UG NX编程后处理提高效率的解决方案

在工作的同时,我也一直在思考,如何提高整体的工作效率总结如下两点:
1:编程效率
2:调机效率
这次主要站在调机角度思考问题,看待问题,提高调机的效率,用宏程序使程序修改变的更为方便快捷。
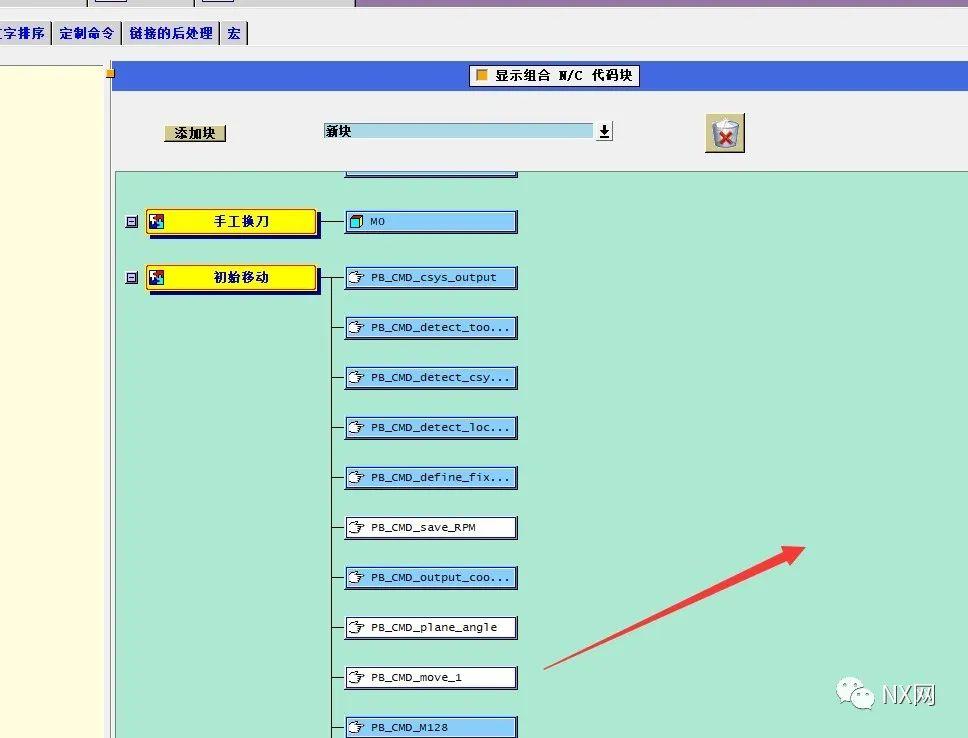
使程序阅读性强,操作便携,下图我大概做了一个案例。

提高调机整体效率的思路如下3点
1 :后处理刀具列表宏
2 :后处理进给宏
3 :后处理钻孔参数宏
发那科如下
刀具列表解决改刀号问题,所有宏在开始,修改方便,H刀补号始终跟随T。

海德汉如下

变量值
快速 == $mom_feed_rapid_value
切削 == $mom_feed_rapid_value
逼近 == $mom_feed_approach_value
进刀 == $mom_feed_engage_value
第一刀 == $mom_feed_first_cut_value
步进 == $mom_feed_first_cut_value
移刀 == $mom_feed_traversal_value]
退刀 == $mom_feed_retract_value
离开 == $mom_feed_departure_value
在每个操作开始输出(事例)
换刀之后的输出如下
 相同刀具,不同工序
相同刀具,不同工序
 示例输出一个变量(切削进给)
示例输出一个变量(切削进给)
if {[info exists mom_feed_cut_value]} {
MOM_output_literal "FN 0: Q1 =$mom_feed_cut_value ; CUTTING FEED"
}
刀具号宏(输出)

H补偿号宏(输出)

循环时宏处理进给(F#1)

步进值的处理 (当循环时步进值在初始移动或者第一次移动就可以读取到,输出同#1)

程序结束,重写文件,同时间输出程序头,注意编码的格式,防止中文乱码问题,也可以用NX自带命令(MOM_open_output_file)OK就到这里,我在这里简单说了一下原理,当然很多细节还需要处理,希望能帮助开始接触后处理朋友!
安周 2020-06-03





.jpg?imageView2/2/h/336)