【技研】汽车内外饰总结


一、汽车仪表板、内外饰件的专业特点
中国的汽车工业起步于50年代,汽车装饰件行业,却起步于80年代,随着上海SANTANA、一汽大众JETTA、武汉Citroën 富康的引进国产化而起步。承担这些引进车型装饰件国产化项目的也是以民用、一般工业用塑料厂、地毯厂、纺织厂、胶粘剂化工厂、涂料化工厂为主,一些前辈厂如:上海延锋机模厂(现在的延锋伟世通)、上海汽车地毯厂,山东文登汽车地毯厂、上汽空,长春一汽内饰件厂(现在的富奥江森)、扬州塑料二厂等。但是这个行业发展得非常迅速,从1990年到2000年,汽车装饰件行业在全国遍地开花。涌现出了一大批国有骨干企业和更大一批中小民营企业。例如:上海延锋伟世通、宁波华翔、遍地的江森/李尔、台湾全兴子厂、武汉云鹤、常熟汽车内饰材料厂、烟台华润、一汽富奥江森等。
技术发展现状
(1)关键、高品质原材料需要进口。例如生产高档仪表板表皮用的搪塑PVC粉料,法国的大约30元/kg。生产塑料燃油箱的HMHDPE,也要进口欧美、日本原料。国内原料质量不够好。例如齐鲁石化引进美国联碳HDPE技术生产的1158 1.17万元/吨.很便宜。
(2)关键、高品质设备需要进口例如:大型高压水切割机、高端PU发泡流水线、仪表板表皮搪塑设备等。
(3)越是大型企业,对国外技术、设备、模具、工装依赖程度越高。相反那些中小企业,由于资金实力不是那么大,为了生存,被迫要做一些事情。
人才发展现状
(1)没听说哪个大学开设汽车“装饰件专业”课程。
(2)汽车装饰件是一个新兴的边缘交叉学科,需要技术人员了解汽车、机械、油漆、胶粘剂、塑料、橡胶、皮革、纺织、服装等知识。
(3)这个行业的技术人员,一般是“半路出家”,学汽车、机械转来做装饰件的多,自学的多。上学就苦,自学更苦。
(4)从配件厂跳到主机厂的工程师比从主机厂跳到配件厂的多。
二、汽车仪表板介绍

(1)仪表板的产品结构、材料、标准、设备
ABS/PVC复合表皮+PU泡沫+骨架
●表皮属于塑料合金,厚度大约在1.0-1.5mm,一般采用1.2mm的。长春一塑生产,大约18元/kg。大众标准:耐寒-40℃,耐热120 ℃;断裂伸长率150-240%;拉伸强度18-20N/mm2;肖氏硬度52-58。回弹率30-35%;压缩变形率(70 ℃,50%压缩,22h)12-15%
●PU泡沫(聚氨酯半硬泡),密度120 ± 30kg/m3
●骨架材料:ABS注塑成型、金属冲压焊接、或纸浆。热变形温度≥90 ℃

汽车仪表板、内外饰件的专业特点仪表板生产工艺:
表皮加热→表皮成型→表皮放入发泡下模骨架安置在发泡上模→按比例定量灌入PU混合液(100:42-50)→合模发泡(模温25-45 ℃)→大约7-10分钟后开模取件,然后的辅助工作就是切割边缘、开孔、安装一些附件等。
仪表板总成技术要求:
●仪表板外形(包括骨架)符合图纸、数模要求,满足装配需要。
●各原材料要符合相应的要求。
●表皮色泽均匀、不眩目,无杂质,允许局部有皮纹变浅,但不允许拉光。
●轮廓线条清晰,修边园顺无缺,表面无破损,各层粘接良好,无剥离现象。
●轮廓线上不允许有影响外观的泡沫空洞,其余部分允许有不大于Φ8的泡沫空洞。不影响外观的情况下,允许修补。

●仪表板在温度(100±3)℃时放置4 h后,不应有破损、安装性能下降、强度下降、发粘和异味等异常现象出现,各部位变形量与试验前相比应不大于3.0 mm。仪表板经5次耐热循环后,不得出现破损、安装性能下降、强度下降、零件发粘和异味等现象。 注:100 ℃×1 h→室温×30 min→-30 ℃×1 h→室温×30 min为一次循环。
●耐机械振动要求:仪表板分别在室温(20 ℃±2 ℃)、高温(60 ℃±2 ℃)、低温(-20 ℃±2 ℃)的条件下,进行变频范围为(8~50) Hz, 加速度为35 m/s2,扫描时间为10 min的上下振动,要求共振点在35 Hz以上,其它频率范围不发生共振。
仪表板搪塑表皮+PU泡沫+骨架
与a类结构类似,不同的是表皮是采用PVC粉料、搪塑机成型表皮。成本较高、一般用于高档车,例如奥迪A6。

仪表板改性PP一次注塑成型
一般的改性包括E/P (EPDM 三元乙丙橡胶),热变形温度>85 ℃(4.64kg/cm2);拉伸屈服强度>110 kg/cm2玻纤增强,无机(滑石粉)填充。玻纤含量在20-30%,提高强度、耐热、耐候、耐冲击性能。
所用的设备是大型注塑机,注塑能力视仪表板大小一般在10000g以上,锁模力在1800吨以上。
优点:产品稳定,效率高,适合大量生产。
缺点:◆一次性模具、设备投入大,遇产品改型,模具很可能一次报废。◆实现产品表面软化成本高,需要喷PP底漆+PU弹性漆。这种弹性漆的价格在400元/kg左右,每个仪表板要用0.6kg左右,还不算底漆、稀料。所以一般用于经济型乘用车、货车、特种车辆。就连“捷达”也是软化仪表板。
生产工艺:配料--加热--合模--注塑--保压--冷却--开模--取件--修边

其它种类的仪表板结构:
玻璃钢(包括手糊、SMC、长玻纤浇注模压)、ABS吸塑+喷漆、钣金冲压等,都不是主流或档次很低,趋于淘汰。这里不再讲述。
三、汽车仪表板结构设计
a. 风量分配
一般吹面风道进风面积最小在16000平方毫米,每个风口平均各4000。除霜风道进风面积8000平方毫米。两个侧除霜各占2000,前风挡除霜口占4000。除霜口的开口位置也有一个经验值。除霜口中心线在X向与仪表板前沿的距离由风挡与仪表板上表面之间的角度决定。
前风挡与仪表板成25度角时, 前除霜口中心位置距离仪表板前沿40~70mm。30度时 45~60mm ; 35度时 50~90mm ;40度时 60~100mm ;45度时 80~120mm ;50度时 110~140mm ;55度时 130~170mm ;60度时 170~225mm ;65度时 230~280mm。
两个侧除霜口的位置,通常在总布置的时候,先用眼椭圆及后视镜位置,计算出需要侧窗上需要除霜的区域。然后根据此区域和出风方向大概计算出除霜口的位置。

以上这些确定好之后,就要进行CFD分析,然后根据分析结果微调每个风口的位置和叶片角度。这是个多次反复过程。直到满足最初确定的目标值为止。然后根据CFD结果的建议,再开始进行最终的结构设计。
当然,一切计算机模拟都只是个参考,最终结果,还要靠实验。一般空调开发完成后,都要做台架试验,确定除霜效果。当然这也是模拟的。最最真实的,就是等整车出来后,做环模试验。

四、汽车方向盘

(1)方向盘的产品结构、材料、标准、设备
a. PU自结皮发泡+骨架成型
这是目前的主流生产工艺,发泡完成后,表面就有一层致密的表皮。表皮厚2-3mm,密度600-1200kg/m3;断裂伸长率100-120%;撕裂强度4-8.5N/m2;

●芯层密度150-430kg/m3;断裂伸长率80-90%。
●骨架:铝镁合金压铸或钢板、钢筋焊接而成。

●成型设备:PU发泡机

●生产工艺类似仪表板,不再多讲。最主要的是要注意原料温度、配比、混合均匀、模温均匀、脱模剂的选用、模具皮纹的质量和品种。
PP或ABS注塑成型硬质方向盘

这类方向盘手感不好,减振效果很差,目前只在很低端的车型上采用,例如1.9万元一辆的长安小卡车。
方向盘总成技术要求:(TL-VW 52045)
●表面肖氏硬度:75±10
●温度交变耐抗性:80 ℃ 168小时23 ℃,2小时-40 ℃, 168小时。表面无裂纹。
●耐老化:氙灯480小时
●强度要求:扭转、压缩,不同的类型要求不一样。
●有安全气囊的方向盘还有特殊要求,例如爆破线的要求。
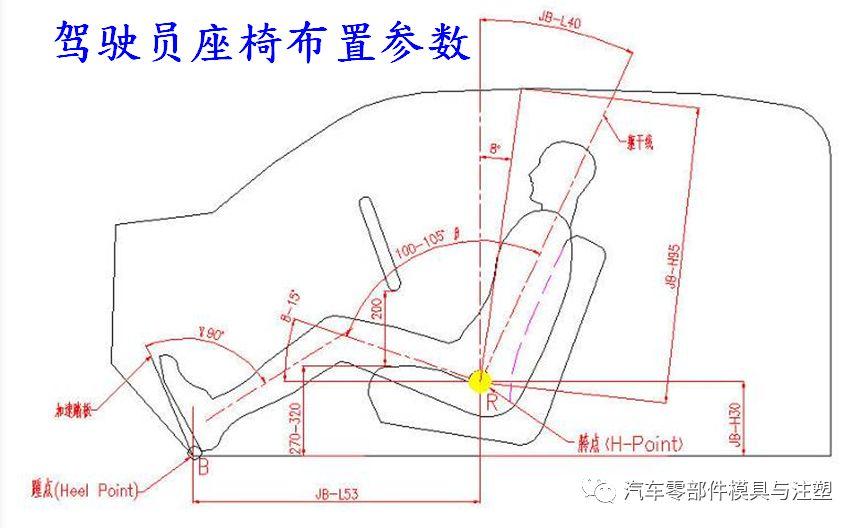
五、汽车座椅总成

座椅结构件:表面蒙皮、泡沫垫、骨架总成、调角器、滑轨、弹簧…
座椅分类:
单人座椅(头枕、靠背角度、座垫升降、前后滑动…)
双人座椅(头枕、靠背角度、靠背折叠、整体翻转…)
三人座椅(头枕、调角器、3/7或4/6靠背分割、翻转…)

蒙皮:真皮、仿皮、织物、人造革(PU或PVC),要求阻燃 GB8410-2006
泡沫垫:PU 包括冷熟化高回弹、热熟化普泡两种。
前者回弹率70-80%,反复压缩残留变形(50%,70 ℃,22小时):<8%,密度42-45kg/m3。断裂伸长率:100-130%。后者回弹率和撕裂强度很差,有的为了降低成本,提高硬度,添加大量的滑石粉。普泡基本用于低档车。
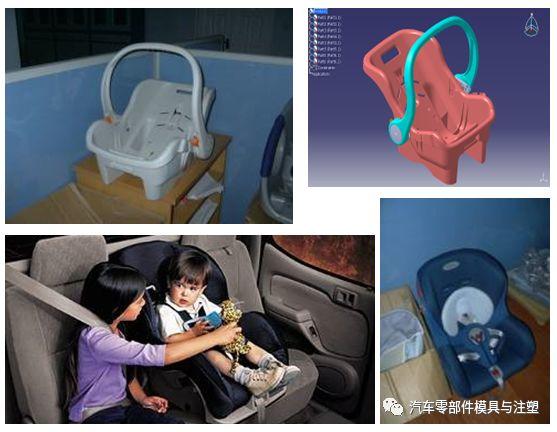
特种座椅
●儿童座椅
●残疾人座椅
●多功能座椅
座椅总成
骨架总成、调角器、滑轨、弹簧要求达到国标要求

座椅检验标准
外观
●平整 ,无皱褶 、开线 、破损 。( 皮座椅无明显皱褶 )
做缝整体相对要正 ,无歪扭 、偏移 ,针码顺直 ,无漏缝 、线头 、毛边 。座 、靠 、枕整体端正 ,无歪扭 。
●包装规范 ,翻边均匀一致 。
调整机构
●调角器灵活 ,回位可靠 ,锁紧后无明显旷动 。
●滑道调节自如 ,限位可靠 ,无异响 、卡滞和明显旷量 。
●锁具可靠 。
●腰靠限位可靠 。
●头枕灵活 ,锁紧可靠 。
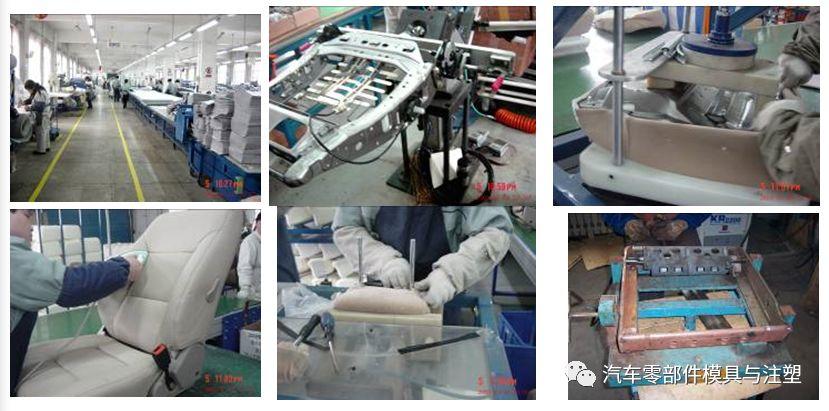
3.座椅总成
生产工艺: 裁剪-缝纫-包装-成品-检验-冲压-弯管-焊接-涂装

六、汽车门板
a.经济型门内饰板:PVC人造革+纤维板
这种门板在廉价汽车上应用还很广,某皮卡4块1套的门内板售价130元。采用高频热合机复合。纤维板要求防水。吸水率:≤ 30 %



设计注意点:
●周边与仪表板、A柱装饰板、B柱装饰板(胶条)、门槛、内三角等的配合间隙,一般在5-8mm,不能太小。产生装配误差或铰链、车体变形后,极易发生干涉。

门板设计注意点:
●内开锁面板与内饰板配合偏差(高度、水平方向)
●内锁提钮位置偏。
●设计时配合良好,低温收缩后开裂。留好配合间隙0.3-0.5mm,靠弹性元件连接。
●注意门灯后部空间和插头的安装方向的方便性。


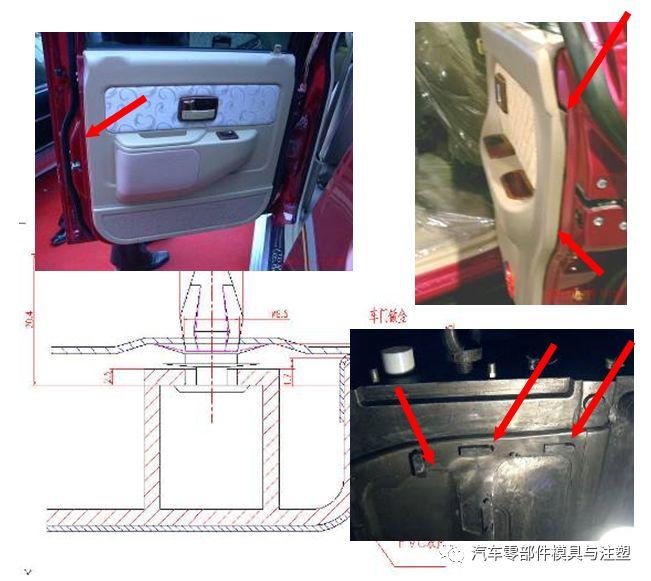
● 绝对要设计好尼龙扣与门内饰板、钣金的配合关系。一旦内饰板基材的注塑模具开好,卡扣座子的高度和位置很难更改。最容易出现卡扣过紧、过松的问题。过松,出现缝隙;过紧,开关门时容易蹦扣。
就连长安福特的FOX门板也没搞好,大家有机会观察一下FOX。
ABS注塑成型基板+特种胶粘剂+PVC表皮生产工艺:
ABS基板(上面带有很多Φ1.2的小孔)--喷胶-PVC人造革加热(140℃,30s)--真空吸附表皮--冷却--包边-装配附件-检验-包装
主要技术要求:
●-40 -90℃ 6小时不开胶。
●-40 ℃,24小时不开裂。

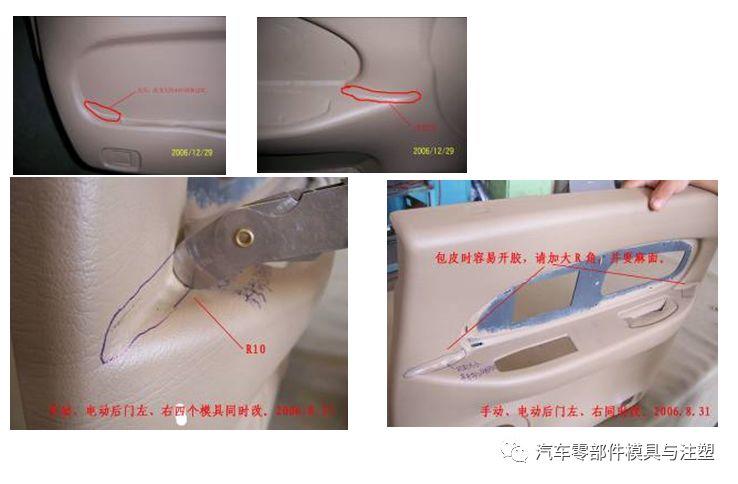
除了要注意与周边零部件的配合间隙问题之外,还要注意下列问题:
●不能出现死角,R必须不小于10
七、汽车顶棚
●成型基材+胶胶粘剂+面料,背后可以加贴吸音、隔热材料。

●成型工艺:模压
●生产设备:大台面压力机(100-200吨)、钢或铝合金模具(带刃口或不带刃口)、烘箱或模具加热。

●原材料 :面料可以是180-210g/m2的无纺布、纬编或经编针织布、透气人造革。基材可以是PU、PS、PP、PVC发泡板、瓦楞纸板等。吸音隔热材料一般是XPE泡沫、PU泡沫、废纺毡等,分块粘贴,厚度一般在10mm以上。
顶棚设计注意点
●顶棚与各个立柱装饰板采用压接结构,搭接边宽度在15-20mm比较合适。
●拉手、遮阳板、顶灯要有合适隐藏位置。
●必须设置足够的吊点和合理的造型,顶棚塌陷变形是经常遇到的事。
●顶棚尺寸较大,安装时容易外斜。应设置跨度较大的定位点(安装孔)。

八、汽车地毯、前围隔热垫
地毯、前围隔热垫的生产工艺和顶棚类似,也是利用压力机和模具压制而成。现在供货的毯匹一般带有EVA、PE背涂层,热压成型时熔化,与废纺毡粘合在一起。还有一种高档成型地毯,是做了“背覆发泡工艺处理”


九、汽车机盖隔热垫
机盖隔热垫结构比较简单,一般是三层结构,两边是大约50-80g/m2的PET无纺布,中间一层是树脂玻璃棉。

模具加热到180℃在压力机的压力下保持大约10分钟。
这种树脂棉属于热固性材料,只能一次性加工。
设计产品结构的时候,也要考虑到拔模角,也不能有死角。园角一般大于R10。
十、汽车遮阳板
●遮阳板的结构:骨架+垫材+表皮+附件
●骨架类型:金属丝+纸板;金属丝+PU发泡;注塑骨架。
●垫材:PU泡沫、XPE泡沫等。
●表皮:一般是PVC人造革、布料,要满足GB8410-2006的阻燃要求。
●附件:化妆镜、支架等。
●生产工艺:高频热合和模内发泡(自结皮)

十一、汽车标牌
汽车外饰件的装饰防蚀性镀层的镀层体系为:Cu≥30 μm,Ni≥15 μm,Cr≥0.8 μm;铬镀层应为微裂纹铬,其微裂纹数应为250~800 条/cm。该镀层应通过 100 ℃,30 min-标准环境温度,30 min→-40 ℃,4 h热循环试验;耐蚀性应通过腐蚀膏试验(DIN 50958标准)5×16周期,耐潮湿性应通过DIN 50017KFW标准48 h,镀层外观应均匀、光泽度高。
工艺流程:消除内应力→除油→水洗→化学粗化→水洗→还原→水洗→胶体钯活化→水洗→解胶→水洗→预镀镍→水洗→酸性光亮镀铜→水洗→除膜→光亮镍→水洗→镀铬→水洗→烘干→局部喷黑色油漆→烘干

电镀标牌的优缺点:
(1) 镀层光亮,耐磨性优良,采用双镍加微裂纹铬镀层体系,镀层耐蚀性可通过TL-VW528/B标准。表面可采用镀铬或镀金等工艺,装饰性好。
(2) 对环境污染严重;工艺复杂,一次合格率不够高,生产成本比较高;镀层花式比较单调,很难镀出有均匀丝纹的亚光镀层;镀层上局部喷漆的附着力欠佳,在使用中经常出现局部漆膜脱落现象。
(3) 电镀标牌一般多用于高档轿车的前标志上。但如果镀层结构不严格执行TL-VW528/B标准而采用厚铜薄镍的单层镍电镀工艺,则镀层往往在长期使用中起皮起泡,产生绿锈,严重损害整车的造型。
十二、汽车燃油箱
●生产工艺:多层吹塑,一般5-6层。
●材料:高分子量高密度聚乙烯(HMHDPE) ,分子量50-60万, 密度0.945,耐寒- 40 ℃,耐热130 ℃。主要原料生产商、牌号:德国BASF 4261A、美国PHILLIPS HXM50100、日本东燃石油化学B5742、法国SCLVAY ELTEXRSB71
●技术要求
汽油渗透量:<20g / 24h
跌落试验: - 40 ℃, 满载,6m高度自由跌落无损。
阻燃试验:火焰燃烧60s,撤离火源厚,汽油无泄漏。

【声明】:本文引自《汽车零部件模具与注塑》。


