设定最大的射出压力,而在结果中会以彩图的方式显示出充填结束后的最大压力值,在保压的压力值设定就可以参照充填结束后的最大压力值进行80%的压力进行保压,亦可直接设定压力值MPa进行保压设定(图8)。

时间方面的控制差异受到材料的种类不同而制程的长短而有所变化,譬如同样为ABS的材料家族,会因为同家公司所出产的材料但是不同型号,其机械性质、黏度比容甚至是结晶与非结晶材料等会有所不同,再来流道的长短或者是模型复杂度也是影响射出成型整个成型时间的主因。
材料的选择即使是同一个系列的ABS,以奇美的ABS从PA707到PA765都会在相同机构件上造成不同结果,许多产品会因为要增加强度而添加了纤维或者是粉末等,虽然有效增加强度但会发现没加纤维时不会短射,但添加却有短射问题,所以是需要更多的温度使这些添加物能够在模穴中由塑料进行流动。
在设备上的选择,市面上射出机种类繁多,分为螺杆式和柱塞式、卧式以及立式等等,在SOLIDWORKS Plastics中,将射出成型机简化成只需要三个重要参数,即可满足市面上大部分的射出成型机的设定需求,其三个主要参数为1.最大射压限制2.螺杆直径3.参考射出率,这有助于方便操作者简易输入射出成型机参数,并且适用于目前市售射出成型机,而在卧式(图10)以及立式(图11)的射出成型机,只需在软件中设定重力方向即可表达卧式与立式的区别。

strong>SOLIDWORKS Plastics常用功能介绍
实体网格类型
SOLIDWORKS Plastics实体网格模块中分为四面体(图11)与六面体(图12),在2014版本中六面体仅提供体素以及回归两种网格,在SOLIDWORKS Plastics2015中正式加入非正交体素网格,此种网格主要是由模型内部开始长网格,再往外贴合于模型曲面,此种网格排除Plastics六面体体素网格的缺点,使模型外观不失真,并且达到有效的准确分析结果,因此此种网格适合运用在敏感度高的光学组件产品上,而四面体的混种网格就很适合一般大众化的产品,面对不同的组件特征会有不同的优化网格选择。

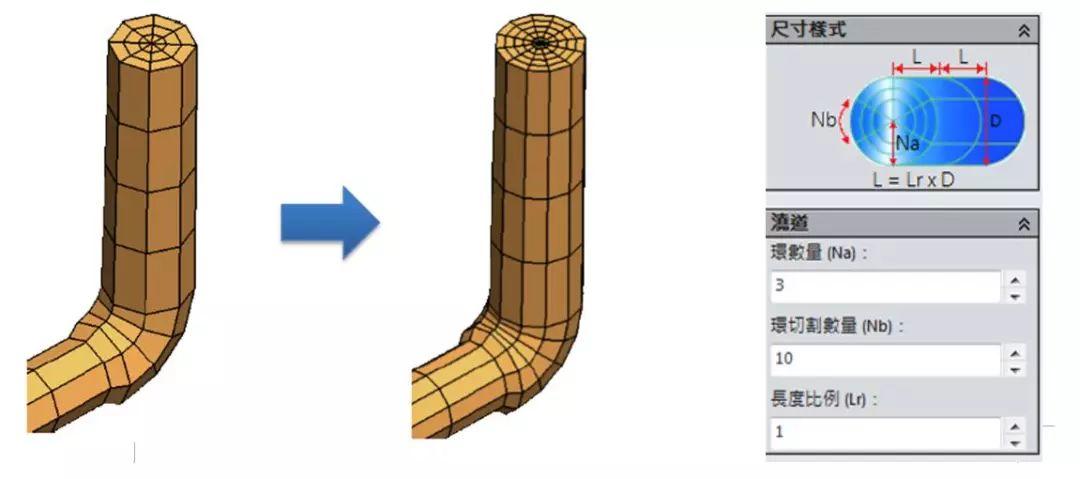
在SOLIDWORKS Plastics2015版本中加入了水路与流道的进阶编辑选项,使同轴网格也可以是用户可控制的项目,降低模型失真率,提升分析的准确度(图13)。
图13水路/流道同轴网格进阶设定式意图
对称分析
在未来SOLIDWORKS Plastics2015中针对多模穴的分析指令周期,增加了多模穴对称性分析,在网格部分先估算好模穴数量(图15),产生网格后自动建立对称面。
模穴的设计上为求分析快速与准确,常会将结构对剖处理,而在2015版本的Plastics中,在网格阶段有做对称分析,进入参数设定时,自动将对称面设定完成(图16),来减少网格总量加快求解,或是用其生成对称网格特征以确定其不受各穴网格生成差异影响。

______________________________________________________________________________________
.png?imageView2/0/w/90/h/90)


