电驱动系统NVH

NVH为声音、振动、声振粗糙度的英文缩写。对于电动乘用车而言,其主要体现在高频电磁噪音问题。电动车的总噪音水平,普遍低于燃油车。但其频谱更集中,且主要处于人耳的敏感范围,以至于更容易被乘客感受与抱怨。这两类车型噪音的基本关系,如下两图。
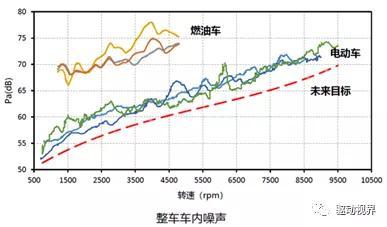
图1 不同转速噪音水平的差异
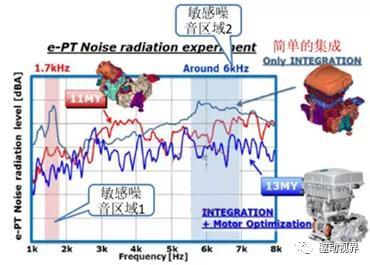
图2 电驱动噪音频率与人耳敏感区关系
其因一般有以下6点:
1、无遮蔽效应:电动车普遍没有发动机与涡轮增压器等,高噪音宽频带的声源,使电磁噪音缺乏遮蔽,而更为凸显;
2、更强的扭矩冲击。电机扭矩响应速度,显著高于燃油车。其瞬时扭矩冲击,将对传动系统的强度与寿命提出更高要求,并加剧抖动和高频振动等NVH问题;
3、以电磁噪音为主。其主要为电机本体的电磁谐波以及控制器的IGBT开关PWM谐波等引起。主要噪音频率较高,又与人耳的敏感范围重合;
4、转速范围更宽。与乘用车常用的5~9档变速箱不同,电动车一般只有1~2档。电机的转速调节范围更宽,意味着振动激励和共振风险的范围更广,使对壳体结构动刚度改善与避开的努力,变得避无所避;
5、轻量化需求强烈。由于电池容量有限,电动车对减重的需求非常强烈。过于轻量的结构也带来刚度的减少,从而加剧共振和噪音放大的风险;
6、高度集成化带来附加噪音。集成化设计有利于减少重量降低成本,但可能引发部分零部件,被振动激励再次激发,并产生更多的噪音等问题。
下图为日产Leaf 电驱动系统,在集成设计后,新增了一组1700Hz左右的共振噪音带。
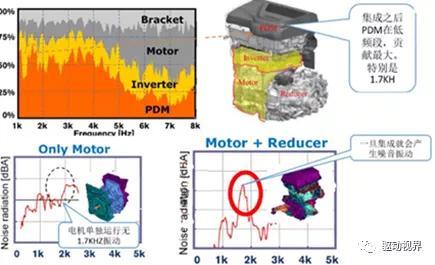
图3 日产Leaf电驱动集成先后噪音变化
有需求的地方,就有努力的方向。为实现良好的NVH性能,各大主机厂及电驱动零部件公司,普遍采用下图所示的V形研发流程。
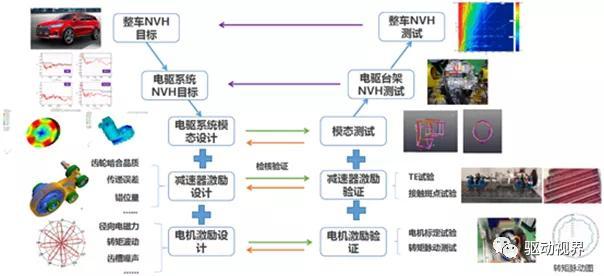
图4 电驱动NVH性能开发V形流程图
在以上流程中,一般根据现有及竞品车型的NVH性能指标,确定下一代车型的总体NVH指标,并逐步拆分传递到电驱动系统中。而后对竞品及现有产品,进行整车与台架测试,积累并了解实际性能。如有可能,对竞品进行测绘与逆向仿真分析,试图了解更细节的设计理念、性能指标、NVH方面的优缺点等。
而后定义新产品的总体结构设计、电机电磁设计、减速机结构与NVH设计、控制器结构设计等方案与性能,并逐步进行试验对标与验证与及时的预判、发现、改良、优化NVH问题。直至满足整车NVH要求或合理成本下的最佳值。
这期间可能会用到D-FEMA、P-FEMA、A3、8D等方法与工具,从而帮助定位问题,改善产品性能与质量。
遇到NVH问题时,由于结构的复杂性及不同部件间的耦合关系,一般无法简单直接的定位问题所在。也可尝试黑白盒测试法,进行筛选和定位。如下图。

图5 噪音分析黑白盒方法
电驱动的NVH问题的预判、重现与改善,主要可从噪音源、传播路径、接受者等三部分进行。
一般重点对噪音源进行优化。其主要受到电机定子电磁脉动谐波以及齿轮啮合传递误差振动等,传递给对壳体产生辐射噪音。其问题来源如下图所示。
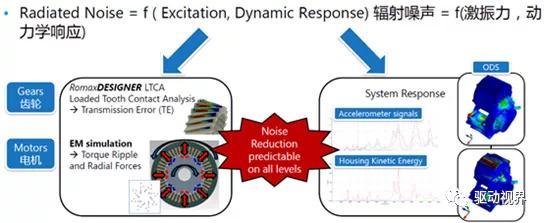
图6 振动激励与噪音关系
传播路径优化,一般从车架和悬置的刚度与阻尼的动力特性设计及匹配方面实现。由于电驱动系统高频振动分量,高于常规燃油车,其对悬置1000Hz及以上的动态特性的仿真与实验需求更高,且大部分同类实验设备,无法准确测量如此高频的性能,可能会对进一步NVH性能优化,产生门槛。
如无法明显改善悬置与车架,也可通过对电驱动表面,包裹声学包进行优化。但带来较高的空间、重量与成本等代价,且有时降噪效果有限。
对接受者端的NVH优化,一般为整车声学设计以及主动消音等。
详细的正向NVH性能开发时,一般采用下图流程进行。
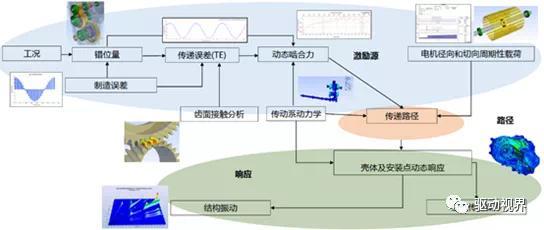
图7 正向NVH开发流程
一般根据载荷工况,计算齿轮啮合引起的动态激励,并与传动系统耦合,得到壳体表面声辐射。同时对考虑控制策略的电机定转子,求解气隙磁场的谐波分量,并据此计算定子振动与噪音。将两者叠加得到总的壳体动态特性,如动刚度及噪音Map图等。
根据仿真和实测的主要噪音阶次,或许可以反向定位主要噪音位置与可能的原因,并加以调整。
如采用提高制造与装配精度、定转子的斜极与斜槽、定转子表面开槽、定子线圈绕线级槽配合、齿轮模态优化、齿面接触斑点与传递误差优化、PWM控制算法优化、主动减震与主动谐波注入、壳体加强筋优化等方法。
逆向NVH性能开发,一般从实物扫描三维模型,并多次样机试验确定最终设计。
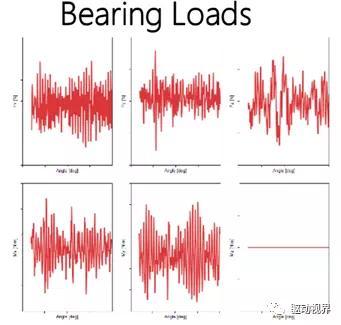
对于减速机,主要为齿轮啮合的不平稳脉动,对轴承位的载荷,则需仿真分析。如下两图。

图8 轴承载荷仿真结果
关于轴承载荷的实验获取。由于减速机形状复杂,局部尺寸较小,不易通过粘贴应变片的方式得到。一般通过加速度传感器和麦克风等,进行侧面了解。
如有可能,推荐采用光弹性方法进行实验。一般借助偏振光及透明壳体模型,并合理加载,再通过观察彩色干涉光纹的分布,间接的等效得到,壳体的传力路径与应力集中程度。
图9 轴承位动态啮合的载荷数据
下图为转动系统的机械振动,对轴承载荷的影响关系。
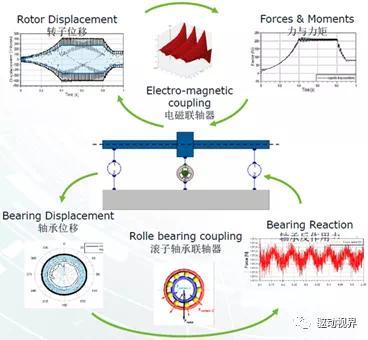
图10 转子系统振动激励影响示意
上图中,轴承刚度与阻尼数据,为关键输入参数。其一般从轴承供应商,通过实验测得,不同载荷下的变形曲线中,并换算而来。
为保证齿轮NVH性能,需准确预测齿轮与壳体变形,导致的齿轮啮合错位量,并使错位引起的振动波动尽量平顺,而后对齿面进行合理修形与壳体刚度设计。
当电机反拖充电运行时,齿轮的反齿面将完全受载,其可能加剧齿轮啸叫的风险。但该工况发生概率与影响程度较低,一般可降级使用。
在交变载荷作用下,减速机壳体可能发生共振。一般利用模态分析与扫频振动分析方法,得到不同阶次振动的响应程度,并汇总至下图,可用于拆分噪音源。

图11 减速机模态Mpa图
下两图为不同设计的齿轮模态阶次,对振动响应的贡献关系。
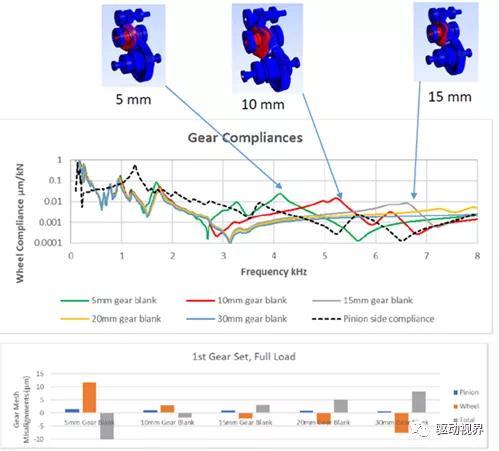
图12 减速机齿轮振动响应关系1
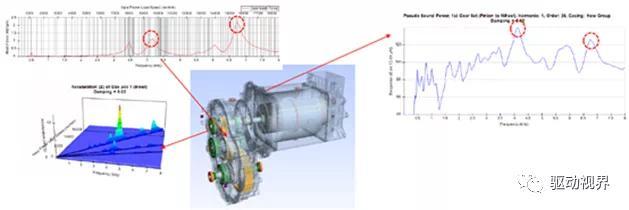
图13 减速机齿轮振动响应关系1
共振引起的NVH问题,一般同时满足以下条件,方较为强烈:
1、某个或某些临近模态阵型与齿轮或电机本体电磁力激励的矢量变化形式接近;
2、模态频率与激励频率,接近至1/4以内;
3、激励作用力拥有足够的能量;
4、激励作用时间足够长,使得振动响应可累计;
5、系统阻尼过小,振动能量无法耗散。
如需优化,则需逐步破坏以上形成条件。
当发现NVH问题时,尽量在产品开发早期阶段予以修正及优化,有利于提高效率降低成本,如下图。
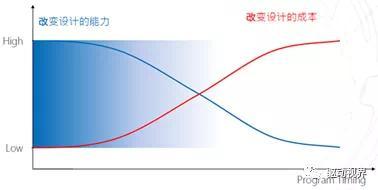
图14 设计改变与成本的关系
在得到齿轮啮合激励载荷后,可对设计空间内的壳体,进行针对结构强度与模态的拓扑优化分析,梳理传力路径,并为壳体布局与加强筋设计提供参考。
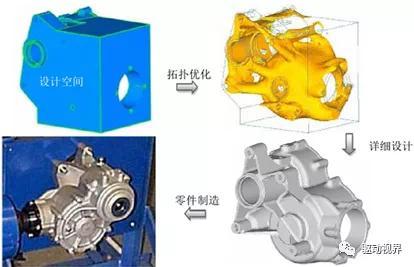
图15 壳体拓扑优化典型流程
对于内部齿轮也可进行拓扑优化,以寻找合适的轮幅尺寸与模态关系。其基本优化流程如下两图。经拓扑优化后,齿轮模态频率可提升或减重约1/6。

图16 轮幅模态结果
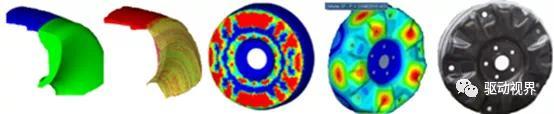
图17 轮幅形状拓扑优化过程
当满足齿轮强度设计后,为提高寿命和降低振动噪音,一般需对齿面进行微观修形优化。修形后,需满足以下接触斑点集中在齿面中心附近,载荷分布尽量均匀,最大接触应力尽量降低,齿面边缘应力较小,传递误差减少等要求和目的。下两图为齿面修形前后的接触压力与传递误差结果。
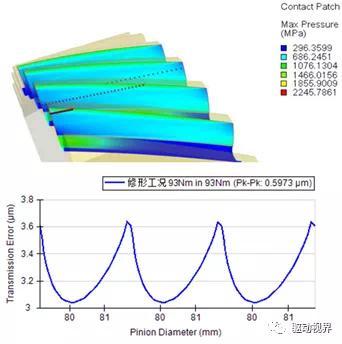
图18 齿面修形前结果
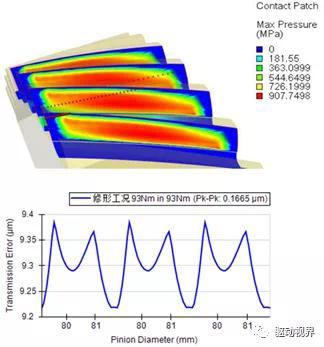
图19 齿面修形后结果
以上均为单一转速与载荷下仿真结果,下图为壳体轴承位处,多组转速的振动位移响应的连线,形成的瀑布图。如下两图。
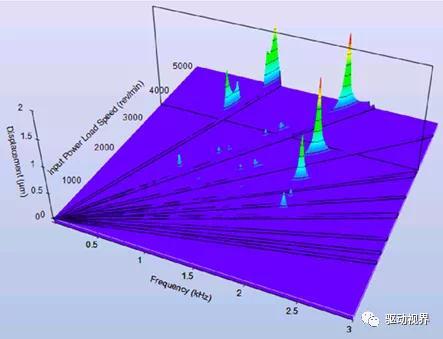
图20 轴承位振动响应仿真瀑布图
在瀑布图中,穿越坐标圆心的射线,为不同齿轮啮合频率,其垂直于横坐标1000Hz及2000Hz处,存在两组纵向振动响应峰值,一般为壳体共振产生。如出现横向亮线,一般为敲击引起。
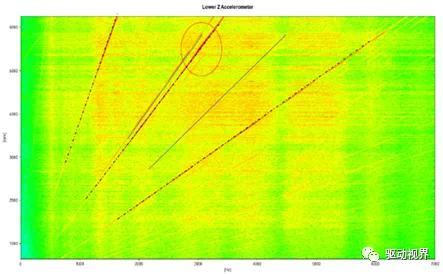
图21 轴承位振动响应实测瀑布图
除了齿轮系统的啮合噪音,电机与减速机连接花键处,也会因为各种制造与装配公差,产生冲击振动噪音。如下图。可通过涂抹润滑脂进行缓解。

图22 花键精度对噪音的影响
轴承选型中,需根据载荷、转速、空间、成本、设计温度等,适配合适的轴承型号、润滑脂牌号、预紧载荷、装配过盈与间隙等。一般基于ISO281规范,计算基本的轴承寿命。但无法考虑整车随机振动、详细温升、装配预应力(可参考ISO16281规范)等载荷,对寿命的影响。也可以参考SKF、NSK、FAG等知名厂商官网的轴承手册进行计算与选型。
进行壳体设计时,在正反拖工况下,壳体加强筋与传力路径设计,应尽量顺应主要轴承径向载荷的方向。轴承径向载荷分布规律,如下图。
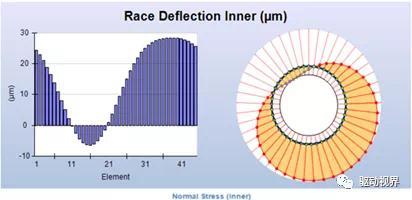
图23 轴承径向载荷沿圆周分布规律
上图为稳态过程,下图为瞬态轴承载荷。
图24 轴承载荷的瞬态变化数据
一般采用几个加速度传感器或麦克风,测量电驱动壳体振动噪音数据,可较为全面的了解NVH性能,但缺乏全局视角,不利于快速总体查看噪音分布。可采用下图的声学相机技术,进行观测与定位。
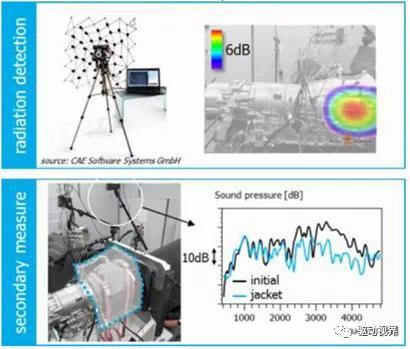
图25 声学相机测量技术
声学相机为通过一组阵列麦克风,同时测量噪音信号,并借助不同角度信号的相位和量级的差异,结合一定算法进行定向,并融合视频摄相机,动态的将噪音分布的云图,成像至视频图像上。
对于仿真分析,由于电驱动噪音频率在数千至数万Hz,采用有限元方法的结构仿真计算量较大。一般通过基于能量统计法或者边界元方法,求解空间辐射噪音。下图为AVL电驱动系统的空间噪音分布仿真数据云图。
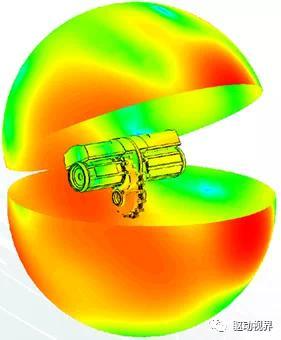
图26 仿真分析的电驱动辐射噪音分布
以上主要为减速机侧的NVH问题处理方式,下面介绍电机侧。电机侧主要分为电机本体与控制策略方向。其优化思路与方式如下图。
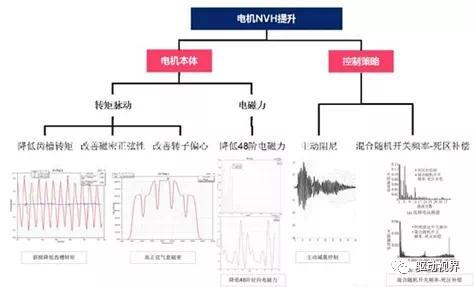
图27 电机侧NVH提升技术路线
电机侧优化同样可采用源、路径、接受者三个方向进行考虑。一般主要优化精力,集中在对振动源激励的规避与减弱。
可通过对振源的振动模式的拆解,帮助梳理与定位优化方向,如下图。

径向电磁力优化的主要努力方向。可通过级槽比、定子铜线的跨距比例、定转子的分段斜级角度及段数、转子外圈或定子内圈不对称或开辅助槽等方式综合判断。
需要注意的是,大部分减弱电磁谐波分量的努力,可能带来隔磁桥强度、电磁性能、制造及成本等恶化的代价。
其中级槽比、跨距、分段斜级角度等,可通过手工的理论计算,得到削弱的谐波阶次。
一般可采用参数化建模方式,搭配优化软件进行转矩脉动量、转矩脉动峰值、谐波分量阶次等目标的迭代优化。部分先进厂商可在两周到一个月内,自动筛选数千甚至上万个不同尺寸组合的性能,从而更有效率的选取最佳方案。其对软件、硬件、电磁设计者水平等考验是前所未有的,但效益也是十分诱人的。可能成为正在及未来的,电机电磁方案设计能力建设的主要提升方向。
又由于行业内电机电磁设计者,普遍对产生噪音的电磁谐波控制与优化的了解,相对电磁性能较少,而大部分专业NVH人员,往往只考虑纯机械振为主的动载荷与动态特性的优化。
在电动汽车NVH问题日渐凸显,且极易遭到客户抱怨的今天,可从电磁设计与控制角度优化NVH性能,可能称为电机行业一个薪资与人才争夺的新战场
齿顶切向电磁力,为主要产生扭矩输出的分量。可通过减短定子齿的径向长度及宽度比例予以优化。但会侵占铜线安装空间,不利于电磁性能的输出。
不平衡机械力,一般为装配及制造公差引起。可通过改善结构与精度及动平衡角度优化。由于转子冲片与磁钢装配后,可能在装配及离心力内应力作用下,形成内应力及局部尺寸的重新分布。
同时,根据塑性金属材料的包申格效应,其加载并卸载后的屈服强度,将略有提升。无论从充分利用材料强度性能,还是有利于保证动平衡精度角度,建议动平衡前,先将转子快速运行到最高工作转速附近,反复加速减速1-3次,而后在低速下完成动平衡矫正。
不平衡磁拉力,一般为机械装配偏心引起,可通过改善制造公差及装配导向定位等方式减弱。该载荷也成为轴承寿命计算时,需要考虑的部分。
磁致伸缩为变化磁场中,磁化方向改变引起。由于转子内磁场相对稳定,其主要发生在定子内部。电机噪音优化,可从增加电感开始。方法为减少级对数、提高Id及Iq、减少槽口宽度、增加匝数等。如下图。

图29 初级电磁优化方式
以日产Leaf为例,其在2013款电机中,对转子外圈进行了开槽处理,可显著减少主要的电磁噪音。但该方法可能会加大其他原较弱谐波的能量的电磁谐波振动力,需权衡利弊。如下图。
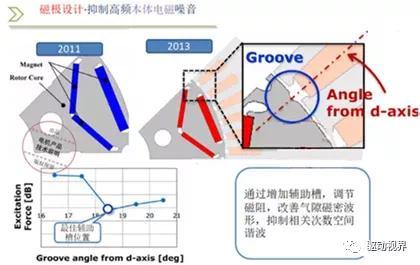
图30 日产Leaf的转子辅助槽优化电磁噪音1
依然以Leaf为例,可以通过优化磁钢间的隔磁槽的布局与形状,阻隔高频谐波通道,以减弱特定阶次高量级谐波噪音。如下图。
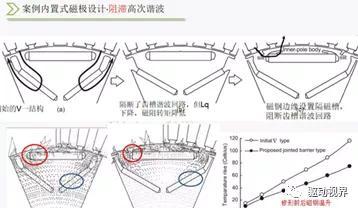
图31 日产Leaf的转子隔磁桥优化电磁噪音
前文介绍过,转子外圈及或定子内圈开辅助槽,可改善气隙磁场分布。由于电磁噪音以高频为主,且主要集中在定转子表面,则对其浅表面形状进行改善,可进行优化。如下图。
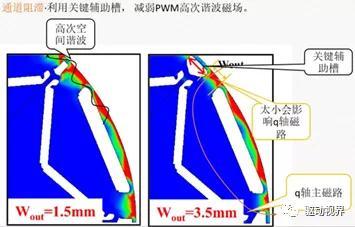
图32 日产Leaf的转子辅助槽优化电磁噪音2
辅助槽设计可改善定转子气隙磁场及电磁力分布,使其更接近正弦波,且关键谐波噪音的量级更低。还有一种方式为,对转子磁级间的角度做不对称处理。如下图通用Blot的电动机转子设计。其也是现今少数配备碳化硅控制器的量产电驱动产品。
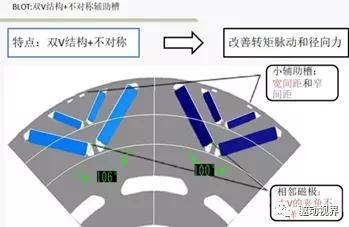
图33 通用Blot的转子不对称磁级优化电磁噪音
以上方法主要从转子设计方面进行努力,也可通过对定子齿槽的不对称处理,产生类似的效果。业内较为成功的是下图通用的大小槽以及丰田普锐斯第四代的定子齿端部,设计多组径向S形开槽方式。
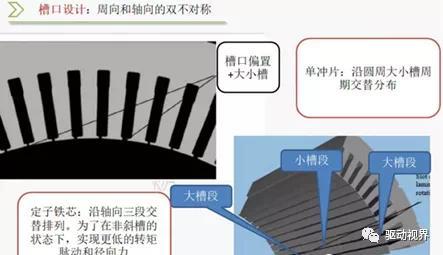
图34 定子槽口不对称设计优化电磁噪音
从成本角度,对转子形状与布局的优化,可在不调整定子设计的基础上,演变出多种不同方案,并适合形成产品谱系,还可充分借用定子冲片。而定子开槽一般只能适用少数转子,则模具成本略高,但电磁谐波噪音可优化的更彻底。
上文介绍过强烈共振的5个条件。下图为电机2阶椭圆形式电磁力激励与定子2.0模态阵型的耦合共振现象示意。
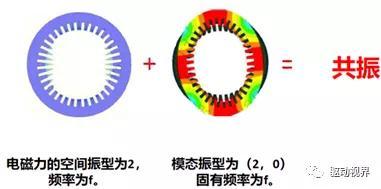
图35 电磁共振现象概述
由于定子硅钢片及铜线与绝缘材料的刚度特性较为复杂,一般需通过多次自由模态实验方式,手工校准仿真的材料属性。如采用正交各向异性弹性模量以及定子与机壳过盈配合出,采用较小的接触刚度等,以改善仿真精度。还可通过仿真软件的参数化优化功能,自动筛选合适的材料属性,并可24小时连续计算。从而大大提高了,寻找适合实验的弹性模量的筛选效率与精度。
经以上方法校准后,自由模态仿真的前几阶主要模态,如呼吸0阶、2.0、2.1、3.0、3.1、4.0、4.1、5.0、5.1等阵型的Mac值,一般可做到与实验0.9及以上的拟合度,同时各阶频率差异1%左右。
对于电机定子模态而言,由于电磁力的径向分量形式与频率,一般与以上0阶主要模态较为接近,为NVH优化的重点方向。但硅钢片弹性模量,为铝壳的2.5倍左右,则对壳体设置加强筋的努力,性价比较低。而强化定子颚部,虽然可提升动刚度,但损失铜线安装空间,降低电磁性能,需要权衡利弊。一般从开辅助槽和斜级等方式,控制引起噪音的电磁谐波。
以上为电机本体侧的优化方法,下面介绍控制器侧。
控制器主要为IGBT等高频部件开关引起的电磁谐波,对外部直接辐射噪音以及输出带有该谐波电流至电机本体,产生附加的电磁噪音两类。
控制侧主要优化方向,为合理控制IGBT的PWM斩波方式与策略,并搭配硬件滤波降噪等方式进行减弱。PWM谐波噪音优化流程如下图。
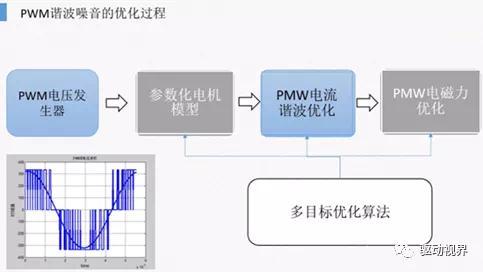
图36 PWM谐波噪音优化流程
PWM斩波噪音在瀑布图上的分布,与电机或减速机啸叫噪音的过零点射线不同,其一般为多组纵向伞形分布,如下图。
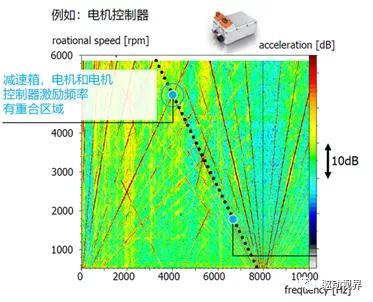
图37 PWM谐波分布形式
上图中8000Hz为IGBT开关频率,其左右对称的多组放射线,为其不同阶次谐波。如某些谐波的频率较低,可能与电机/减速机谐波产生重叠,则会加剧电驱动的辐射噪音。加大开关频率,是简单直接的方法,但会增加损耗影响峰值功率输出以及控制难度级成本等。
不同IGBT开关频率下,各项损耗的占比关系,如下图。
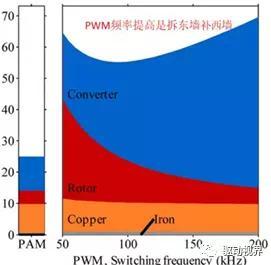
图38 不同斩波频率下损耗占比关系
可采用不同的PWM控制策略进行优化。如采用随机或不对称PWM方法等,可从控制侧优化开关噪音。
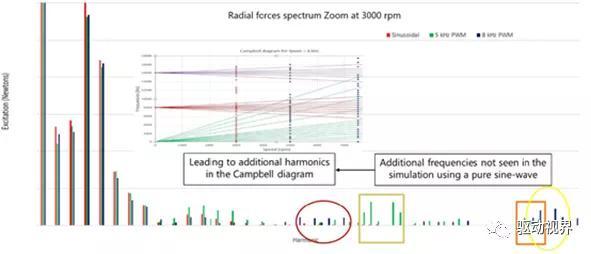
图39 不同控制策略下PWM谐波分量的差异
另外,还可以采用主动阻尼减震和主动谐波注入方式,控制或者抑制噪音的发展。对于后者,由于无法充分涵盖,不同制造与装配带来电驱动系统中,动态特性及噪音表现的分散性,以至于实际效果缺乏普适性。
电驱动系统NVH性能的台架测试,一般采用下图的半消音室内进行。一般低成本方案为半消音室。如下图中,地面为刚性其他表面填充消音片。高成本方案为6个内表面,全部贴覆消音片。
消音片的厚度,一般为需消除最低频率噪音的1/4波长左右,常用的是0.5~1米。为加强消音效率及频带宽度,降低昂贵的消音棉材料成本,可将消音片的背部与实验室墙面,悬空100mm以上处理。
由于电驱动系统噪音频谱宽度较大,一般采用劈尖状消音片。其可有效散射噪音同时消音效果较好,但成本较高。也可以采用平板消音片。
为减少低频共振,一般在消音室的四角,布置较厚的纤维吸音材料,从而形成低频陷阱。同时,为加强噪音散射,提高空间降噪效果,也可在顶棚悬挂一定的消音片或消音柱等。由于其表面积大于投影面积,则可实现大于1的消音系数。
需特别注意对消音室开门与开孔缝隙的封堵,并采用厚重材料隔音。因为隔音性能主要取决于质量定量,即单位面积的质量。而消音性能,主要取决于吸音材料的密度与尺寸。
其对实验室面积和设备投资的门槛较高。一般采用租赁有能力的实验室测试,以降低成本。
为提升特定频段的消音效果,还可在消音棉表面,贴覆穿孔金属板。其借助每个微小穿孔与背部墙面形成的共振腔,对噪音进行对消滤除。
测试前,需注意NVH台架的连接刚度与动态特性,尽量符合整车装配状态,否则测试结果不可靠。

图40 电驱动系统NVH台架实验室
至此,本文从电驱动系统的总体布局、减速机壳体、轴齿、电机本体、控制策略等方向,宏观阐述了电驱动系统中,正向NVH性能开发的主要流程与方法及注意事项。
声明:来源于驱动视界