剪切损伤及冲压过程分析

冲压工艺设计是薄板冲压成型技术的关键,其过程非常复杂,涉及力学中的三大非线性问题,即几何非线性(冲压中板料产生大位移、大转动和大变形)、材料非线性(材料在冲压中产生的弹塑性变形)、边界非线性(模具的型面与板料接触产生非线性摩擦关系)。
本文以铝板冲压过程为例,探索ABAQUS仿真金属剪切损伤的方法。
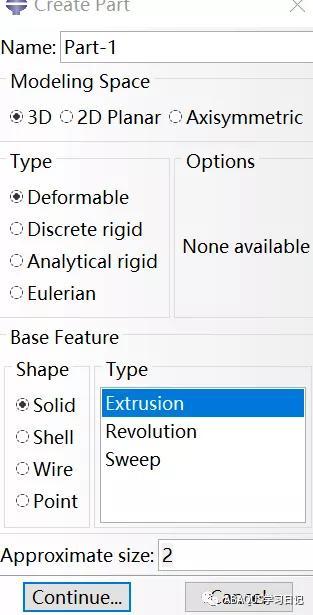
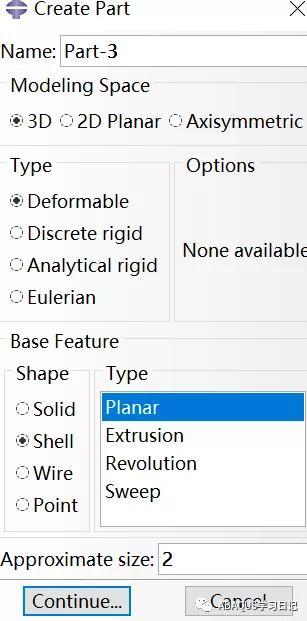
1.建立part:需要建立4个part,分别为冲子、压板、铝板和模具。
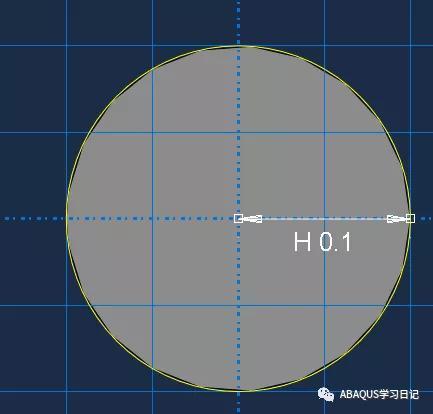
首先建立冲子的模型,三维可变形的实体,以m为单位制。
草图为半径为0.1的圆,拉伸长度为0.5。
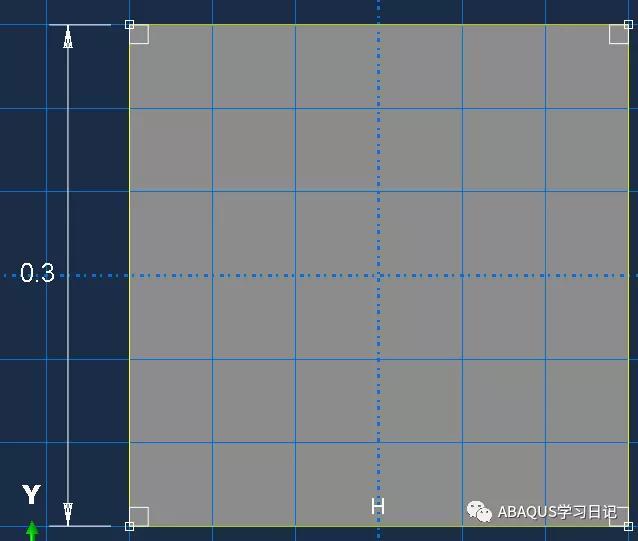
创建压板部件Part-2,其部件属性同上,其草图如下,拉伸尺寸为0.01。
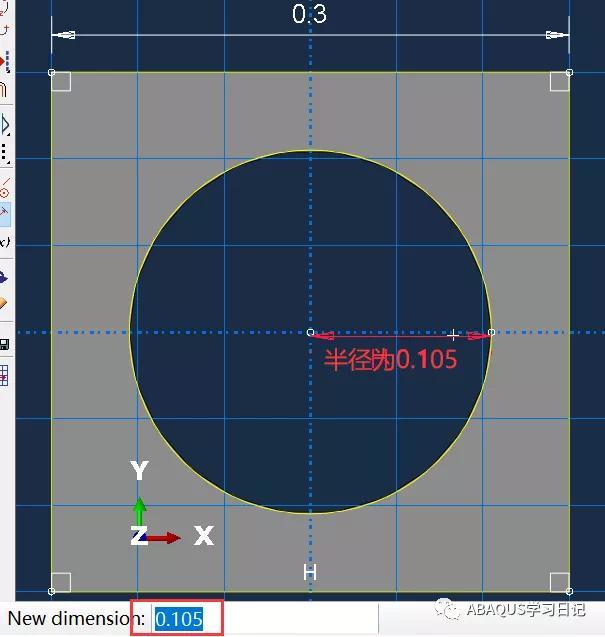
创建铝板Part-3,由于铝板非常薄,可以看作是壳体,因此部件属性为三位可变形的壳。

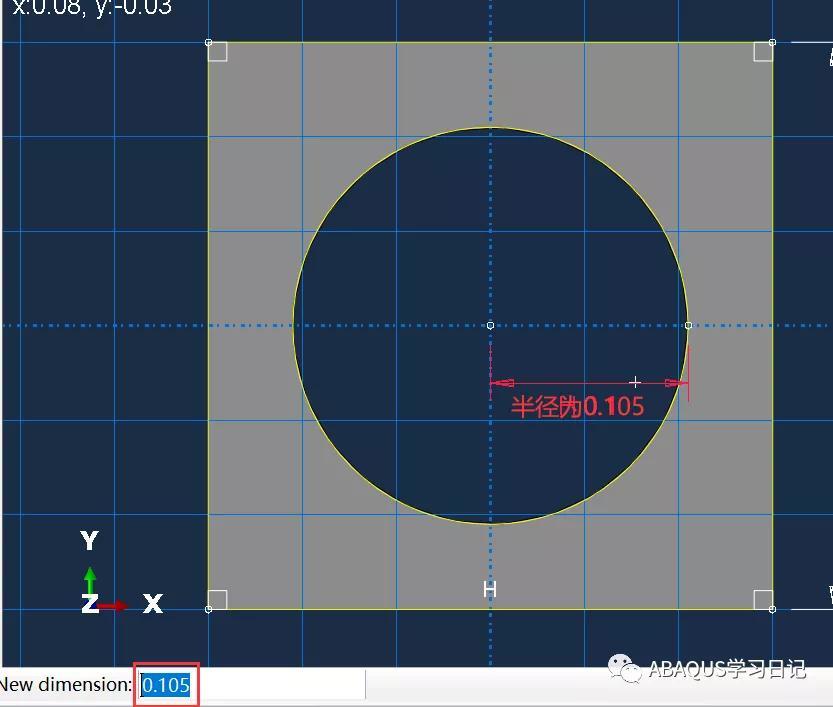
创建模具Part-4,部件属性同冲子,其草图如下,拉伸厚度为0.4。
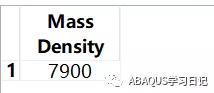
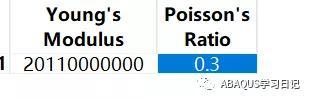
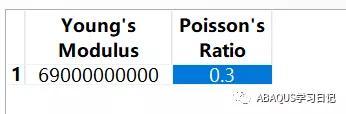
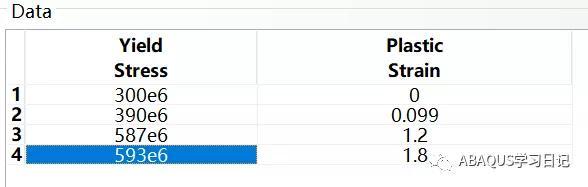
2.创建材料属性:冲子、压板、模具都为钢材且在冲压过程中认为是刚体,不发生变形,因此不用考虑塑性,只用设置密度、弹性模量和泊松比,铝板在冲压过程中会经历弹性变形、塑性变形及损伤演变三个阶段,因此其材料属性不仅要设置密度、弹性模量和泊松比,还要设置塑性参数及剪切损伤参数。
钢的材料参数如下图:
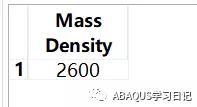
铝的材料参数如下图:
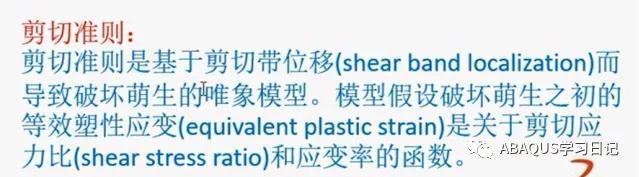
铝板在冲压过程受到的是剪切损伤,满足剪切准则。


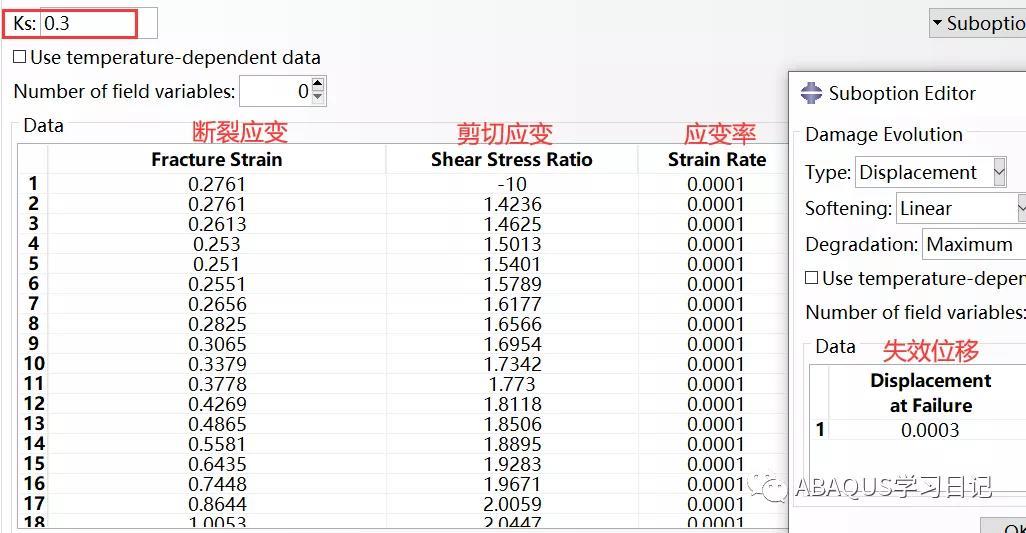
上图为铝的剪切损伤部分参数,全部参数可查看inp文件。
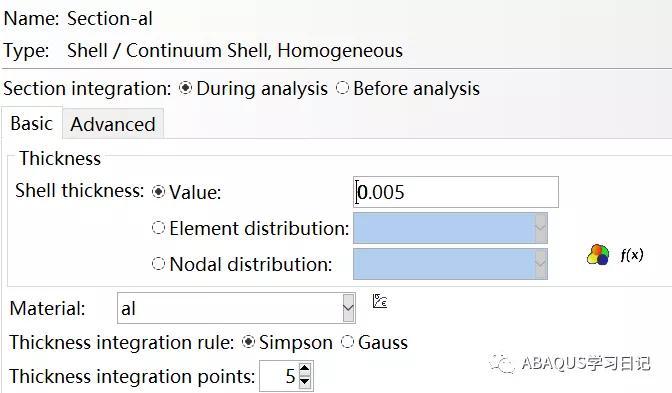
接着设置截面属性。钢的截面属性为solid,Homogenous。铝的截面属性为shell,Homogenous,厚度为0.005,如下图。
分别将钢的截面属性赋予冲子、压板、模具,铝的截面属性赋予铝板。
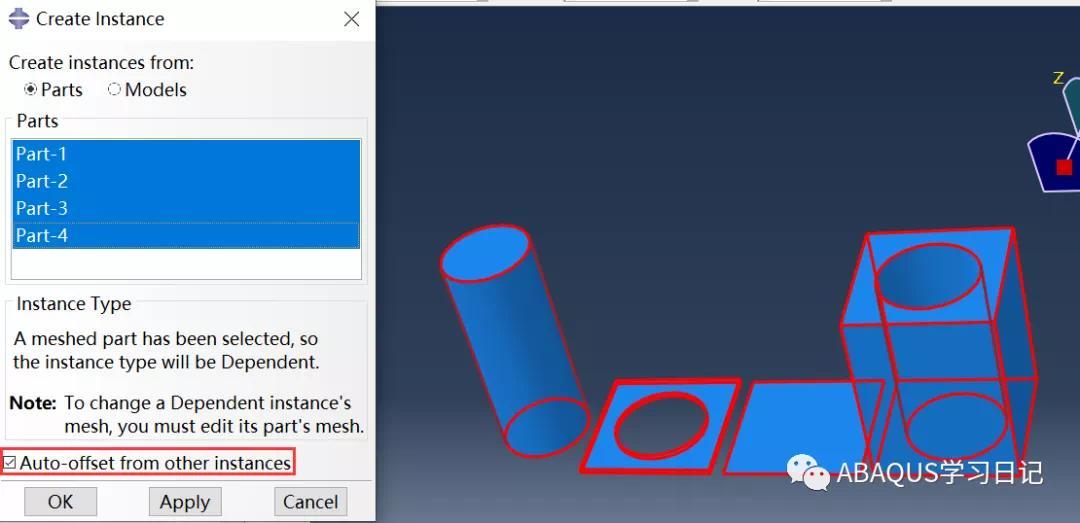
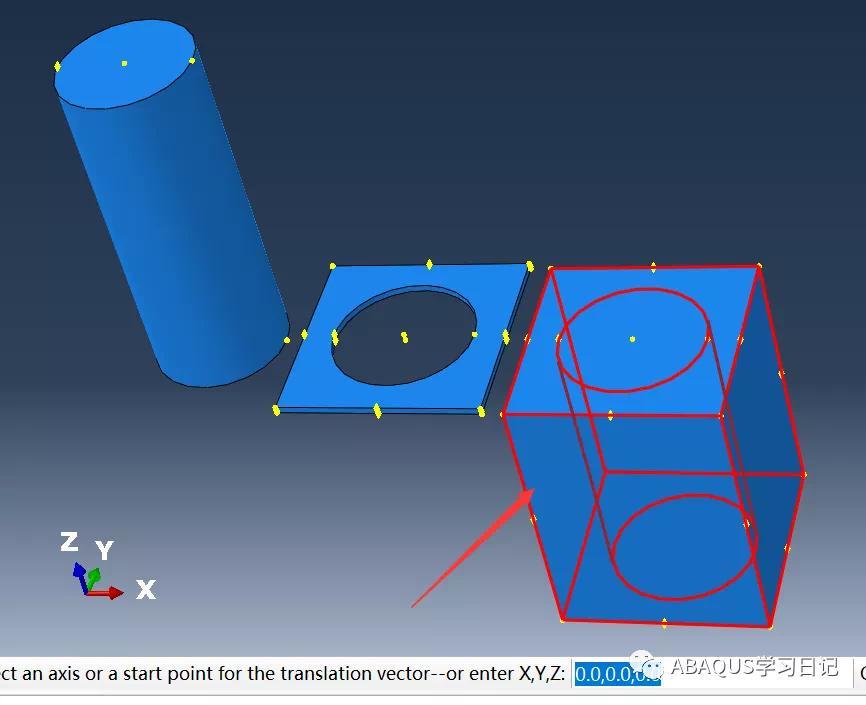
3.创建装配体。在创建装配体时,选中四个部件,同时要选中红框的内容,目地是将这四个部件分开,避免都聚在一起,不容易装配。
接着进行平移,装配。
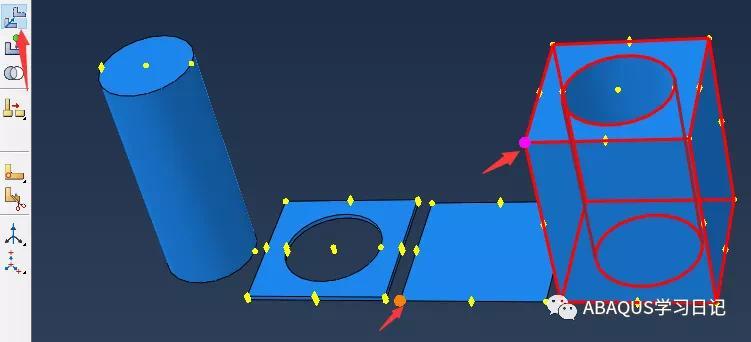
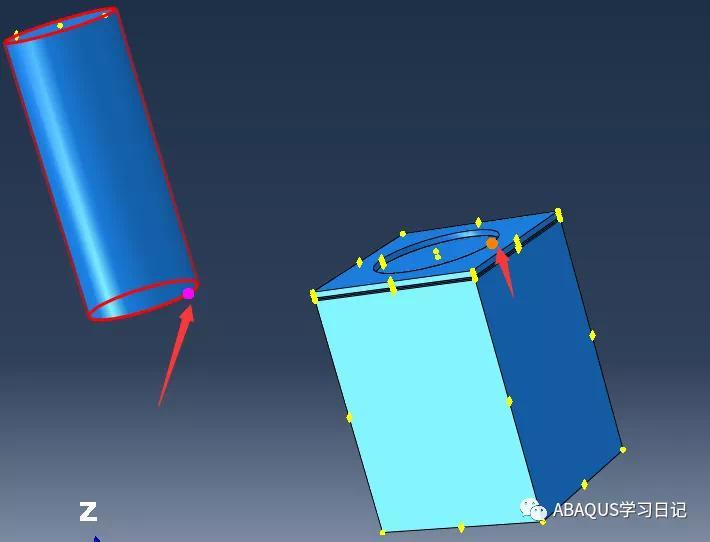
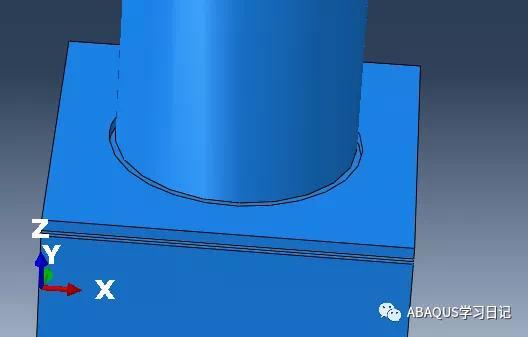
将箭头所指的两个点进行重合。重合后如图所示:
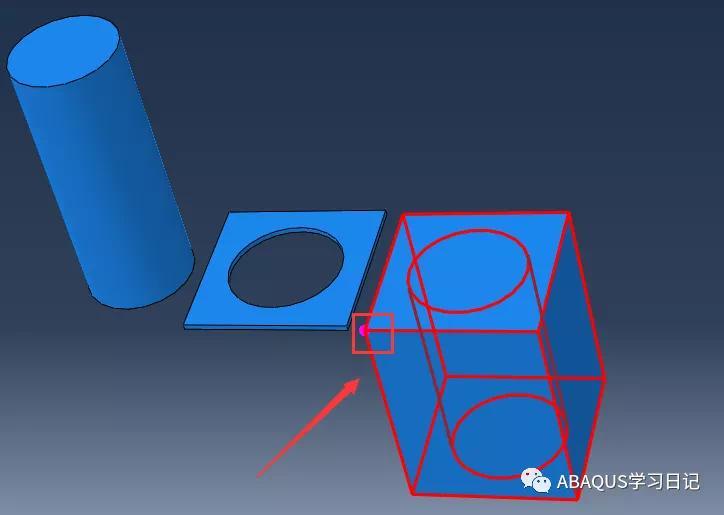
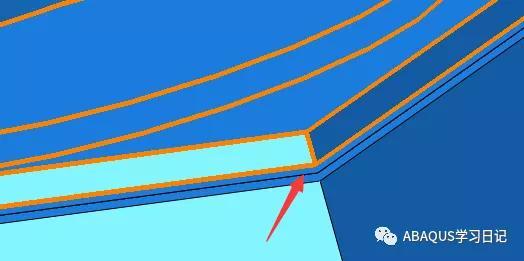
实际上壳有一定的厚度,在截面属性中设置壳的厚度为0.005。ABAQUS默认显示的是壳的中性面,因此铝板与模具的距离为0.0025。选中模具,将其沿z轴方向平移-0.0025。


平移后效果如下图所示,铝板中性面与模具之间的有0.0025的距离。

相同的方法将压板平移到铝板中性面上,然后将压板沿z轴平移0.0025。

接着平移冲子。

此时冲子没有在中心位置,需将其沿x轴平移-0.005。
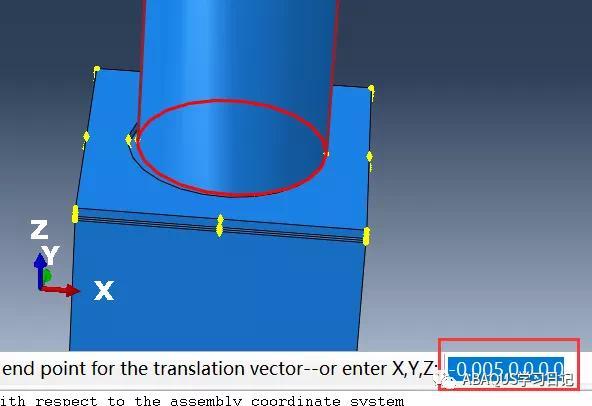
平移后装配完成,其效果如下图所示。
4.建立分析步 。
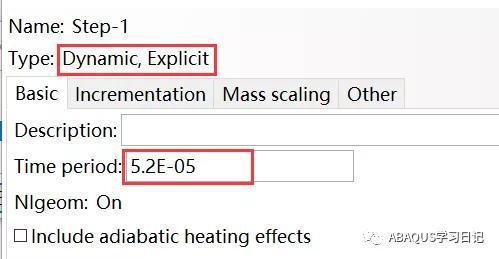
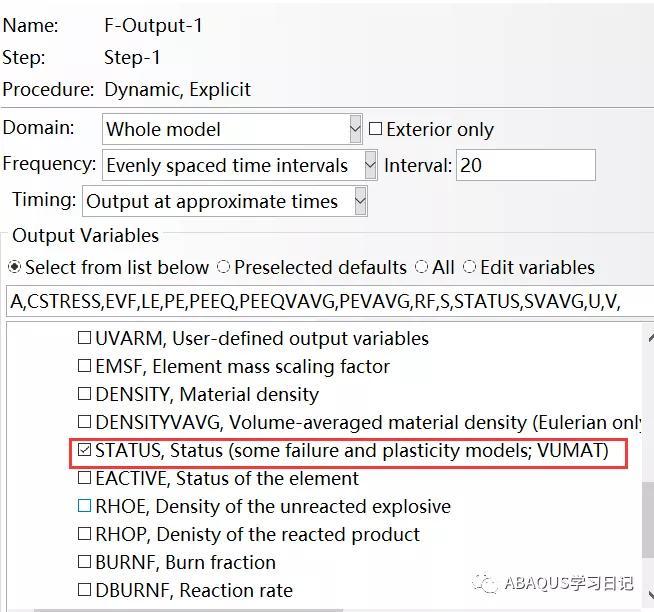
输出变量要选择STATUS。
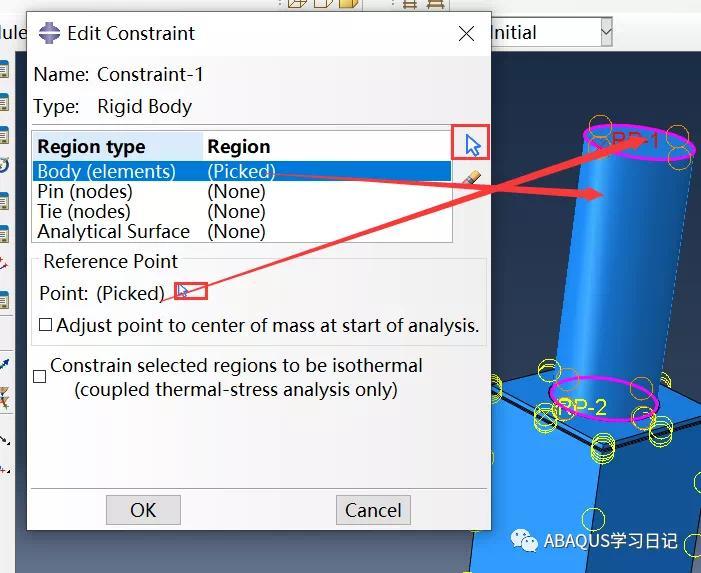
5.建立接触。在建立接触时,先创建三个参考点,参考点的位置分别在冲子、压板、模具上。
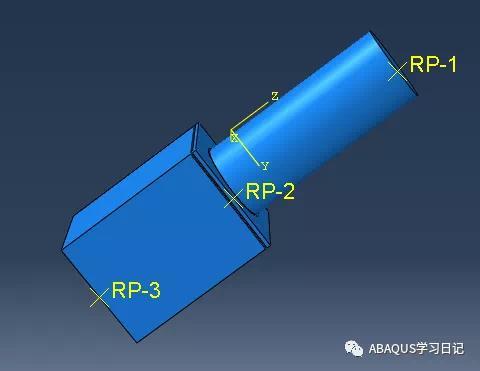
建立刚体约束(把变形体约束为不会发生平移的刚体)。Boby选择冲子(点击箭头可以选择),point选择冲子上的参考点RP-1。
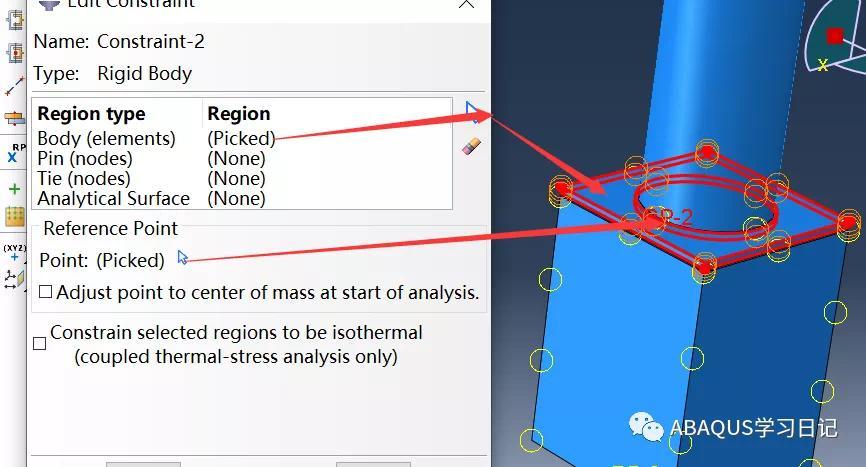
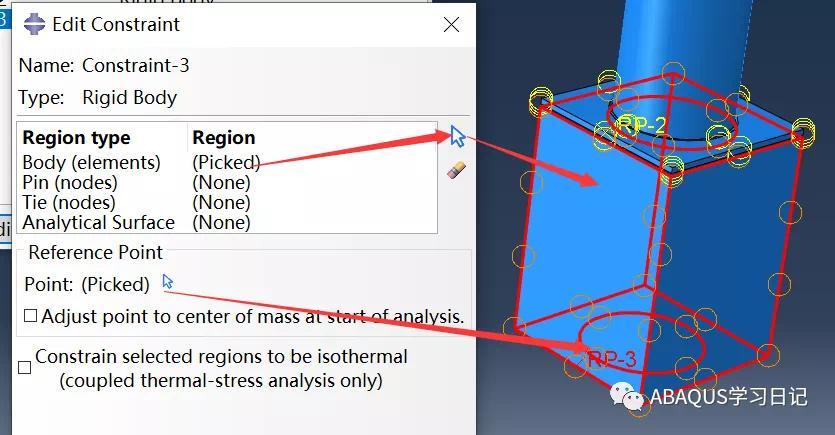
采用相同的方法把压板和模具约束为刚体。
设置接触摩擦系数。
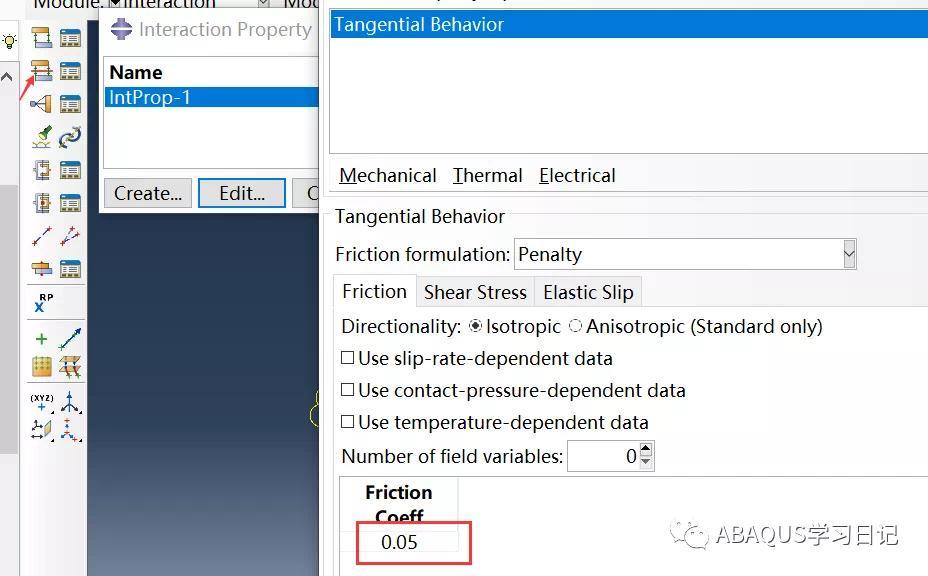
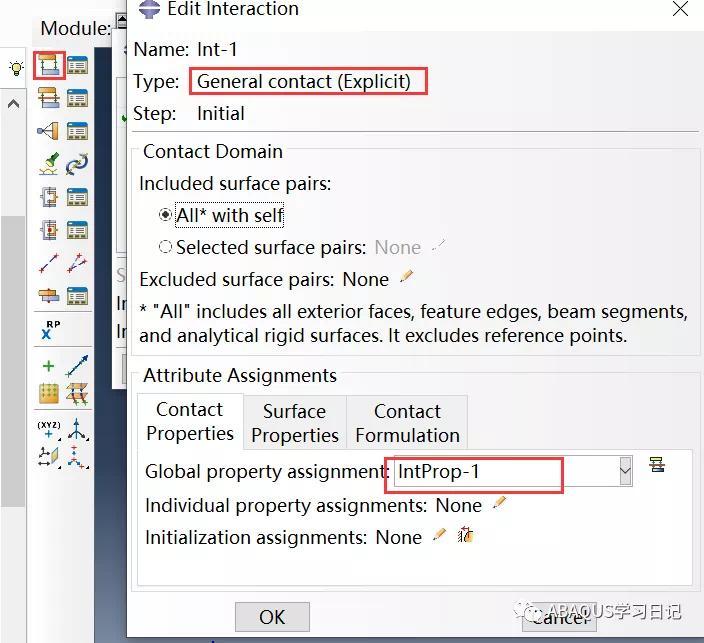
建立接触关系。选择通用接触,接触摩擦选择上一步建立的。
6.建立边界条件。约束压板、模具为完全固定。因为将RP-2、RP-3分别与压板、模具建立了刚体约束,所以约束RP-2、RP-3就是约束了压板、模具。

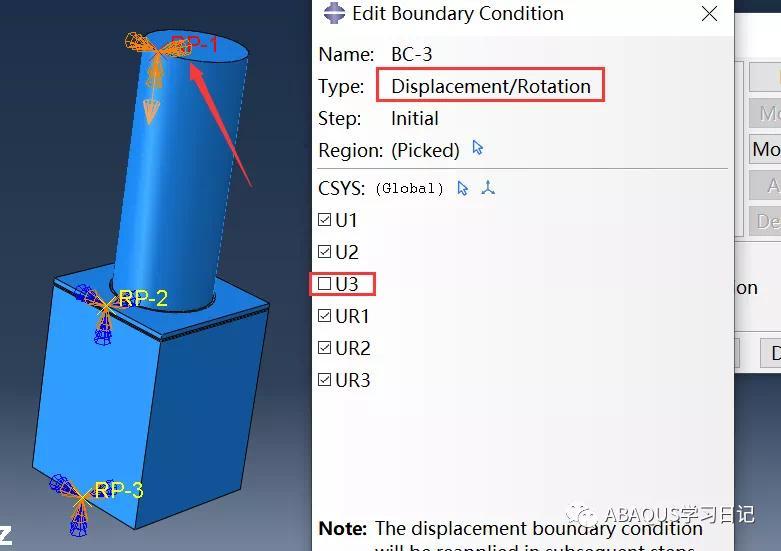
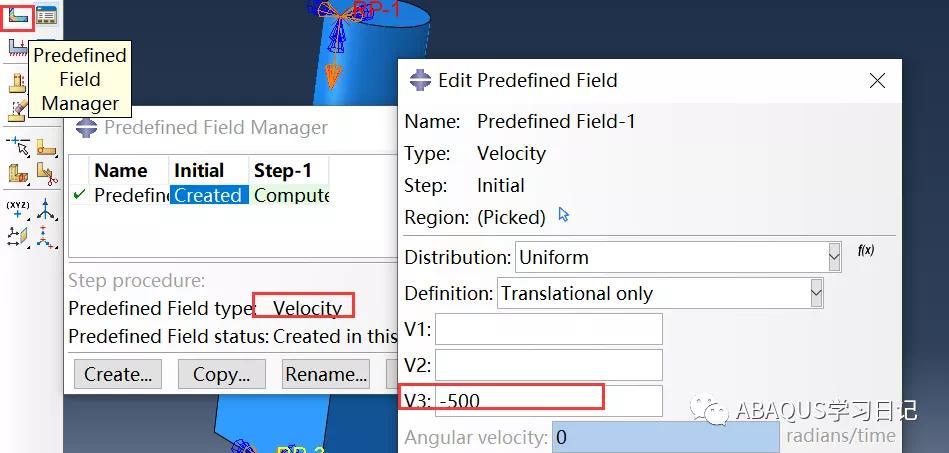
冲子在z方向有一个500m/s的初速度,因此只能在z轴方向进行平移,其他方向固定。边界条件的设置如下如下:
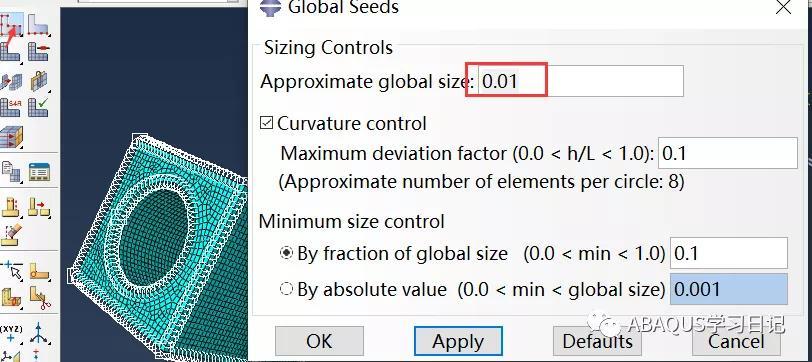
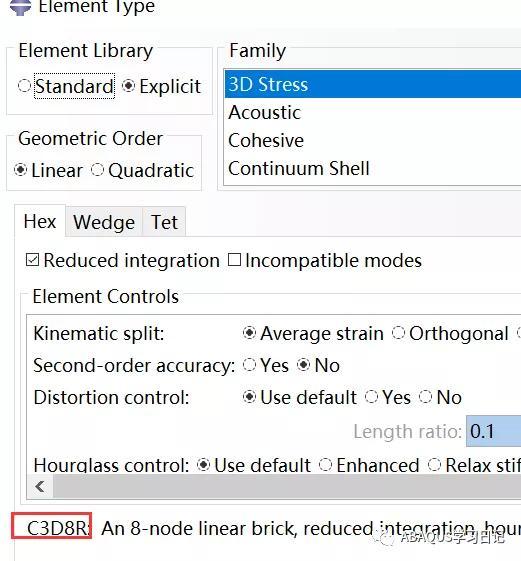
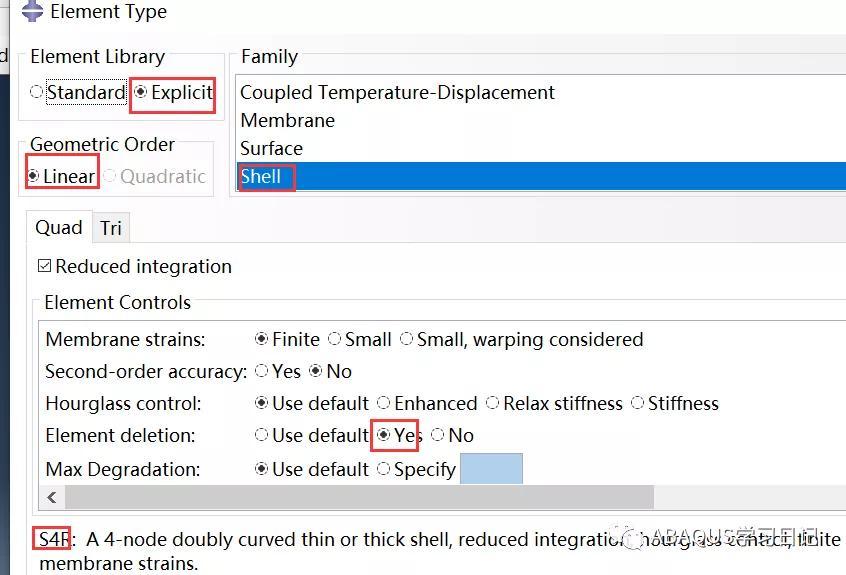
7.网格划分。四个部件的单元尺寸设为0.01,这四个部件的单元类型都是线性的,它们涉及到了接触问题。冲子、压板、模具的单元类型为C3D8R,铝板的单元类型为S4R。
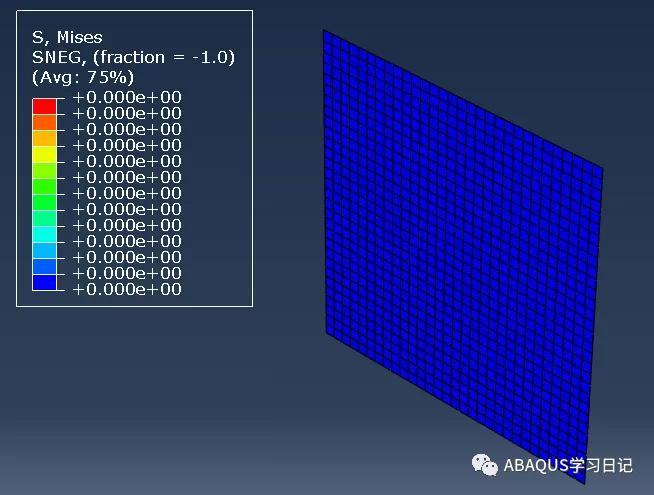
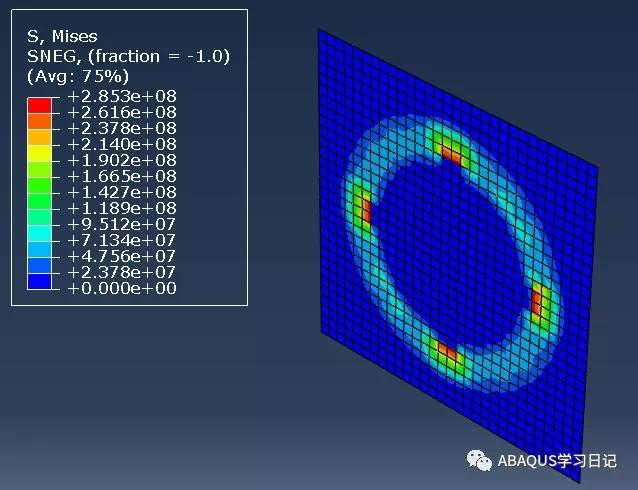
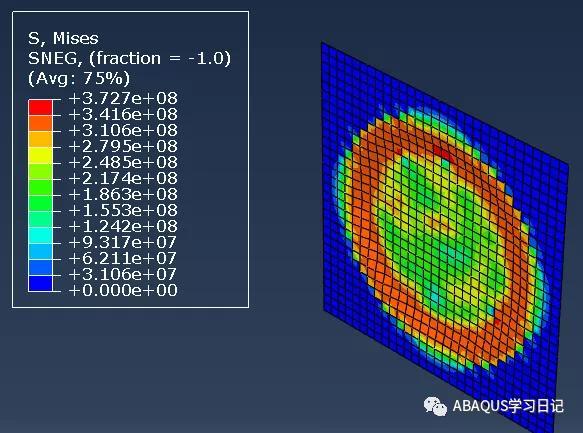
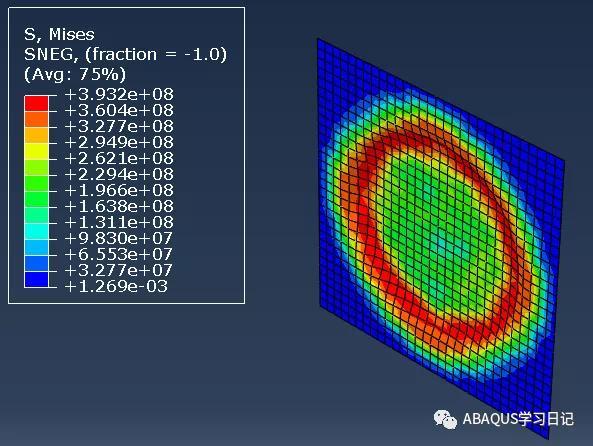
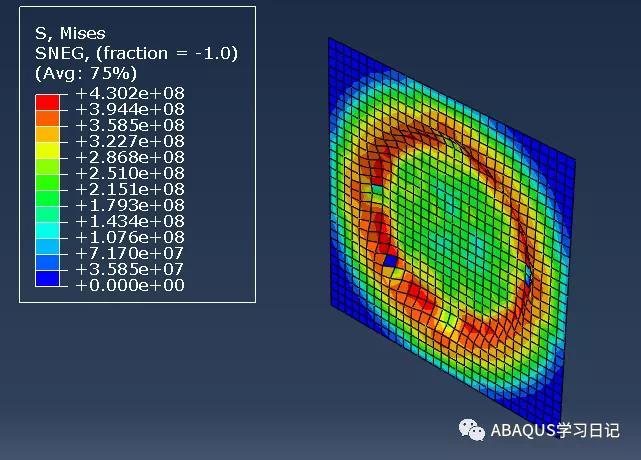
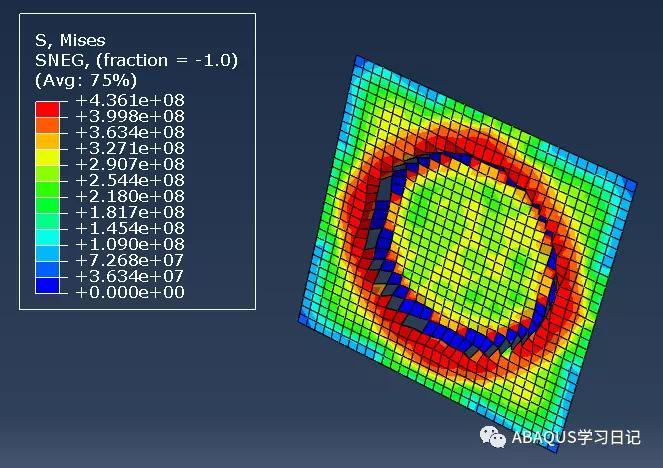
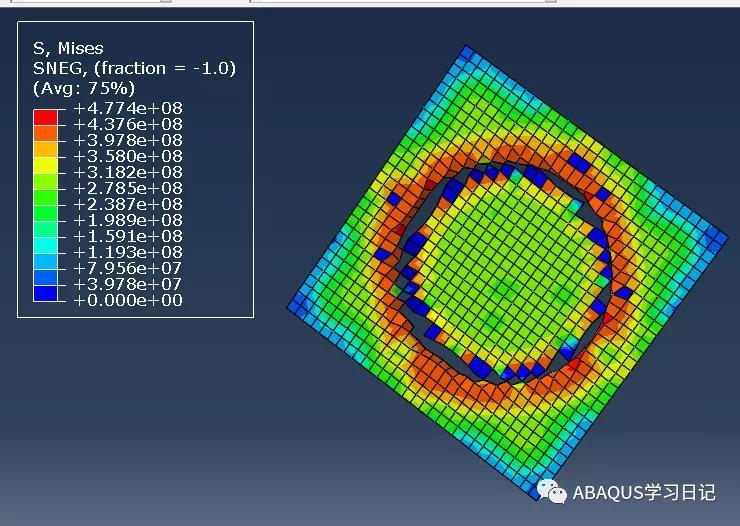
8.后处理。隐去冲子、压板和模具,分析铝板被冲压过程中的变形情况及应力。
----------------THE END-----------
源文件input链接:https://pan.baidu.com/s/1iXChOp6h4X7xoAGEMU_PJw
提取码:mvvv,本文经授权转自ABAQUS学习日记



