案例分享 | 如何减少轮胎胎面模具在增材制造过程中的热变形?

轮胎制造商正在探索3D打印是如何影响轮胎的设计、可持续性、安全性和用户体验的;通常的方法是制造用于生产轮胎胎面的金属模具。
轮胎在保持车辆安全和燃油效率方面起着至关重要的作用。轮胎需要适应各种天气条件,从泥路到光滑的、刚铺过柏油高速公路,来保证能够实现车辆安全的制动性和操纵性。因此,工程师在设计轮胎时必须考虑多个因素:从空气和水的流动、阻力和摩擦到轮胎的曲线、倾角以及雪雨风和温度的影响,同时还必须确保高性价比和产品质量。正因如此,我们开始尝试如何通过仿真和变形补偿的手段来优化金属模具生产所使用的金属增材制造工艺,从而改善轮胎胎面金属模具的生产。胎面是轮胎整体性能的关键。胎面上的深沟槽可以保持轮胎的牵引力,它提供了一条将水、雪或泥浆从轮胎下方排出通道,从而保持轮胎牵引力,其他较小的缝隙被称为花纹块之间的细小沟槽,在冬季用的轮胎中这种细小沟槽特别多。复杂的深沟槽和细小沟槽可提供抓地力并实现平稳的操纵,但同时也使轮胎胎面难以制造。制造胎面的主要困难之一是将线性胎面和沟槽花纹模制到轮胎的曲率。通常,制造商使用铣床为基本胎面花纹制造金属模具,然后使用激光雕刻机添加细小沟槽花纹并实现复杂且不均匀的3D形状。但是,由于沟槽花纹会卡在用于制造模具铸件的橡胶树脂内部,因此最终的产品中经常会出现缺陷。通过使用增材制造技术来创建胎面的金属模具,轮胎制造商无需使用橡胶树脂来制造铸件,从而减少了有缺陷胎面的数量。还消除了通过铣削和激光雕刻制造模具所带来的固有设计限制,从而可以自由设计新的胎面花纹。
要能够准确地打印复杂的3D金属模具,需要知晓如何处理热应力和热变形对打印的影响,这是金属增材制造过程中最大的缺陷来源。因为粉床熔融(PBF)的金属3D打印工艺的原理是使用激光束熔化金属粉末,然后将熔融的金属逐层累积以形成零件。加热过程使金属粉末经过固-液-固的相变,这些重复作用的热流和冷却过程导致了热应力和变形问题。因此,制造商需要知道热应力和变形对模具最终成形的影响。但是传统依靠物理试验的方式检查并优化热影响问题,既费时又昂贵。幸运的是,现在可以借助CAE软件,在模具实际打印之前对其进行增材制造过程仿真。借助CAE软件,我们可以模拟和预测3D打印工艺链中产生的变形和残余应力,工艺包括增材过程、热处理、线切割和热等静压(HIP)。然后可以根据仿真结果来调整工艺过程和设计参数,使制造商能够“一次就打印成功”。因此,我们开始决定使用仿真分析软件所能够实现的变形补偿方法,来修正用于3D打印的复杂胎面设模具,同时减少了使用传统方法生产的有缺陷胎面轮胎的数量。
考虑到热变形在金属增材制造过程中的重要性,我们使用Hexagon的Simufact Additive软件对轮胎模具的变形问题进行反变形补偿分析,对3D金属打印的粉床熔融(PBF)方法进行了研究、检查和优化。后续还分析了3D打印仿真输出的应力和变形,并进行了强度和疲劳的仿真分析。我们开始先制定了一种借助3D打印工艺仿真预测轮胎模具变形的方法。首先,在对要打印的尺寸的轮胎模具进行建模之后,输入相关的3D打印参数和材料。接下来,我们在合适的金属3D打印设备参数下进行了试样块的打印,并测量出试样块的特定变形量,并将其应用于仿真分析。然后,通过输入最佳工艺参数进行仿真的对标。最后,使用对标好的参数进行了模具的打印仿真,并得到模具热变形的程度。我们使用宏观力学算法来提高速度,并通过对标特定的变形量(也称为固有应变)来确保精度。试样块的变形量与金属粉末的特性、激光速度、光斑尺寸、扫描策略和设备所处的环境相关。因此,我们需要根据设备实际使用时的固化状态进行校准计算。校核是一种依据实际物理测试获得的变形量,通过仿真不断自动修改应变量来获得与实际一致的仿真变形量的方法。在对部分切割后的悬臂梁试样的变形量进行测量并将变形结果输入软件后,软件会计算出与实际变形量相对应的固有应变值。
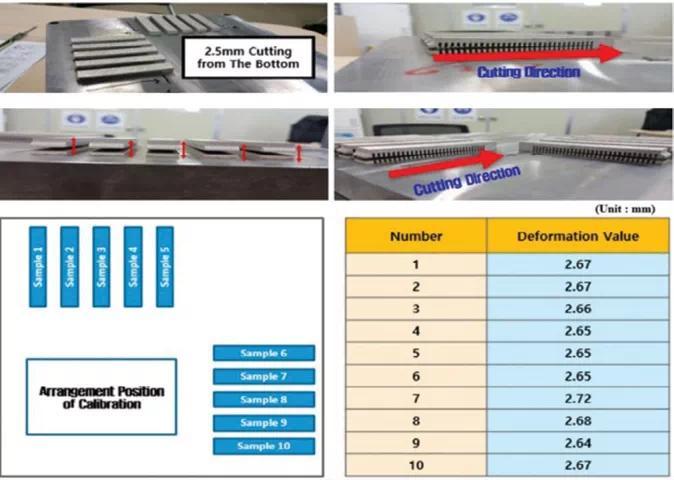
校核说明:在每个主方向(0°,90°)上打印悬臂梁试样块,切割试样并测量变形量,然后将变形量输入到Simufact增材制造仿真软件中,计算出与实际变形量相对应的固有应变值。
图 1. 切割试样并测得变形量(Source_Metal3D)
实际变形量如图1所示。图1包括了实际打印工艺的许多组变量参数,从而有效指导增材过程的模拟。通过切割试样块测量变形量,我们确定了试样置于0°时的变形量为2.14 mm,置于90°时为2.12 mm。
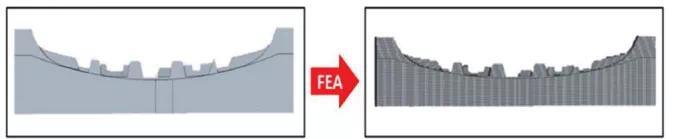
我们使用了有限元(FEM)方法预测了轮胎模具的变形和残余应力,并将Hexagon的Simufact Additive软件作为我们的有限元分析软件之一。该软件使用体素网格方法进行网格划分,从而确保即使最复杂的形状也可以在短时间内可靠地进行网格划分,而无需大量的网格划分方面的知识和经验。使用此FEM网格,我们生成了与实际轮胎相符的轮胎模具网格模型,并获得了准确的评估结果。根据3D打印过程的特性可知,激光打印的零件模型会受到非常大的热变化。
因此,后续使用了更详细的网格(实体网格)(图2)。图 2. 应用于轮胎模具的FEM模型 (Source_Metal3D)
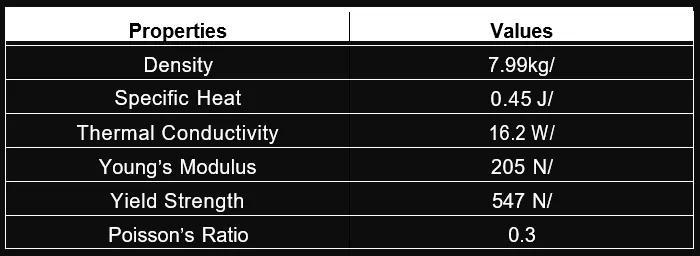
我们的仿真基于SUS 316L。在基于校核变形量的力学仿真中,不需要热和温度相关的材料特性。校核过程已经将所有热效都考虑在内。相反,如果用户选择采用热仿真或者热力耦合仿真方法,那么需要考虑特定热量水平、传热系数、热膨胀系数、密度和力学性能特性的影响,以及温度变化对实际物理环境的依赖性。表1和表2中展示了用于3D打印制造的轮胎模具材料,在22℃室温下的物理参数。3D打印后使用的冷却方法是自由冷却。热力耦合的校准将使用与实际3D打印过程相同的条件参数进行校核仿真。表. 1 SUS 316L 化学成分表 (以质量分数表示) (来源:Oerlikon)
表. 2 SUS 316L 物理-化学热性 (来源:Oerlikon)
支撑结构在3D打印中起着非常重要的作用,支撑可以用于传递热量并对零件进行部分的约束以防止不必要的变形。粉床熔融(PBF)工艺的打印准备工作包括生成支撑结构,在打印结束从基板上切割下零件后,还要将支撑移除。但是,根据几何情况,切掉支撑件会因应力释放而导致其他变形。因此,不仅要使用仿真来分析预测打印后的变形和应力,而且还要对线切割和支撑移除步骤进行仿真分析。
在金属3D打印过程中,较高的热源(激光)通常会导致金属的膨胀和收缩而引发严重变形,与原始CAD数据相比,偏差超出了可接受的范围。为了解决此问题,工程师可以选择的途径有很多,例如优化零件在增材制造过程中的摆放方向以及优化支撑结构。但是,更有效的替代方法是对变形的模型进行虚拟的反变形计算,以实现变形补偿。变形补偿是一种根据仿真预测的变形量为基础,通过修改初始模型的设计,在变形相反的方向上对零件进行预变形的方法。Simufact Additive可以生成反变形修改后的CAD模型文件,并能够导出STL或Parasolid等通用数模格式,然后使用反变形后的模型进行打印,来防止在打印实际物理产品时出现变形。
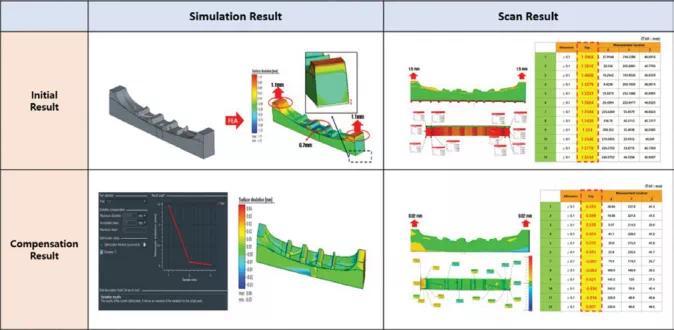
在去除支撑结构之后,对轮胎模具的热变形进行了评估。图3显示了3D打印前后,轮胎模具热变形分析的对比结果。我们对轮胎模具的3D打印仿真结果进行了变形分析,并确认了模具在Z方向的两端都发生了变形。最大变形出现在 Z方向,为1.1 mm,最小变形在–Z方向,为0.7 mm。仿真结果(1.1毫米)与实际结果(1.5毫米)相比,相差约0.4毫米,但能够确认的是仿真得到变形与实际变形位置及趋势相同(图3)。图. 3 轮胎模具热变形分析结果(Source_Metal3D)
打印完成后首先要检查的是后处理完成后最终3D打印产品的尺寸和形状是否准确反映了STL文件的原始设计数据。我们使用3D扫描仪对打印的轮胎模具进行了检查验证,并得到模具在Z轴方向上产生约1.5毫米的变形(图3)。在热变形分析时所使用的变形补偿方法,其目的是提高轮胎模具的精度。我们生成了轮胎模具变形补偿后的STL文件,继续使用与真实3D打印工艺相同的条件,并对支撑进行了重新定位,然后对其进行了仿真分析,对使用3D打印变形补偿的模型所得到的热变形结果进行了研究。如图3所示,可以确定,使用与目标模具几何相比,使用变形补偿后的模型进行打印,热变形降低到0.04 mm。过使用变形补偿设计,能够显著减少变形,这也证明了变形补偿功能的重要性。如图3所示,通过使用变形补偿方法,并对实际打印轮胎模具进行扫描,实测结果最大变形仅为0.03mm。这意味着达到了要求的公差精度(这是比较好的结果)。未来轮胎制造工艺的革新将取决于能够制造出复杂且精确的集成轮胎模具。通过借助本次研究所提出的补偿方法,我们相信增材制造技术生产模具有利于优化轮胎胎面设计,并借由减少轮胎生产时产生的次品。
本文作者:
Seung Ho Lee, Research Engineer, Metal 3D, Korea;
chairman of the Korean Additive manufacturing User Group (KAMUG) and Professor at Inha University;
Hyeon Jin Son : Senior Research Engineer, Winforsys.