DEFORM Extrusion型材挤压工艺模拟系统

本文摘要(由AI生成):
本文介绍了型材截面形状复杂对于仿真模拟的挑战,以及DEFORM软件在型材挤压模拟方面的优势和应用。DEFORM软件的3D Extrusion模块提供向导式操作界面和多种算法,可高效模拟型材挤压工艺,包括材料分流、焊合、挤出等过程,并预测型材挤压成形的缺陷和模具受力状态。文章还通过镁合金飞机座位支撑管的挤压模拟案例,展示了DEFORM软件在工艺优化方面的应用。最后,文章强调了DEFORMv12.0在型材挤压模拟计算方面的更新和提升,并通过实际案例的对比测试验证了其可靠性。
型材挤压是采用挤压的方法生产恒定截面型材的工艺,这种工艺相对于其它制造工艺能够生产出复杂的截面,成形过程中仅受到压应力和剪应力,生产的零件表面光洁度好,挤压出的型材产品已广泛应用于航空航天、交通、建筑等各个行业。
型材挤压过程由于金属坯料变形量较大、挤出的型材截面形状复杂,对于仿真模拟来讲具有很大的挑战,大部分工艺仿真软件很难满足型材的成形过程模拟,或模拟计算时间太长,或软件设置操作复杂不利于工艺人员使用等等。DEFORM软件做为全球最知名的工艺仿真软件,在型材挤压模拟方面也做了大量的研究工作,并通过几十年的工业应用实践,能够完美、高效地模拟型材挤压工艺,在早期推出3D Extrusion挤型分析功能后,不断提升挤型计算能力和专业性,现V12.0版本推出更为全面的挤型专业化分析系统,完全满足型材挤型加工及微观晶粒研究的客户使用。

DEFORM EXTRUCTION特色
具有向导式操作界面,实现挤型设置过程的流程化管理,操作简单;

具有向导式操作界面,自动产生型材或挤型模具,实现挤型设置过程的流程化管理,操作简便; 高级ALE(Arbitrary Lagrangian Eulerian)及S-S(Steady-state)稳态算法适合快速计算复杂非对称截面型材挤压成形过程,评估挤型模具分流焊合室设计; 
增量算法可模拟挤压过程材料分流及在焊合过程,预测焊缝位置; 
增量算法可实现型材挤压成形的裂纹、扭拧、波浪及弯曲等缺陷; 增量算法在挤出阶段可实现单元节点的自动缝合; 优秀的单元重划及节点粘接接触能力可模拟焊合过程中焊接面的形成; 增量算法与稳态算法相结合可高效模拟从棒料挤压-分流-焊合-挤出稳定端面的整个过程; 可自动更新自由面及工作带面的几何形状; 
工作带的不同位置可以设置不同的摩擦系数; 可采用耦合算法或一步法计算挤型模具受力状态,预测裂纹,评估模具强度,优化模具使用寿命; 
预测型材挤型晶粒尺寸演变及晶体拉伸结果; 

型材挤压模拟应用案例

飞机座位支撑管
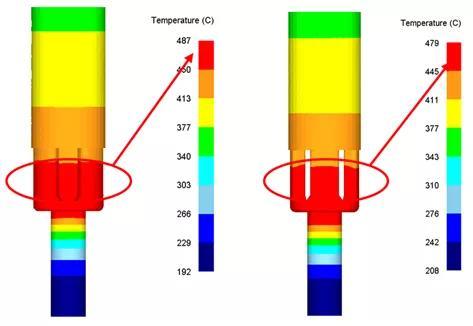
三分流孔和四分流孔的温度场
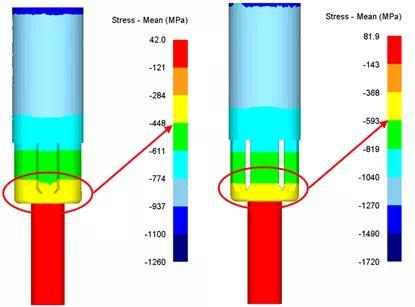
三分流孔和四分流孔的应力场
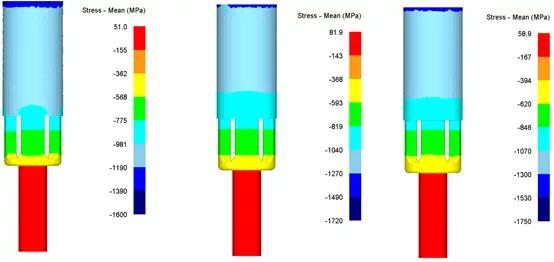
不同焊室深度下的应力分布
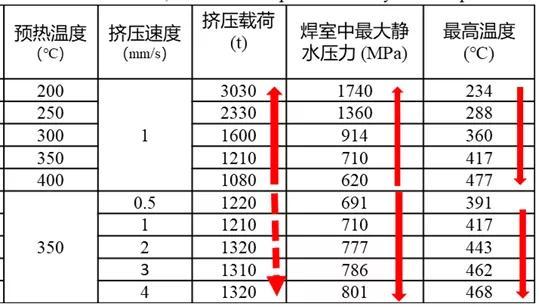
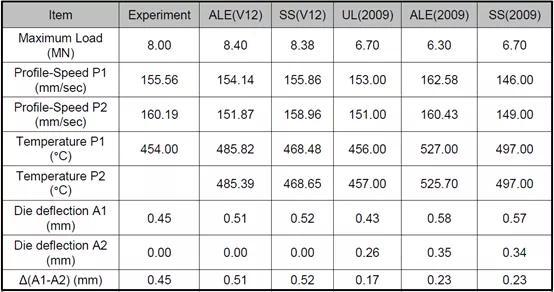
不同预加热温度和挤压速度模拟结果
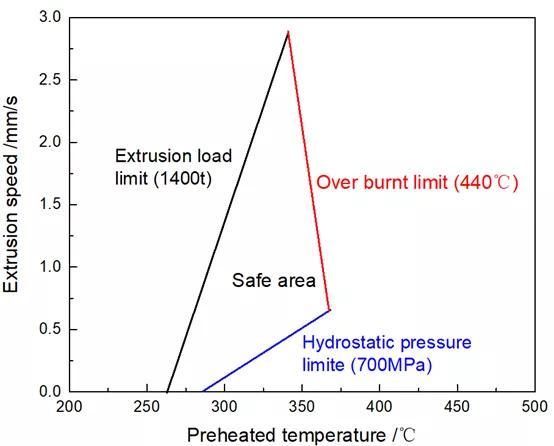
挤压热加工图
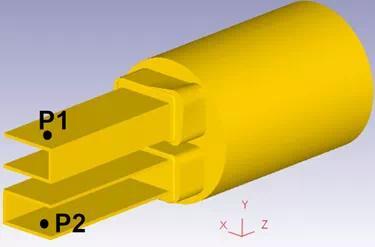
型材挤压模型和观测点
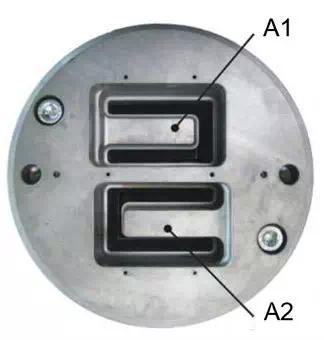
模具实物图和观测点
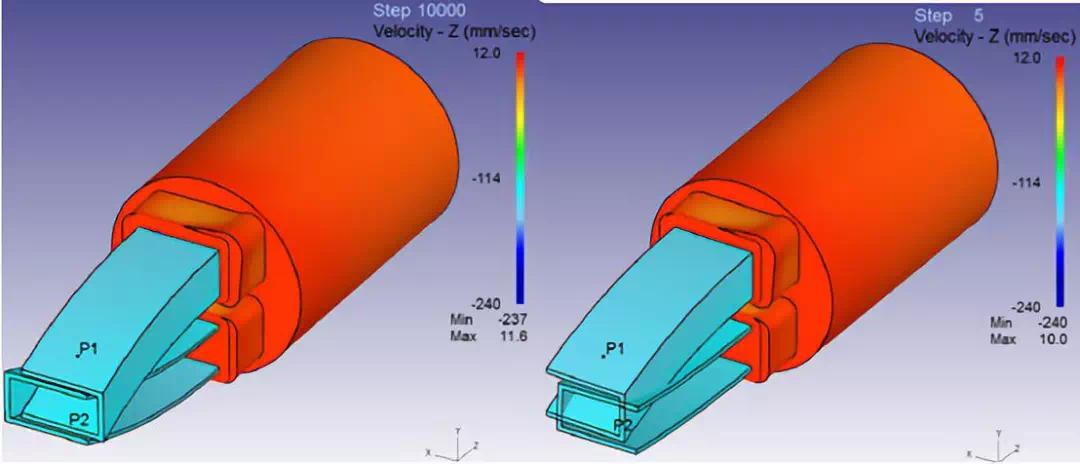
ALE法 S-S法
速率场
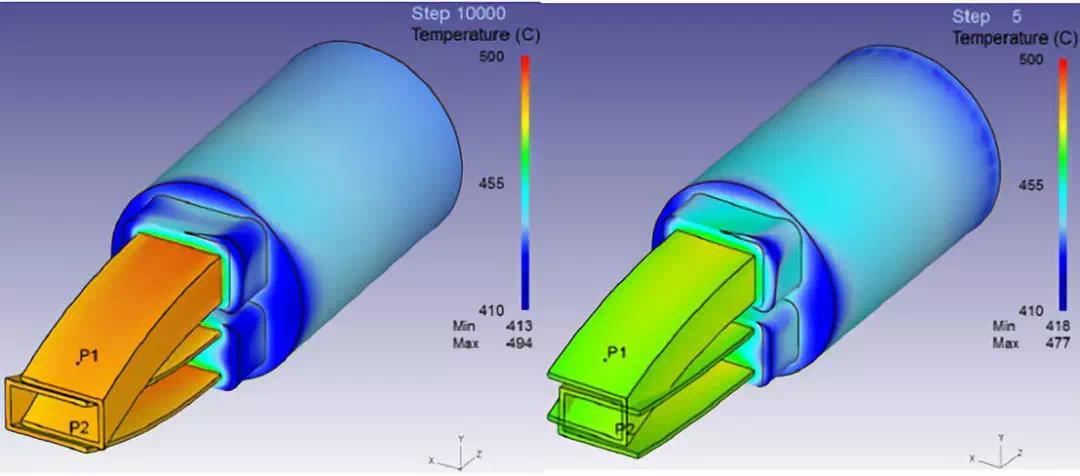
ALE法 S-S法
温度场
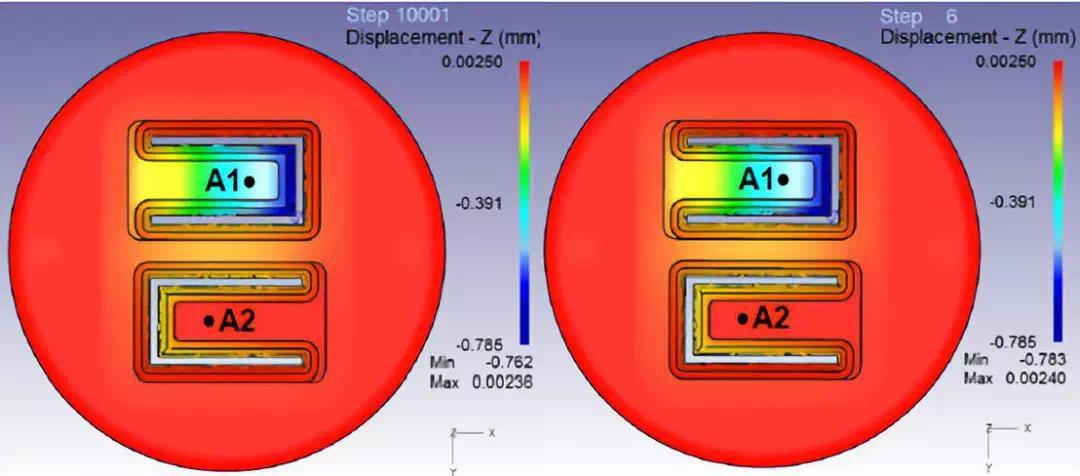
ALE法 S-S法
模具变形