CADWIND重磅缠绕工艺仿真设计应用技术7月7日开讲
首发 | 仿真秀App

导读:早期的缠绕工艺制品,主要用于航空航天气瓶、固体火箭发动机壳体的生产制造。随着1980年以后,数控缠绕设备、数控系统、计算机辅助缠绕编程软件的长足发展,纤维缠绕工艺得到快速普及应用。当今,缠绕制品应用扩展到缠绕管道、储罐、发电机叶片、钓鱼杆、高尔夫球杆、火灾消防气瓶等各种复材制品生产领域;也从轴对称缠绕制品扩展到弯管、T 形件等非轴对称缠绕制品。纤维缠绕工艺类型包括环向缠绕、螺旋缠绕、平面缠绕、非测地线缠绕等;一般情况下,螺旋缠绕外都是非测地线缠绕,尤其不等极孔的非测地线缠绕。
近日,北京创联智软科技公司正式入驻仿真秀平台认证机构,将在仿真秀平台带来仿真原创文章、视频教程和技术服务等。7月7日20时,创联智软产品技术负责人崔启玉,将在仿真秀平台开启《2022缠绕工艺设计仿真软件CADWIND的应用系列讲座》,第一讲《不等极孔气瓶的缠绕线型快速设计方案》公开课,以下分为4段技术资料介绍,详情见后文。崔启玉,产品技术负责人,从事有限元软件相关工作25年,从事有限元产品涵盖锻造成形、有机高分子材料塑料改性混合挤出、复合材料纤维缠绕软件等。当前,负责纤维缠绕工艺设计仿真软件的技术支持工作已有10多年,具备一定的基础理论知识和实践经验,可以熟练应用纤维缠绕工艺设计仿真软件CADWIND。一、不等极孔压力容器的缠绕工艺
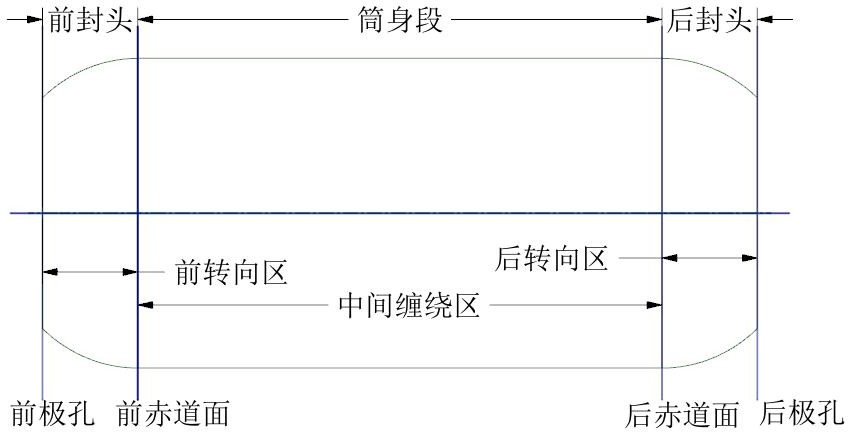
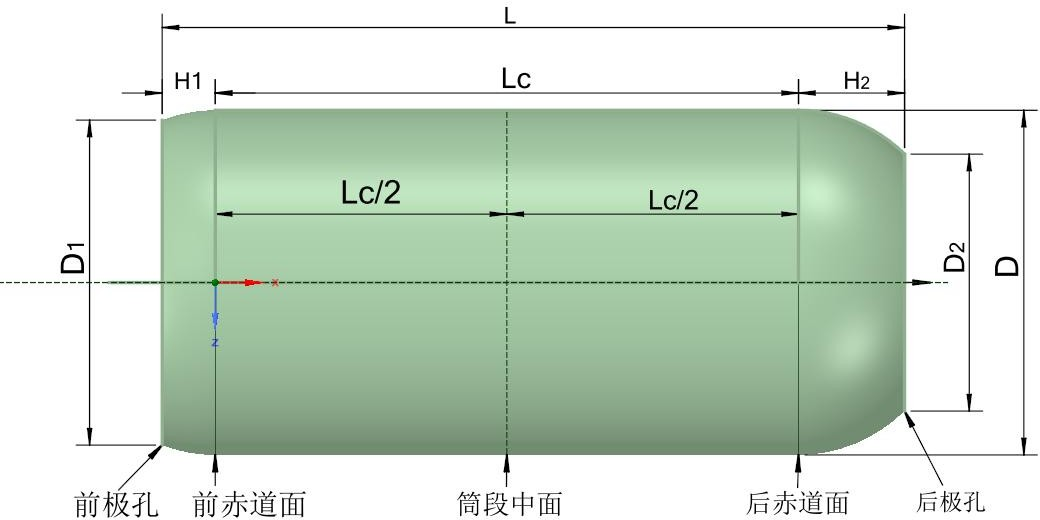
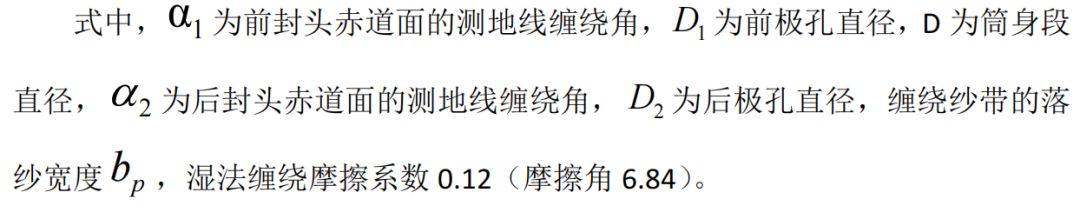
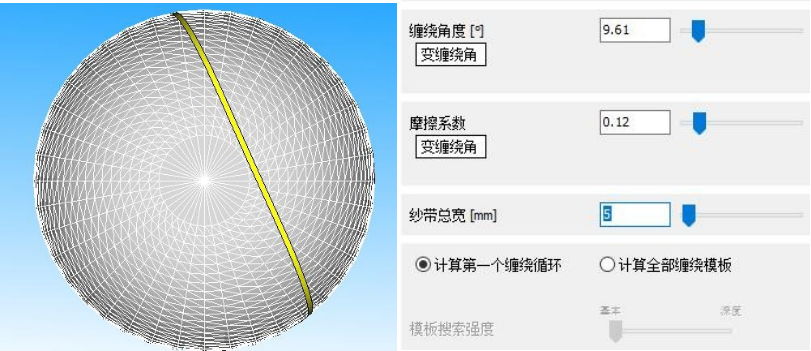
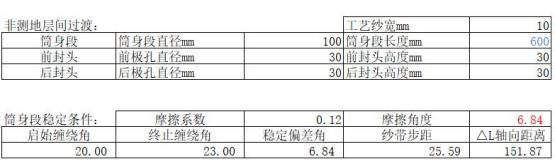
不等极孔压力容器的纤维缠绕工艺技术方案。如下图所示,依次是几何芯模的几何结构分区示意图及尺寸参数图。针对不等极孔压力容器缠绕线型设计时,筒身段缠绕角可以采用等缠绕角缠绕或变缠绕角缠绕两个情况,这时我们忽略筒身段等角缠绕或变角缠绕的产品强度计算问题,当然筒身段采用等缠绕角缠绕更是方便产品结构强度计算。鉴于缠绕角连续性原则,接下来,我们探讨一下几种可能的缠绕工艺方案以及缠绕结果。由此可见,在缠绕制品几何结构参数已经确定基础上,不等极孔产品的可缠绕性还要考虑摩擦系数和筒身长度问题,才能最终确实缠绕角连续变化且落纱点轨迹稳定的纤维缠绕轨迹。举例说明,假设芯模直径 D = 300mm ,筒身长度 Lc = 1200mm ,前极孔直径D1 = 80mm ,前封头高度 H1 = 100mm ,后封头极孔直径 D45 = 45.08mm ,后封头高度 H2 = 100mm ,工艺纱宽bp = 5mm ,湿法缠绕摩擦系数 f= 0.12(Da= 6.84o ) 。基于上述方案论证可知,针对不等极孔等缠绕角设计时,筒身段等缠绕角宜采用小极孔的测地线缠绕角进行缠绕,并且因摩擦系数影响的稳定偏差角应是大小极孔测地线缠绕角的之差。

二、等极孔可用缠绕角
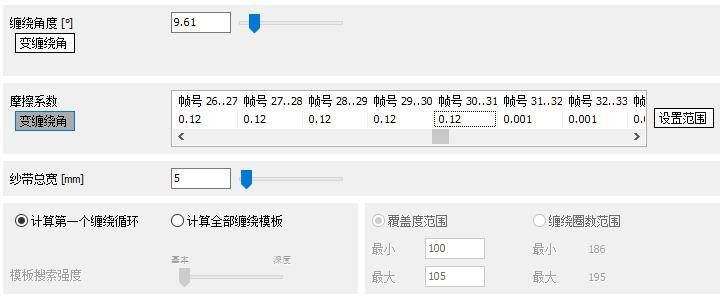
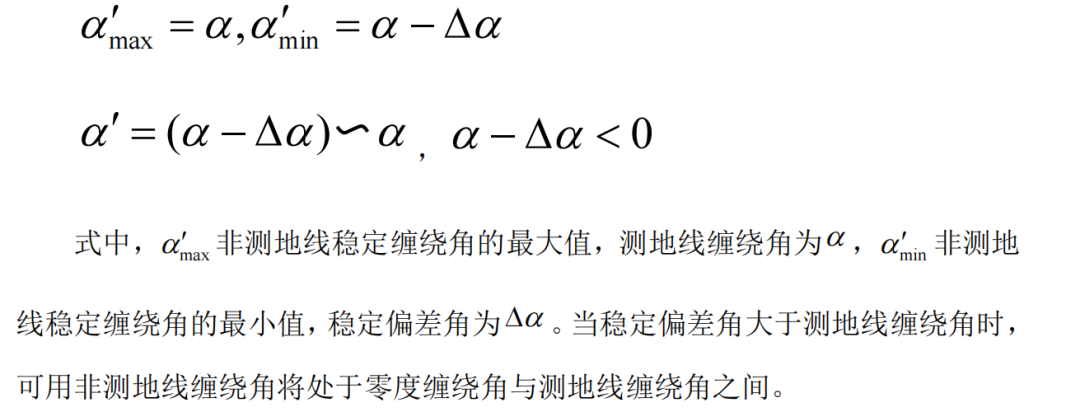
基于稳定偏差角值和摩擦系数影响的纤维快速转向和扩孔直径增大问题,对于等极孔纤维缠绕制品的非测地线缠绕角最大值为理论测地线缠绕角,其最小值为理论测地线缠绕角减去稳定偏差角。举例说明,假设芯模直径300mm,筒身长度1200mm,前后封头极孔直径80mm,前后封头高度100mm,工艺纱宽5mm。根据螺旋缠绕角公式,可知:基于上式计算可知,湿法缠绕等极孔的的可用缠绕角范围如下:三、缠绕角度连续过渡
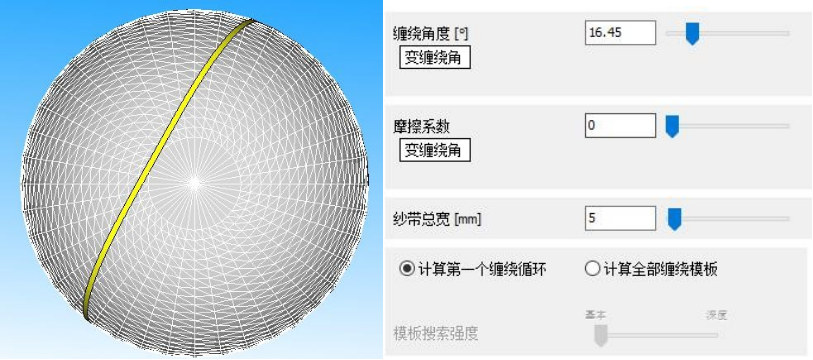
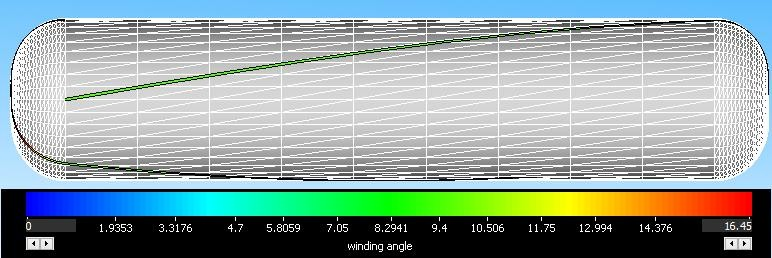
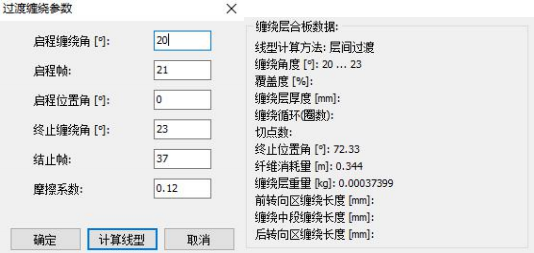
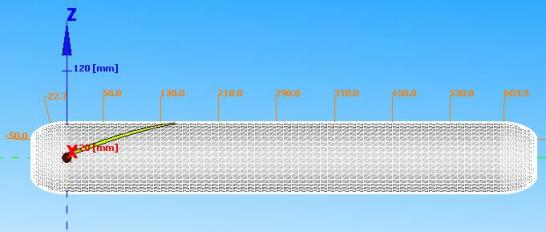
基于纤维缠绕物理摩擦模型和缠绕角连续变化原则,最典型应用是处理层间过渡的落纱点计算问题,如果在保持纤维轨迹稳定条件下计算出层间过渡的落纱点轨迹。层间过渡的典型应用是在确定摩擦系数条件下,如何计算出圆柱体上缠绕角  连续缠绕到缠绕角
连续缠绕到缠绕角  的稳定轴向长度
的稳定轴向长度  。圆筒段的非测地稳定过渡公式为:
。圆筒段的非测地稳定过渡公式为:
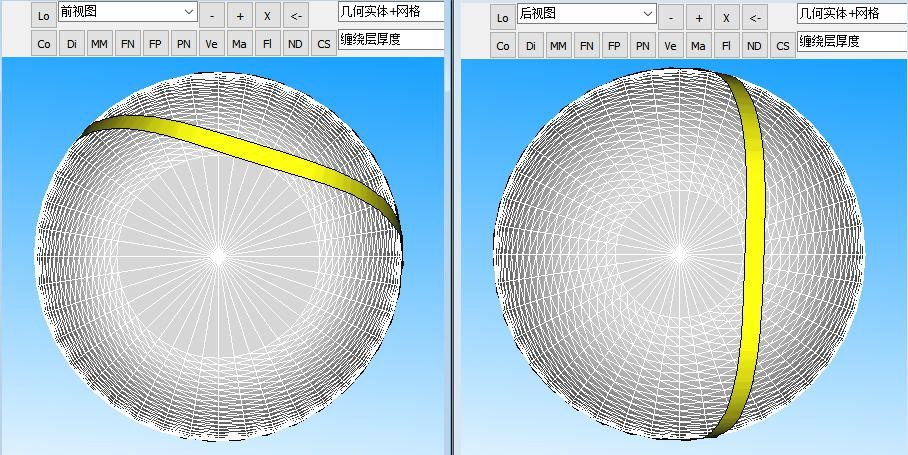
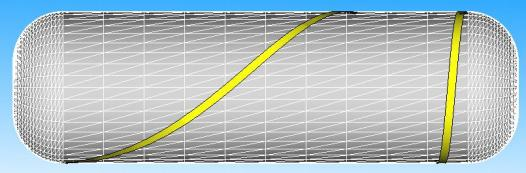
CADWIND软件的缠绕线型设计包括环向缠绕、螺旋缠绕、平面缠绕、非测地线缠绕、层间过渡缠绕。除螺旋缠绕外,环向缠绕、平面缠绕、层间过渡缠绕、非测地线缠绕都需应用纤维缠绕物理摩擦规律进行落纱点轨迹计算。层间过渡主要有两个应用,一个是从大缠绕角度环向缠绕过渡到小缠绕角度纵向螺旋绕,另一个是从小缠绕角度纵向螺旋缠绕过渡到大缠绕角度环向缠绕。如下图所示:四、缠绕轨迹闭合特性
纤维连续缠绕过程中,纱带落纱点在芯模表面上形成的空间连续曲线轨迹,称为纤维缠绕轨迹;而绕丝头在芯模外形成的空间连续曲线轨迹,称为丝嘴运动轨迹。经过前期科研工作者的理论研究和工程实践,纤维缠绕规律总结为非测地线缠绕理论和线型闭合缠绕理论两部分。纤维轨迹稳定性主要研究芯模几何尺寸、工艺纱宽、缠绕角、摩擦系数之间的定量关系,即非测地线缠绕理论;而纤维轨迹闭合性主要研究基于特定工艺参数的纤维轨迹沿芯模轴线往返直线运动的缠绕圈数N和纤维轨迹围绕芯模轴线的转动转数K的定量关系,即绕速比i=K/N确定问题。纤维缠绕工艺在复合材料产品产量方面占比较小,导致一些参数和术语不统一,为了方便讨论,事前明确一些涉及纤维轨迹的基本术语和参数。纤维轨迹基本术语包括落纱点、循环轨迹、闭合轨迹和整体轨迹的四方面术语和参数。- 落纱点的基本术语:包括落纱点坐标、落纱点纤维方向矢量、落纱点切向、落纱点法向,起纱点为循环轨迹(闭合轨迹、整体轨迹)开始时落纱点、回纱点为循环轨迹(闭合轨迹、整体轨迹)结束时落纱点。
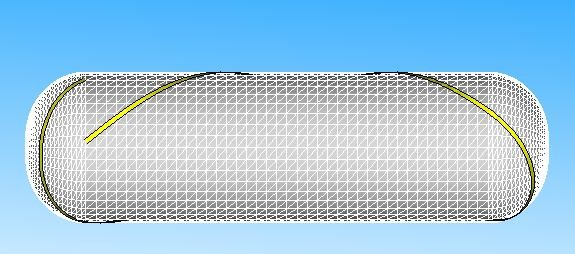
- 循环轨迹基本术语:轴对称芯模纤维轨迹的可重复缠绕的最小轨迹单元为循环轨迹(或称缠绕循环),这时小车往返1次(即缠绕1圈)。缠绕循环角(缠绕1圈时的缠绕中心角),筒身行程角(圆柱筒身段的缠绕中心角),前后封头包程角(前后封头的缠绕中心角),线型跳度角(缠绕1圈时,回纱点与起纱点之间的缠绕中心角)、前后极孔停留角度。
- 闭合轨迹基本术语:闭合轨迹为可重复缠绕的基本轨迹单元,这时纤维轨迹在芯模轴向和芯模环向都体现出轨迹闭合特性。闭合缠绕圈数n、闭合缠绕转数k、绕速比i、微绕速比△i、线型参数±n/s(或称为缠绕线型、线型模板、线型切点)。
- 整体轨迹基本术语:整体轨迹缠绕完成时的小车往返次数称为缠绕圈数N,整体轨迹缠绕完成时的芯模转动转数称为缠绕转数K、线型节数M、线型布局G(线型格栅)。
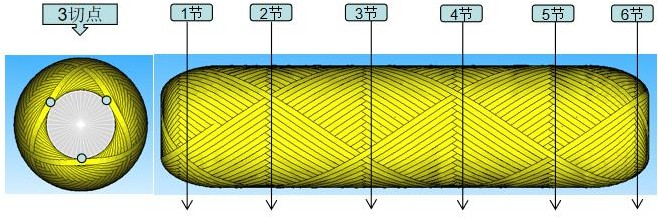
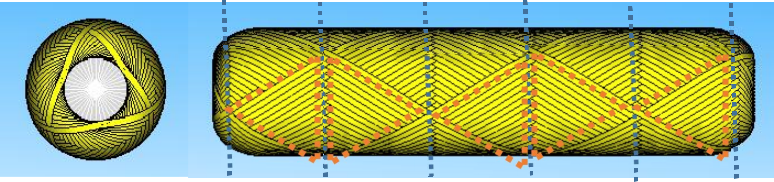
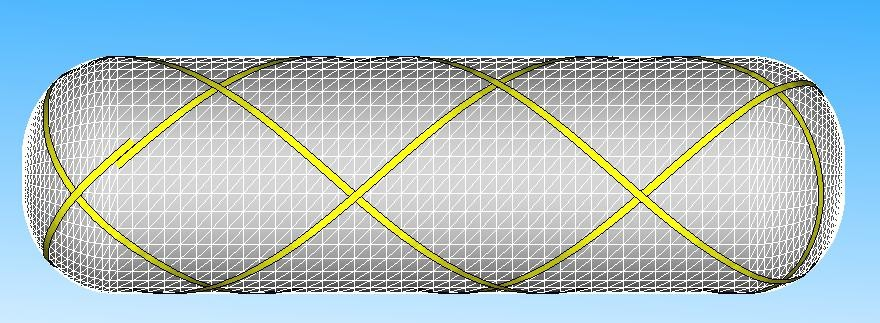
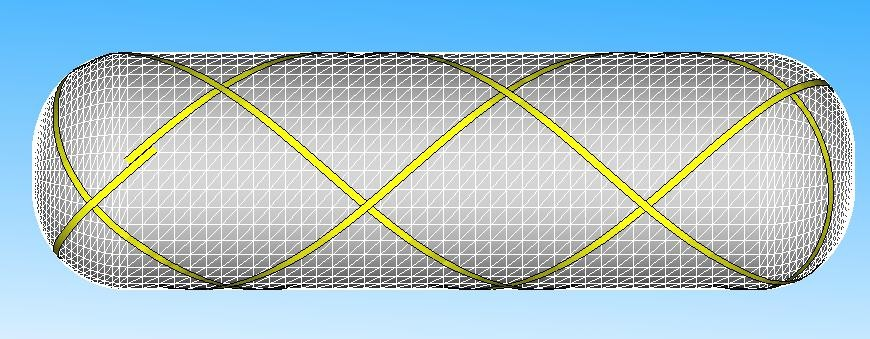
纤维整体轨迹的宏观特点,体现在线型布局(或称为线型格栅),整体轨迹特征体现在极孔环向为线型切点n,整体轨迹特征体现在芯模轴向为线型节数M(纤维交叉点构成的节圆),以及由此构成的三角形或菱形格栅 G(筒身段)。小车完成整体缠绕的纤维轨迹时,小车往返次数N次(即缠绕圈数),这时纤维轨迹的回纱点坐标(小车坐标和伸臂坐标)与起纱点坐标(小车坐标和伸臂坐标)相同,但是回纱点和起纱点在芯模圆周方向达到闭合,相差一个环向纱宽的圆周角度(100%覆盖度),芯模转数近似为K转(芯模转数)。小车完成1个线型闭合的纤维轨迹时,小车往返次数n次(即线型切点),这是缠绕圈数为线型切点数,在芯模前后极孔表现为纤维轨迹与极孔有n个切点,这时纤维轨迹的回纱点坐标(小车坐标和伸臂坐标)与起纱点坐标(小车坐标和伸臂坐标)相同,但是回纱点和起纱点在芯模圆周方向达到闭合,相差一个环向纱宽的圆周角度  (100%覆盖度),芯模转数近似为k转。小车完成1个缠绕循环的纤维轨迹时,小车往返次数1次(即缠绕1 圈),这时纤维轨迹的回纱点坐标(小车坐标和伸臂坐标)与起纱点坐标(小车坐标和伸臂坐标)相同,但是回纱点和起纱点在芯模圆周方向不同,相差一个跳度角
(100%覆盖度),芯模转数近似为k转。小车完成1个缠绕循环的纤维轨迹时,小车往返次数1次(即缠绕1 圈),这时纤维轨迹的回纱点坐标(小车坐标和伸臂坐标)与起纱点坐标(小车坐标和伸臂坐标)相同,但是回纱点和起纱点在芯模圆周方向不同,相差一个跳度角  。 线型速比(绕速比):我们将完成一个线型模板的纤维轨迹时,芯模转数与缠绕圈数之比称为绕速比。绕速比决定了纤维轨迹在芯模表面上的线型形式,绕速比决定了缠绕线型的闭合性,其反映出纤维缠绕时绕丝头往返直线运动和芯模围绕芯模轴线旋转的相对运动关系。当然,线型速比也可以定义为纤维完成整体芯模缠绕的纤维轨迹时,缠绕转数与缠绕圈数之比。线型速比公式如下:
。 线型速比(绕速比):我们将完成一个线型模板的纤维轨迹时,芯模转数与缠绕圈数之比称为绕速比。绕速比决定了纤维轨迹在芯模表面上的线型形式,绕速比决定了缠绕线型的闭合性,其反映出纤维缠绕时绕丝头往返直线运动和芯模围绕芯模轴线旋转的相对运动关系。当然,线型速比也可以定义为纤维完成整体芯模缠绕的纤维轨迹时,缠绕转数与缠绕圈数之比。线型速比公式如下:五、崔老师公开课开启
为了帮助大家更好的理解CADWIND软件操作与应用,7月7日20时,北京创联智软产品技术负责人崔启玉,将在仿真秀平台开启《2022缠绕工艺设计仿真软件CADWIND的应用系列讲座》,第一讲《不等极孔气瓶的缠绕线型快速设计方案》公开课,推荐读者朋友前来学习和交流。
声明:本文首发仿真秀App,部分图片和内容转自网络,如有不当请联系我们,欢迎分享,禁止私自转载,转载请联系我们。
获赞 10727粉丝 22221文章 3773课程 233