汽车注塑模具和其它注塑模具没有本质的区别,但也有其自身的很多特点。由于汽车注塑模具的附加值一般都较高,因此很多先进的技术(如顺序阀热流道控制技术、内分型面技术,低压注塑技术等)都优先在汽车注塑模中得到开发和应用。
1. 顺序阀热流道控制技术(SVG技术)
顺序阀热流道控制技术(SVG技术)是一种新型级式控制的热流道技术,通过油缸控制按顺序进胶,解决了传统多点同步进胶的产品出现外观缺陷的难题。可有效避免汽车内外饰件出现熔接痕,气穴等缺陷,减少流长,降低成型压力,在外观要求严格的汽车内外饰件上发挥了巨大的作用。



2. 低压双层注塑模具技术
所谓低压双层注塑模具,又简称低压注塑模具,是一种新型的注塑模具技术,将传统的依靠手工包覆,阴模阳模真空吸附的零件,直接一次性在模具内注塑完成。低压注塑模具主要原理是:注塑压力较低塑料在布上流动,开模时要先将布挂到前模挂针上,然后再合模,注塑,最后取件。采用这种技术生产出来的产品,由于表面有一层特殊的软质布料,无论是装饰性,手感,美观性都大大提高。因而低压注塑模具技术广泛应用于中高档汽车上,一般应用于汽车地图袋骨架,汽车ABC柱等零件上。

 低压注塑模具主要原理是注塑压力较低在布上流动,开模时要先把布挂到前模挂针上,合模、注塑、然后取件。
低压注塑模具主要原理是注塑压力较低在布上流动,开模时要先把布挂到前模挂针上,合模、注塑、然后取件。
穴数:1 1
车型:长城
产品名:左/右B柱上护板
生产机台:1600T


穴数:1 1
车型:长城
产品名:A柱上护板
生产机台:1600T



3. 汽车保险杠内分型注塑模具技术
在汽车注塑模具中,针对汽车保险杠产品,模具设计时通常会采用先进的内分型面技术。其优点是分型夹线隐藏在保险杠的非外观面上,在汽车上装配后看不到外观夹线,不会影响产品外观。但这种技术在难度与结构上都要比外分型保险杠复杂,技术风险也较高,模具成本与模具价格也会高于外分型保险杠很多,但因外观美观,在中高档汽车中被广泛应用。

如下图所示,产品两头采用直顶 斜顶的机构进行脱模。


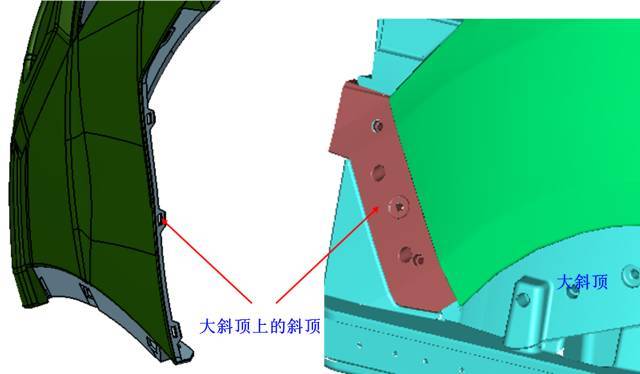
下图所示产品底部蓝色处采用在大斜顶上设计直顶的结构,使产品在顶出时以防产品顶出时同斜顶走。

此侧倒扣采用斜顶上斜顶的结构:
扣位采用在直顶上做隧道弹块的结构进行脱模:

顶出机构分三级顶出:
(1)第一级顶出采用4个油缸顶出同前模同步运动顶出60MM,4个拉钩为辅助机构;
(2)第二级顶出然后油缸继续顶出70MM;
(3)第三级顶出用2个小油缸做二次顶出30MM,方便取件。

为了保证开模时斜顶跟前模一起同步运动,以使产品变形而脱模,当顶出机构同前模同步运动60MM后, 前/后模部分分离,这样保护了模具,也保证了产品不会被拖伤!




