Moldflow全球专家,带你入门注塑成型仿真方法和关键技能
- 作者优秀
- 优秀教师/意见领袖/博士学历/特邀专家/独家讲师
- 平台推荐
- 内容稀缺
导读:Moldflow作为注塑行业的仿真分析软件,在业界应用已经比较广泛。本文用一个上市较久的产品,打印机产品作为例子,为大家介绍Moldflow的分析流程以及其功能特点。更多Moldflow案例实操和专项技能提现,请关注笔者原创精品课《Moldflow模流分析精品课57讲》。
Moldflow模流分析精品课57讲:Moldflow全球专家级讲师亲授
一、产品基本信息
打印机 : 机壳零件(520×200×10)
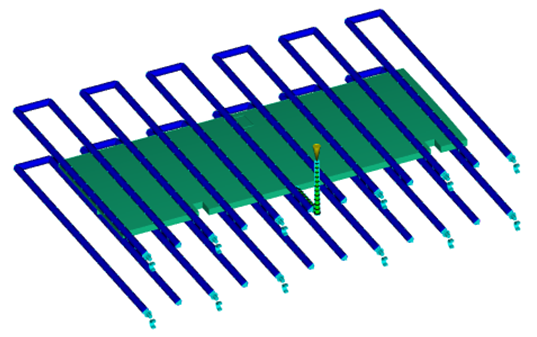
产品为打印机的零部件(图1)
产品尺寸:520mm*200mm*10mm
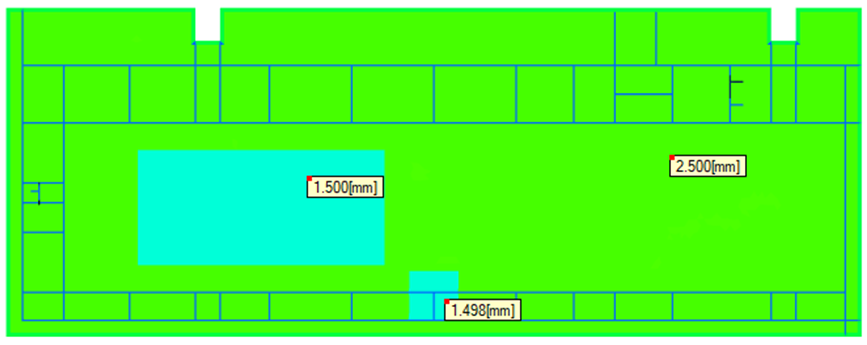
肉厚分布:(图2)
产品材料:Polylac PA-757 ABS
二、初步分析
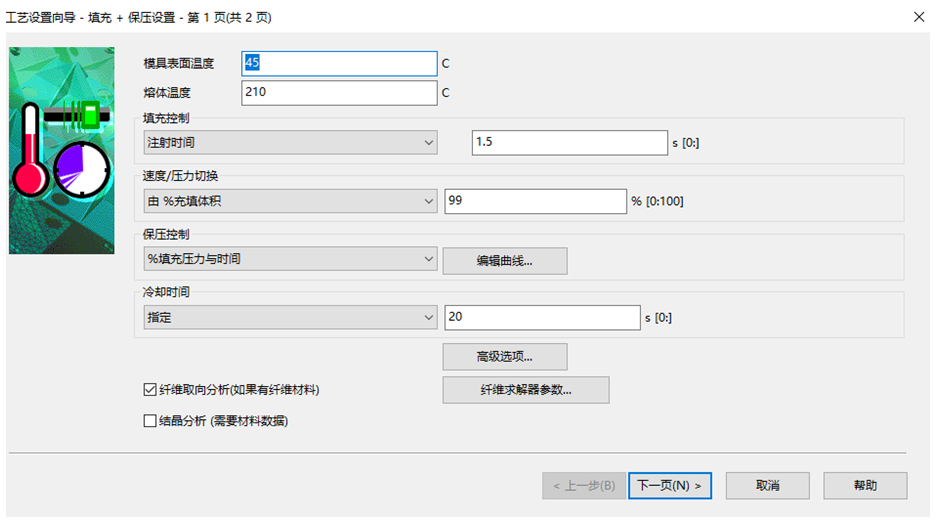
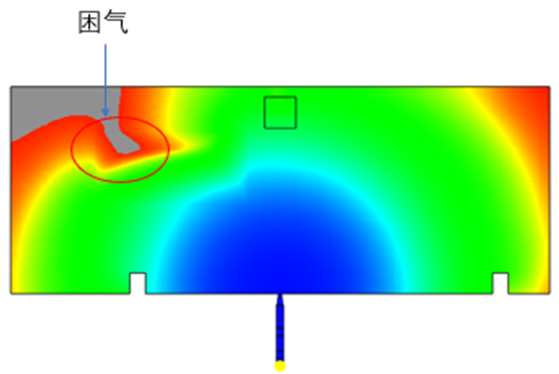
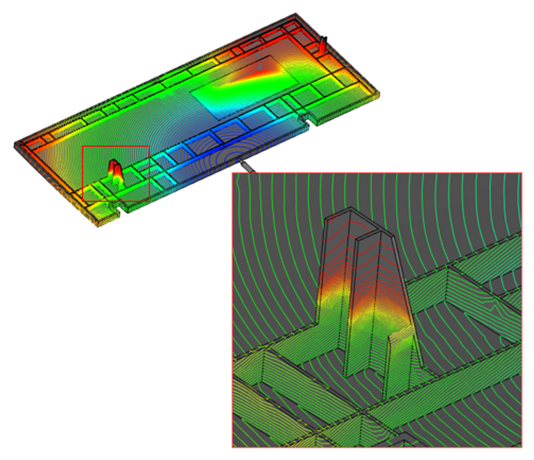
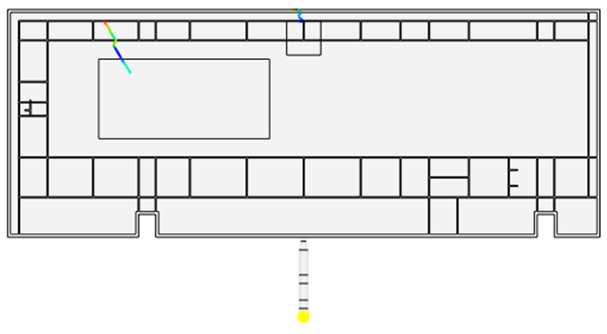
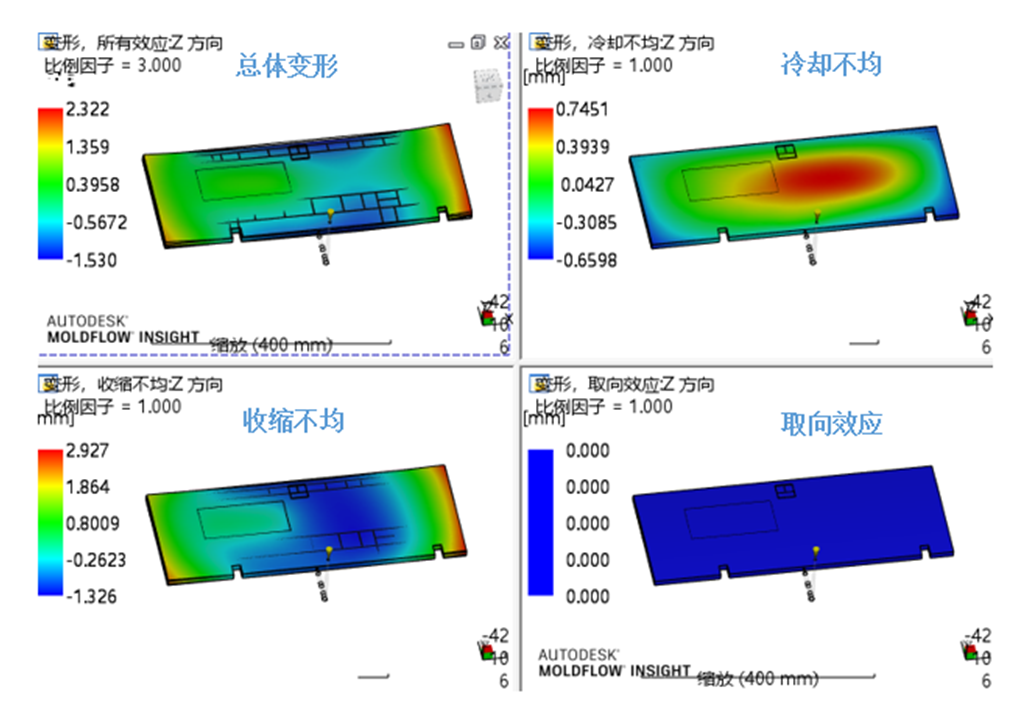
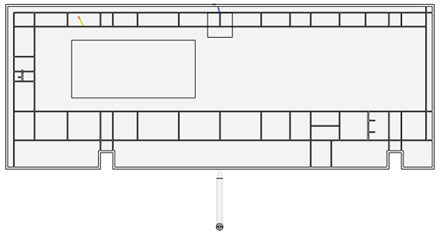
在产品的开发初期,可以应用MoldFlow对产品的制造可行性进行分析,通过MoldFlow可以预测产品的充填压力、熔接线的位置、是否有困气/短射缺陷、变形程度等等。导入产品,划分好网格,建立好浇注和冷却系统,如图3所示。设置分析序列为“冷却 填充 保压 翘曲”,选择分析材料为“Polylac PA-757 ABS”,冷却入水口温度为25˚C,工艺设置如图4所示,然后点击分析。查看充填时间结果,在产品贴铭牌区域,因肉厚比周边厚度薄,从而产生了困气。如图5所示。同时用等值线的方式查看公模侧,一筋位区域发生滞流。因产品主要关注的整体的平面度,因此主要看Z向的变形。图8所示为Z向的整体变形,整体变形数值为约为3.8mm,变形较大。通过Moldflow软件预测发现了如上的问题点,可以在实际生产前通过修改产品的设计来消除问题,从而保证了设计的质量。三、优化设计
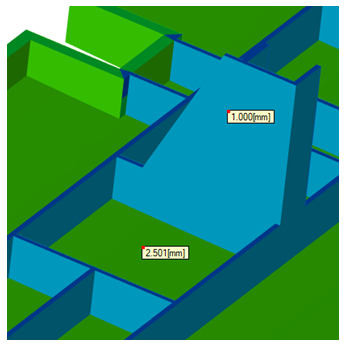
针对初步分析中发现的问题点,不同的问题点给与不同改善对策。 看产品上厚度分布(图9),产品大面的肉厚为2.5mm,筋位的厚度位1.0mm,并且高度达到了40mm。经过肉厚分析,筋位上的滞流主要是由于流动前沿的迟滞导致的。迟滞的原因如图10所示,熔料在充填过程中会优先向充填阻力小的地方流动。而流动停滞的胶料会迅速的被模具冷却,从而有导致短射的风险。
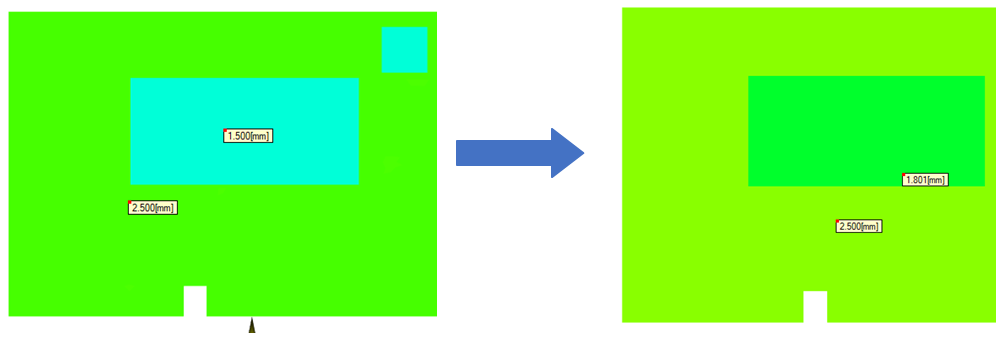
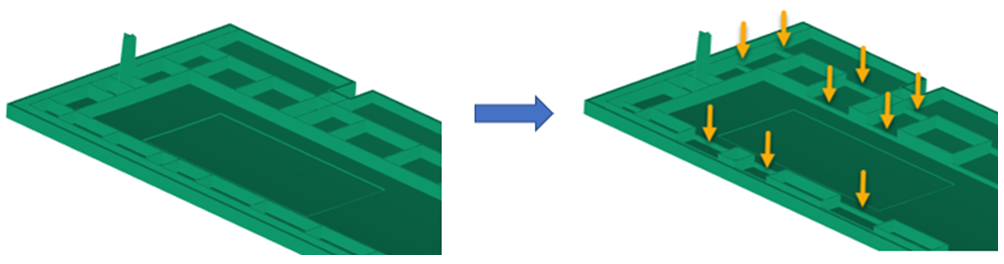
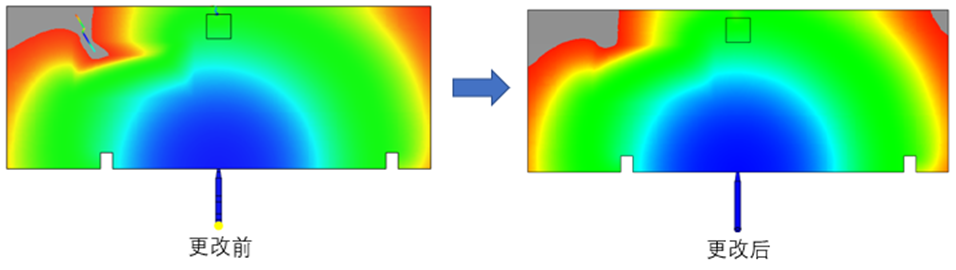
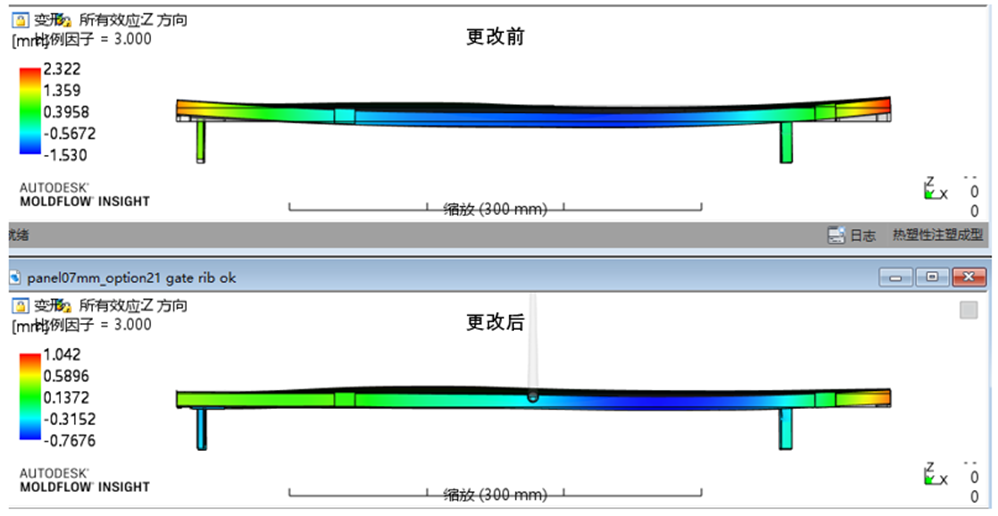
找到了短射的原因,因此增加产品筋位厚度可以减小流动阻力,从而消除滞流问题。产品筋位的厚度从1.0mm加厚到1.5mm(图11)。在加厚筋位厚度的同时,也要注意过厚的肉厚会引起缩痕,通常筋位根部的肉厚为基准面的厚度的0.6倍不会引起缩痕。公模侧有两处类似的筋位,虽然另一处处于流动末端,在分析中未表现出滞流,但是为避免实际生产中的风险,也同样将肉厚改为1.5mm。通过流动模式和熔接线的结果结合起来看,因厚度的差异,既产生了熔接线也产生了困气。图13中1.5mm的区域为放置铭牌的区域,将此处肉厚增加0.3mm,来改善此区域的滞流,从而消除此处的熔接线和困气。要改善变形,必须要知道引起产品变形的原因是什么。对于塑胶产品,变形主要有以下几个原因:在Moldflow软件中,分析翘曲的时候,可以将不同原因引起的变形结果孤立出来,这样就可以很容易的判断出引起变形的主要原因。如图15列出了不同原因引起的变形,通过变形趋势可以看出收缩不均是引起产品变形的主要原因。通过查看“顶出时的体积收缩率”结果(图16),可以看出收缩不均主要是由于产品主体的收缩和公模侧的筋位收缩不一致造成的。基面的收缩为2%左右,而筋位的收缩为0.5%左右,上下面的收缩差异过大。由于基面的收缩大,所以产品向上翘起。移除筋位可以消除体积收缩的差异,但是产品的强度也会下降,因此采用降低筋位高度的方法(图17),减少收缩的不平衡性,以改善翘曲。四、优化后的分析
对更改后的设计进行分析,来验证以上的设计变更对改善问题是否有效。 设计更改后,贴铭牌区域与周边的肉厚差异变小,困气问题得到了改善。用等值线的方式查看筋位处的流动情况,如图19所示,滞流情况也已改善。经过设计变更,熔接线也得到了改善,虽然还有两条短熔接线,但是在客户可接受的范围内。原始方案中,变形量位3.8mm,优化后的变形量为1.8mm,变形改善了约为55%。五、小结
从上文可以发现,在产品设计的初期,很难通过经验预测到产品生产中可能出现的问题,通过Moldflow软件的辅助,可以帮助设计人员及时的预测风险,发现问题,从而通过对产品进行优化,提前避免问题,以防止问题出现在生产阶段再来解决。由此缩短了开发周期,提高了效率。为了帮助高校学生老师;模具设计、项目工程技术相关人员;还有塑胶产品设计工程师;以及对Moldflow软件感兴趣的人员;尤其是针对不熟悉模流软件分析操作人员;系统掌握Moldflow软件操作技能。我和我同事,以欧特克官方资料为基础教材,结合我们十多年Moldflow分析经验,录制《Moldflow模流分析精品课57讲》。目前已经更新完结,后续可以加餐直播,欢迎订阅加入我订阅用户交流群。
Moldflow模流分析精品课57讲:Moldflow全球专家级讲师亲授
1、您将学到
闫长飞老师 仿真秀专栏作者,Moldflow全球专家级(原金牌,证书编号:0005163)通用汽车、长城汽车、模具供应商模流培训讲师。一汽-大众、青岛海尔、博世模流培训讲师。严芙蓉 技术经理 仿真秀专栏作者,MOLDFLOW全球专业级(原银牌,证书编号:0007567),曾先后工作于世界五百强富士康集团和瑞典ROSTI集团。声明:原创作品,首发仿真秀App,部分图片和内容源自网络,如有不当请联系我们,欢迎分享,禁止私自转载,转载请联系我们。获赞 10024粉丝 21486文章 3515课程 218