课堂:金属材料失效分析之磨损失效

来源:材易通
金属材料常见失效形式及其判断
金属材料在各种工程应用中的失效模式主要由断裂、腐蚀、磨损和变形等。

磨损失效
磨损是由于机械作用、化学反应(包括热化学、电化学和力化学等反应),材料表面物质不断损失或产生残余变形和断裂的现象。磨损是发生在物体上的一种表面现象,其接触表面必须有相对运动。磨损必然产生物质损耗(包括材料转移),而且它是具有时变特征的渐进的动态过程。
磨损按磨损机理可分为粘着磨损、磨粒磨损、疲劳磨损、腐蚀磨损、冲蚀磨损、微动磨损,按环境介质可分为干磨损、湿磨损、流体磨损。
01磨料磨损
外界硬颗粒或者对磨表面上的硬突起物或粗糙峰在摩擦过程中引起表面材料脱落的现象, 称为磨粒磨损(又称磨料磨损)。磨粒是摩擦表面互相摩擦产生或由介质带入摩擦表面。
磨粒磨损是最普遍的一种形式,主要出现在采矿、钻探、建筑、运输与农业等机械相关零部件,据统计,工业中磨粒磨损造成的损失约占总的50%左右。
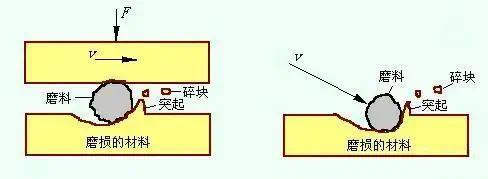
磨料磨损示意图
按力的作用特点划分为划伤式磨损、碾碎式磨损和凿削式磨损。
划伤式磨损属于低应力磨损。低应力的含义是指磨料与构件表面之间的作用力小于磨料本身压溃强度。
碾碎式磨损属于高应力磨损。当磨料与构件表面之间接触压应力大于磨料的压溃强度时,磨粒被压碎,一般金属材料表面被划伤,韧性材料产生塑性变形或疲劳,脆性材料则发生碎裂或剥落。
凿削式磨损的产生主要是由于磨料中包含大块磨粒,而且具有尖锐棱角,对构件表面进行冲击式的高应力作用,使构件表面撕裂出很大的颗粒或碎块,表面形成较深的坑。这种磨损常在运输或破碎大块磨料时发生,典型实例如颚式破碎机的齿板、辗辊等。
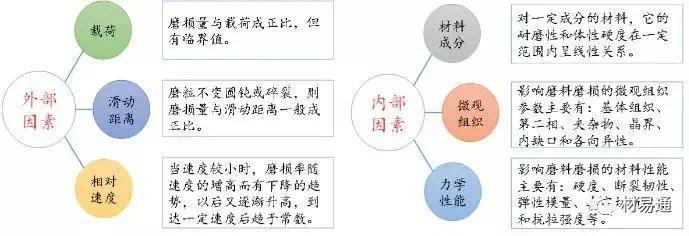
磨粒磨损的影响因素
磨粒磨损的改善措施:(1)对于以切削作用为主要机理的磨粒磨损应增加材料硬度;(2)根据机件的服役条件,合理选择相应的耐磨材料;(3)采用渗碳、渗氮共渗等化学热处理提高表面硬度;(4)机件的防尘和清洗。
02粘着磨损
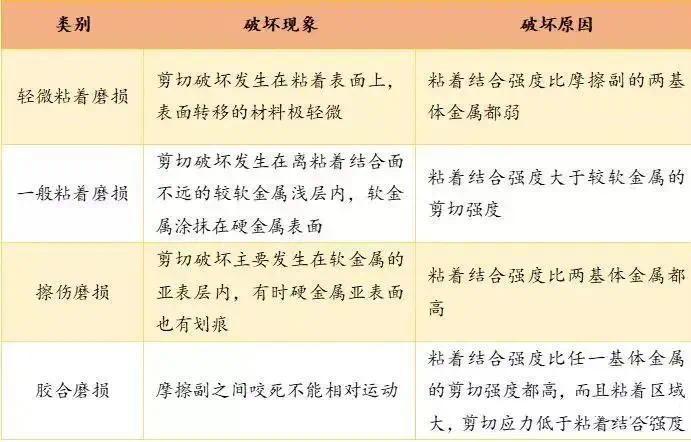
当摩擦副相对滑动时, 由于粘着效应所形成结点发生剪切断裂,被剪切的材料或脱落成磨屑,或由一个表面迁移到另一个表面,此类磨损称为粘着磨损。
粘着磨损的特征是磨损表面有细的划痕,沿滑动方向可能形成胶体的裂口。最突出的特征是表层金相组织和化学成分均有明显变化。磨损产物多为片状或小颗粒。
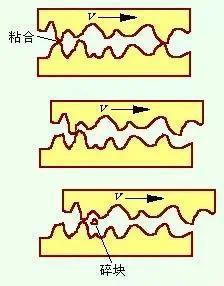
粘着磨损示意图
根据粘合强度、金属本体强度与切应力三者之间的不同关系,可以把粘着磨损分为四类:
粘着磨损的影响因素
(1)摩擦副材料性质的影响
脆性材料比塑料材料的抗粘着能力高;
相同金属或互溶性大的材料摩擦副易发生粘着磨损,反之则不易发生粘着磨损;
多相金属也不容易发生粘着磨损;
表面处理可以减小粘着磨损;
硬度高的金属比硬度低的金属抗粘着能力强。
(2)载荷与速度的影响
载荷增加——粘着磨损加剧,但有临界载荷;
在压力一定的情况下,粘着磨损随滑动速度的增加而增加,在达到某一极大值后,又随着滑动速度的增加而减少。
(3)表面温度的影响
表面温度升高可使润滑膜失效,使材料硬度下降,摩擦表面容易产生粘着磨损。
(4)润滑油、润滑脂的影响
在润滑油、润滑脂中加入油性或极压添加剂能提高润滑油膜吸附能力及油膜强度,能成倍地提高抗粘着磨损能力。
03冲蚀磨损
冲蚀磨损是指流体或固体颗粒以一定的速度和角度对材料表面进行冲击所造成的磨损。
根据颗粒及其携带介质的不同,冲蚀磨损又可分为气固冲蚀磨损、流体冲蚀磨损、液滴冲蚀和气蚀等。
造成冲蚀的粒子通常都比被冲蚀的材料的硬度大。冲蚀磨损与腐蚀磨损的区别是前者对材料表面的破坏主要是机械力作用引起,腐蚀磨损只是第二位的因素;而腐蚀磨损则是在腐蚀介质中摩擦副的磨损,是腐蚀和磨损综合作用的结果。
冲蚀磨损的影响因素
(1)冲蚀粒子
粒度对冲蚀磨损有明显有对冲蚀磨损有明显的影响, 一般粒子尺寸在20-200μm范围内,材料磨损率随粒子尺寸增大而上升。当粒子尺寸增加到某一临界值时,材料的磨损率几乎不变或变化缓慢,这一现象称为"尺寸效应" 。粒子的形状也有很大影响,尖角形粒子与圆形粒子比较,在相同条件下,都是45°冲击角时,多角形粒子比圆形粒子的磨损大4倍,甚至低硬度的多角形粒子比较高硬度的圆形粒子产生的磨损还要大。粒子的硬度和可破碎性对冲蚀率有影响,因为粒子破碎后会产生二次冲蚀。
(2)攻角
材料的冲蚀率和粒子的攻角有密切关系。当粒子攻角为20°~30°时,典型的塑性材料冲蚀率达最大值,而脆性材料最大冲蚀率出现在攻角接近90°处。攻角与冲蚀率关系几乎不随入射粒子种类、形状及速度而改变。
(3)速度
粒子的速度存在一个门槛值,低于门槛值,粒子与靶面之间只出现弹性碰撞而观察不到破坏,即不发生冲蚀。速度门槛值与粒子尺寸和材料有关。
(4)冲蚀时间
冲蚀磨损存在一个较长的潜伏期或孕育期,磨粒冲击靶面后先使表面粗糙,产生加工硬化,此时未发生材料流失,经过一段时间的损伤积累后才逐步产生冲蚀磨损。
(5)环境温度
温度对冲蚀磨损的影响比较复杂,有些材料在冲蚀磨损中随温度升高磨损率上升;但也有些材料随温度升高磨损有所减少,这可能是高温时形成的氧化膜提高了材料的抗冲蚀磨损能力,也有可能是温度升高,材料塑性增加,抗冲蚀性能提高。
(6)靶材
靶材除本身的性质以外,还与磨粒的几何形状、尺寸、硬度、攻角、速度和温度等条件密切相关。
04微动磨损
微动磨损指受压配合面在微小幅度的振动下所引起的表面损伤,包括材料损失、表面形貌变化、表面或亚表层塑性变形或出现裂纹等,称为微动磨损。微动磨损是一种复合磨损(粘着、磨粒、疲劳、腐蚀)。
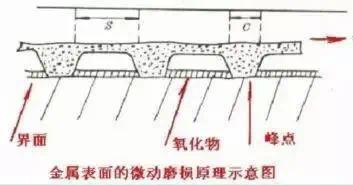
金属表面的微动磨损原理示意图
微动磨损可以分为两类。第一类是该构件原设计的两物体接触面是静止的,只是由于受到振动或交变应力作用,使两个匹配面之间产生微小的相对滑动,由此造成磨损。第二类是各种运动在停止运转时,由于环境振动而产生微振造成磨损。
工程中常见的微动磨损
(1)轴承
滚动轴承存三个部位可能发生微动损伤,轴承和轴承座、轴的紧配合面及滚珠或滚柱和座圈之间。
(2)压配合
机车主轴一般用压配合装入轮毅中,运行过程中,在负荷的作用下,轴发生弯曲,和轮毅配合段的两端出现微动。
(3)榫槽配合
航空发动机的涡轮叶片榫头和轮盘配合,叶片相当于一端固定的悬梁臂,由于受强烈气流冲击而处在弯曲复合振动状态,从而使榫槽受到微动磨损,导致配合松动并萌生疲劳裂纹。
(4)铆接
飞机上广泛使用铆接。据估计,各种飞机上90%的疲劳裂纹起源于微动部位,而其中又以铆接和螺纹连接占多数。
(5)钢丝缆绳
由于其本身的柔性必然导致丝对丝或股对股之间的滑动,缆的往复运动造成一复杂的疲劳应力。
(6)核工业中的热交换器和压力管燃料元件
反应堆中的燃料,用耐辐射和耐磨性好的锆合金和镁合金包覆,在冷却液流作用下,各包覆件之间发生微动磨损,最终将包覆层磨穿。
微动磨损过程
微动磨损是一个复杂的过程,包含粘着、氧化、磨粒和疲劳等的综合作用。
微动磨损的过程一般是相互接触的两个物体表面,由于接触压力的作用使微凸体产生塑性变形和粘着,在小振幅振动作用下,粘着点可能被剪切并脱落,剪切表面被氧化。由于表面紧密配合,脱落的磨屑不易排出,在两表面间起着磨粒作用,加速微动磨损过程。
微动磨损初始阶段材料的流失机制主要是粘着和转移,其次是凸峰点的犁削作用。对于较软材料可出现严重塑性变形,由挤压直接撕裂材料,这个阶段摩擦因素及磨损量均较高。
当产生的磨屑足以覆盖表面后,粘着减弱,逐步进入稳态阶段。这时,摩擦因数及磨损率均明显降低,磨损量和循环数成线性关系。由于微动的反复切应力作用,造成亚表面裂纹萌生, 形成脱层损伤,材料以薄片形式脱离母体。刚脱离母体的材料主要是金属形态。它们在二次微动中变得越来越细并吸收足够的机械能以致具有极大的化学活性,在接触空气瞬间即完成氧化过程,成为氧化物。氧化磨屑既可作为磨料加速表面损伤,又可分开两表面,减少金属间接触,起缓冲垫作用,大部分情况下,后者作用更显著,即磨屑的主要作用是减轻表面损伤。
微动磨损的特征与判断
(1)表面特征
钢的微动损伤表面粘附着一层红棕色粉末,当将其除去后,观察到许多小麻坑。其形状不同于点蚀,它有两种类型,一种为深度不到5μm的不规则的长方形浅平坑,另一种为较深(可达50μm左右)且形状较规则的圆坑。
(2)磨屑特征
钢铁微动磨屑的重要标志是红棕色磨屑。
对于其他金属,大多数情况下, 磨屑为该种金属的最终氧化态。不活泼的金属如金和铂的磨屑由纯金属组成。磨屑的大小和成分与振幅有关,振幅较大时,磨屑直径较大,金属的比例也较高。材料的硬度影响磨损量,也影响磨屑的大小和成分,材料越硬,磨屑越细,氧化物的比例也越大。
05腐蚀磨损
两物体表面产生摩擦时,工作环境中的介质如液体、气体或润滑剂等,与材料表面起化学或电化学反应,形成腐蚀产物,这些产物往往粘附不牢,在摩擦过程中剥落下来,其后新的表面又继续与介质发生反应。这种腐蚀和磨损的反复过程称为腐蚀磨损。
腐蚀磨损分类
腐蚀磨损可分为化学腐蚀磨损和电化学腐蚀磨损。化学腐蚀磨损又可分为氧化磨损和特殊介质腐蚀磨损。
腐蚀磨损是一种极为复杂的磨损形式,它是材料受腐蚀和磨损综合作用的磨损过程,对环境、温度、介质、滑动速度、载荷大小及润滑条件等极为敏感,稍有变化就可使腐蚀磨损发生很大变化。
(1)化学腐蚀磨损
化学腐蚀磨损最常见的是氧化磨损。氧化磨损的实质是金属表面与气体介质发生氧化反应,生成氧化膜。
脆性氧化膜与金属基体差别大,在达到一定厚度时,很容易被摩擦表面上的微凸体的机械作用去除,暴露出新的基体表面又开始新的氧化过程,膜的生长与去除反复进行。
当氧化膜的韧性较好,而且比金属基体还软时,若受摩擦表面微凸体机械作用,可能有部分被去除,在继续磨损过程中,氧化仍然在原有氧化膜的基础上发生,这种磨损较脆性氧化膜的磨损轻。
(2)电化学腐蚀磨损
电化学腐蚀磨损按腐蚀磨损产物被机械或腐蚀去除的特点也可分为两种磨损。一种是在均匀腐蚀条件的磨损过程中,局部腐蚀产物被磨料或硬质点的机械作用去除,使之裸 露金属基底,但随后又在磨损处形成新的腐蚀产物,经过反复作用,此处腐蚀速度比腐蚀产物始终覆盖的其他部分快得多,严重得多。此类磨损称均匀腐蚀条件下的腐蚀磨损。
多相材料,尤其是含有碳化物的耐磨材料,由于碳化物与基体之间存在较大的电位差,形成腐蚀电池,产生相间腐蚀,极大削弱了碳化物与基体结合力,在磨料或硬质点的作用下,碳化物很容易从基体脱落或发生断裂。
另一种情况是形成局部腐蚀电池。由于磨料的磨损作用,金属材料表面产生不均匀的塑性变形,塑性变形强烈的部分成为阳极,首先受到腐蚀破坏,或者溶解,或者形蚀产物,在磨料的继续作用下,腐蚀产物很容易被去除形成二次磨损。这一塑性变形就是应变差异腐蚀电池的作用,它可使腐蚀速度提高两个数量级左右。
腐蚀磨损的特征
腐蚀磨损过程中,氧化膜断裂和剥落,形成了新的磨料,使腐蚀磨损兼有腐蚀与磨损双重作用。但腐蚀磨损又不同于一般的磨料磨损。腐蚀磨损不产生显微切削和表面变形,其主要磨损表面有化学反应膜或麻点。麻点比较光滑,磨屑多是显微细粉末状的氧化物,也有薄的碎片。钢摩擦副相互滑动的氧化磨损,沿滑动方向呈现出匀细的磨痕。磨屑是暗色的片状或丝状物,片状磨屑为红褐色的Fe2O3,而丝状的是灰黑色的Fe3O4。
影响腐蚀磨损的因素
(1)PH值
一般来讲,PH<7时,随着酸性增加腐蚀磨损量增加。在7<PH<12在相对运动速度不太高的情况下,随碱性增加,腐蚀磨损量下降。
(2)温度
在其他条件相同的情况下,腐蚀磨损的速度一般随温度升高而增加。
(3)化学成分
化学成分是主要影响因素。对不同介质条件,在Fe-C合金中,加入适量的Cr、V、B等元素可提高耐磨性。不同介质加入不同合金元素才能获得良好的效果。
06疲劳磨损
当两个接触体相对滚动或滑动时,在接触区形成的循环应力超过材料的疲劳强度的情况下,在表面层将引发裂纹并逐步扩展,最后使裂纹以上的材料断裂剥落下来的磨损过程称疲劳磨损。
疲劳磨损与整体疲劳的区别
①裂纹源与裂纹扩展不同。整体疲劳的裂纹源都是从表面开始,一般从表面沿与外加应力成45°的方向扩展,超过两三个晶粒以后,即转向与应力垂直的方向。而疲劳磨损裂纹除来源于表面外,或与表面呈一定角度,一般为10°~30°,而且只限于在表面层内扩展。
②疲劳寿命不同。整体疲劳一般有明显的疲劳极限,低于疲劳极限,疲劳理论寿命可以大大延长。而疲劳磨损尚未发现疲劳极限,疲劳磨损的零件寿命波动很大。
③疲劳磨损的工作条件更复杂更恶劣。疲劳磨损除循环应力作用外,还经受复杂的摩擦过程,可能引起表面层一些列物理化学变化以及各种力学性能与物理性能变化等。
疲劳磨损特征
疲劳磨损典型特征是零件表面出现深浅不同,大小不一的凹坑,或较大面积的表面剥落,简称点蚀或剥落。
点蚀裂纹一般都是从表面开始,向内倾斜扩展,最后二次裂纹折向表面,裂纹以上的材料折断脱落下来即成点蚀。单个点蚀坑的表面形貌常表面为扇形。剥落裂纹一般起源于亚表层内部较深的层次。
纯滚动接触时,裂纹发生在亚表层最大切应力处,裂纹发展慢,经历时间比裂纹萌生长,裂纹断口颜色比较光亮。滚动加滑动的疲劳磨损,因切应力和压应力,易在表面上产生微裂纹,它的萌生阶段往往大于扩展阶段,断口较暗。
疲劳磨损的基本原理
最大的正应力发生在表面,最大的切应力发生在离表面一定距离外。滚动接触时在交变应力的影响下,裂纹就容易在这些部位形核,并扩展到表面而产生剥落。若除滚动接触外还有滑动接触,破坏位置就逐渐移向表面。这是因为纯滑动时,最大的切应力发生在表面。
实际中,由于构件表面粗糙度、材料不均、夹杂物、微裂纹及硬质点,疲劳破坏的位置会改变,所以有些裂纹从表面开始,而有些从次表面开始。
影响疲劳磨损的因素
①材质
材料纯度越高寿命越长,钢中的非金属夹杂物,特别是是脆性的带有棱角的氧化物、硅酸盐以及其他各种复杂成分的点状、球状夹杂物破坏基体的连续性,对疲劳磨损有严重不良影响。此外要控制金属的组织结构。
增加材料的加工硬化硬度对疲劳磨损有重要影响,硬度越高裂纹越难形成,降低表面粗糙度可有效提高抗疲劳磨损的能力;表层内一定深度的残余压应力可提高对接触疲劳磨损的抗力,表面渗碳、淬火、喷丸、滚压等处理都可使表面产生压应力。
②载荷
载荷是影响疲劳磨损寿命的主要原因之一。
一般认为球轴承的寿命与载荷的立方成反比。
③润滑油膜厚度
润滑油黏度高且足够厚时,可使表面微凸体不发生接触,从而不容易产生接触疲劳磨损。由于接触表面压力很高,要选择在超高压下黏度高的润滑油。
④环境
周围环境,如空气中的水、海水中的盐、润滑油中有腐蚀性的添加剂对材料的疲劳磨损有不利的影响。如润滑油中的水会加速轴承钢的接触疲劳失效,甚至很少量都危害重大。
07提高耐磨性的途径
金属材料的磨损主要是发生在表面的变形和断裂过程,提高承受摩擦作用的构件表面的强度和韧性,可提高耐磨性。
对于粘着磨损而言,改善润滑条件,提高氧化膜与基体金属的结合能力,以增强氧化膜的稳定性,阻止金属之间直接接触,以及降低表面粗糙度等都可以减轻粘着磨损。如果是沿接触面上产生粘着磨损,只需降低摩擦副原子间的结合力,最好是采用表面处理,如渗碳、渗氮、渗磷等。
表面处理实际上是在金属表面形成一层化合物层或非金属层,避免摩擦副直接接触,既降低原子间结合力,又减小摩擦因数,可防止粘着。渗硫并不提高硬度,但因降低了摩擦因数,故可防止粘着,特别对高温下和不可能润滑的构件更为有效。
如果粘着磨损发生在较软材料内部,则不但应降低摩擦副的结合力,而且要提高材料本身表层硬度,采用渗碳、渗氮、碳氮共渗及碳氮硼三元共渗等热处理工艺都有一定效果。
对磨粒磨损而言,如果是低应力磨粒磨损,应提高表面硬度。选用含碳较高的钢,并经热处理后获得马氏体组织,是提高抗磨粒磨损的简单方法。但当材料受重载荷,特别是在较大冲击载荷下工作,则基体组织最好是下贝氏体。因为这种组织既有较高硬度又有良好韧性。对于合金钢,控制和改变碳化物数量、分布、形态对提高抗磨粒磨损能力有决定性影响。消除基体中初生碳化物,并使次生碳化物均匀弥散分布,就可以显著提高耐磨性。提高钢中碳化物体积比,一般也能提高耐磨性。钢中含有适量残余奥氏体对提高抗磨粒磨损能力也是有益的。因为残余奥氏体能增加整体韧性,给碳化物以支承,并在受磨损时能部分转变为马氏体使硬度提高。采用渗碳、碳氮共渗等表面热处理也能有效地提高抗磨粒磨损能力。