话题 | 万能角度头(侧铣头)对刀方法和刀具长度补偿宏程序

本文摘要(由AI生成):
本文主要介绍使用FANUC mf系统下,重型万能角度头在八米龙门加工中心进行3+2定轴加工时,对刀方法和刀具长度补偿宏程序的使用。建议利用软件或公式计算对刀点与实际刀尖点距离,并考虑使用宏程序简化操作。
话题:如何使用万能角度头(侧铣头)对刀方法和刀具长度补偿宏程序
要求:系统是:FANUC mf,用重型万能头加工,八米龙门加工中心,用万向头加工两个角度方向斜面上的孔和槽,3+2定轴加工,手动转好角度后需要经过打孔,洗孔,镗孔,不知道怎样对刀以及长度补偿的建立,批量生产。
▼角度头如下图所示▼

roy:试试用G18平面加G68
小糊涂蛋:是否是在一个圆管内壁上加工形状,且内壁不破,所以要用到侧铣头加四轴加工。
王林峰:西门子840D系统的 可以先确定铣头到铣头回转中心的距离 然后再把刀具长度打表确认 全部用偏置就可以了
精科大恒:
西门子系统自带cycle800
发那科系统
G43h刀补
G68 x_y_z_I_j_k_R_
XYZ(旋转坐标的绝对坐标点1)IJK(旋转轴方向)R(角度)
G68 IJK R_(第二次旋转角度)
G69取消
这是最基本的套路,如果想简单化还是找机床厂做系统的师傅给做一套宏程序,配合系统参数可以实现几个代码就能转换完成
柴大官人:
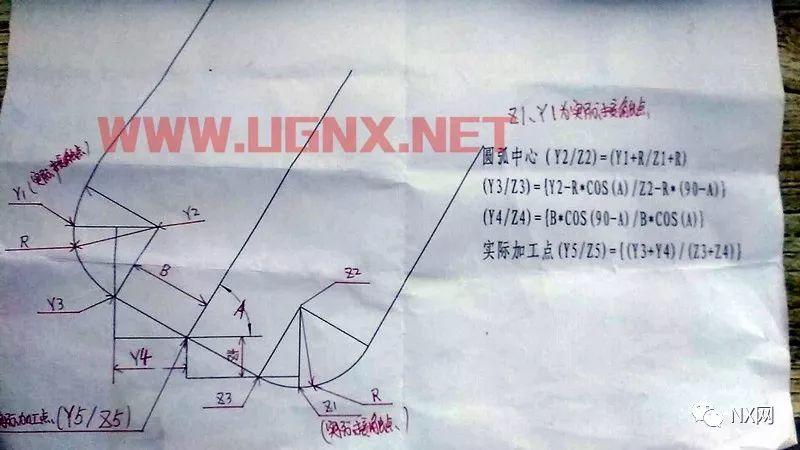
是不是要分定轴和动轴,定轴是三轴,动轴可以理解3+n轴。我们这边好多都是定轴,机械式万能角度头,如需加工特定角度面,需要根据手册,手动转动角度头,后锁紧,然后编程对刀。如图所示:
dujinyi:
这个东西需要利用软件画一下角度头刀具的实际角度,以及直径,就可以测量出对刀点和实际刀尖点的距离了,另外也可以用公式算就比较麻烦些了,也可以做一个角度头计算的EXCEL ,方法比较多啊,当然了最好是直接有这种角度头后置更轻松,还可以在侧面使用G02,G03,以及钻孔循环。
,方法比较多啊,当然了最好是直接有这种角度头后置更轻松,还可以在侧面使用G02,G03,以及钻孔循环。


