多相电机噪声Chapter1-2:电机噪声的产生与辐射(附赠电子书)
- 作者优秀
- 优秀教师/意见领袖/博士学历/特邀专家/独家讲师
- 平台推荐
- 主编推荐/内容稀缺

本文摘要(由AI生成):
本文主要介绍了电机噪声的产生、能量转换过程、声功率限值及测量方法。电机噪声与电机类型、拓扑结构、尺寸、设计、制造、防护、材料、加工、额定功率、速度、公差、安装、支撑、地基、联轴器、轴承、电源、负载等相关。电机辐射的声功率是非常微小的,约为1e-6~1e-4W。电机振动时,可将定子和壳体组件作为一个机械系统,用分布质量M、阻尼C和刚度K来描述其特性。
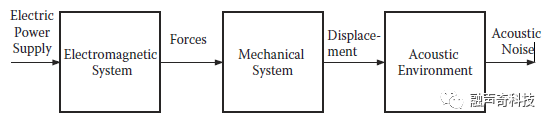
1.4 能量转换过程
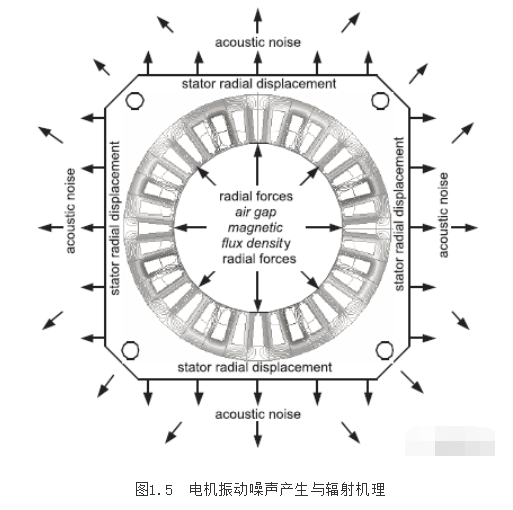
图1.4给出了电机中如何将电能转换成声能的过程。输入电流与磁场相互作用产生的高频电磁力作用于定子铁心内表面,这些力在相应的频率范围内激励定子铁芯和壳体,从而产生机械振动和噪声,如图1.5所示。在特定频率的电磁激励力作用下,定子铁轭和壳体的表面也会产生与激励力频率相对应的振动位移,周围介质(空气)也被激发而振动,并对外辐射噪声。
电机辐射的声功率是非常微小的,对于额定功率小于10kW的电动机,约为1e-6~1e-4W。因此,想要准确的计算出电机的声功率是不容易的。
分析电机振动时,可将定子和壳体组件作为一个机械系统,用分布质量M、阻尼C和刚度K来描述其特性。电磁力波激励机械系统产生振动,振动幅值是电磁力辐值及激励频率的函数(见附录D)。
该机械系统可以简化为N个自由度的集中参数模型来描述,其矩阵形式如下

式中,
K为刚度矩阵。
可以采用结构有限元法(FEM)对式1.2进行求解。实际上,很难准确获取铁芯叠片材料的阻尼参数、材料物理属性和电磁力的计算误差。
1.5 电机噪声限值及测量方法
声音可以用声压级(SPL)或声功率级(SWL)来度量(见附录A)。声压级是用来表征环境声级响度的最常用度量指标。一般来说,声功率级的测量比声压级测量要复杂得多,且与电机外表面和环境条件无关。根据国家电工制造协会(NEMA)的定义,声压级与声功率级都以dB(A)作为其单位,其相互换算关系式如下所示:
式中,LpA为在半自由场条件下距离电机1m的半球面处测点的A计权平均声压级。
电机的噪声与电机类型、拓扑结构、尺寸、设计、制造、防护、材料、加工、额定功率、速度、公差、安装、支撑、地基、联轴器、轴承、电源、负载等相关。其中某些因素导致的噪声是很难预测的,如机械加工、安装或支撑等。
通常,声压级或声功率级与电机转速n、额定输出功率Pout或转矩T相关,其经验公式如下:
式中,A1,A2,A3,B1,B2和B3都是常数。
按照文献[162]规定的条件对电机进行空载噪声测试时,其声功率极限值如表1.2和1.3中所示。电机防护类型为开放式防滴式(ODP)、全封闭风扇冷却式(TEFC)和II级风雨防护式(WPII)等。WPII电机是一种在通风道入口和出口等设置有防护措施,可以避免或阻止空气杂质进入通风道内部并直接接触带电部件。
电机额定负载条件下的声功率级应根据表1.4进行修正。电机负载下声功率级的增大(与空载相比)主要由于气隙磁通密度谐波幅值的增大引起。它们可用下面的经验公式表示:

表1.2 电机在额定转速为1200rpm及以下条件下的A计权声功率级限值dB(A):参考标准NEMA
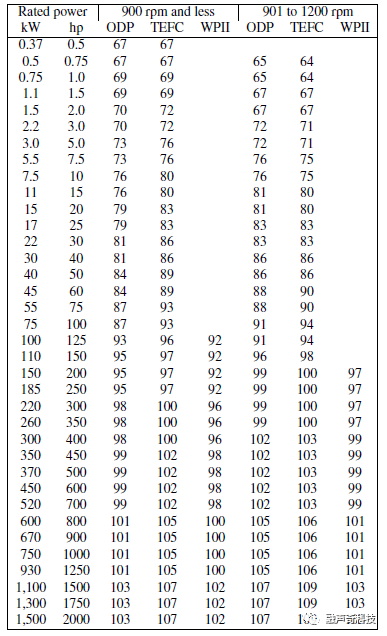
表1.3 电机在额定转速为1201~3600rpm条件下的A计权声功率级限值(A):参考标准NEMA
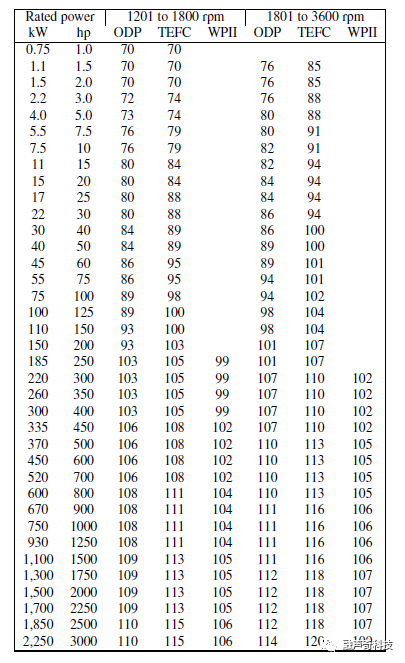
表1.4 声功率级(dBA)增加量统计表(hp代表马力):参考标准NEMA和IEC60034-9
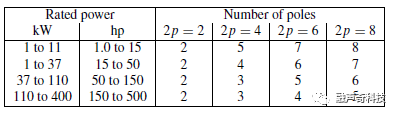
表1.5给出了根据IEC60034-9标准在距电机表面1米处的最大声压级限值。表1.6给出了根据IEC60034-9标准在距电机表面1米处的最大声功率级限值。
声压级谱是在指定频带内测量的作为频率函数的有效声压分布。它也可以被定义为声信号被分解成不同频率和幅值的分量(图1.6)。如果声压级谱以傅立叶级数形式给出如下:

式中,  是 k次分量的幅值,
是 k次分量的幅值, 是k次分量的角频率,
是k次分量的角频率, 是 k次分量的相角;则总声压级是各次谐波分量幅值的平方和,其计算公式如下:
是 k次分量的相角;则总声压级是各次谐波分量幅值的平方和,其计算公式如下:

然后根据式A.25可以计算得到以dB为单位的声压级。
宽带噪声是声能分布在相对较宽的频率范围的噪声,其频谱一般是连续光滑的。
窄带噪声是指声能集中在相对较窄的频率范围内的噪声。其频谱通常在局部存在“驼峰”或峰值,窄带谱可以叠加在宽频带的噪声谱上。
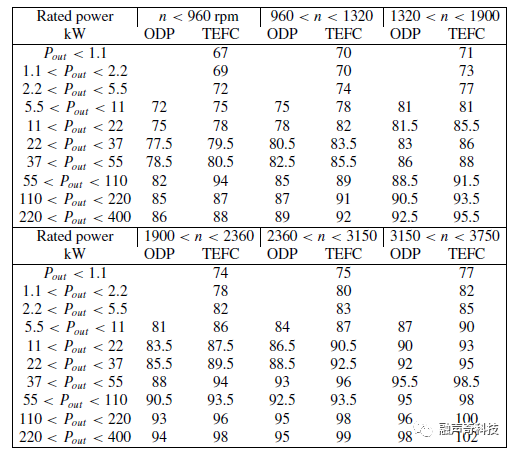
表1.5 电机对距离表面1m处的声压级限值dB(A):参照标准IEC60034-9
1.6 噪声预测的确定性和统计性分析方法
电机辐射噪声的预测方法主要有两种:确定性分析方法和统计性分析方法。确定性分析方法的分析流程如图1.7a所示,首先建立电磁解析模型或有限元模型,获得作用于电机结构的电磁力,通常需要给定电流和电压等输入参数。然后建立电机结构有限元模型进行振动特性求解,输出振动速度等振动响应结果。最后建立声学计算模型,读取振动响应结果而计算辐射声功率级,声学分析模型可以采用有限元或边界元法。
表1.6 电机对距离表面1m处的声功率级限值dB(A):参考标准IEC60034-9
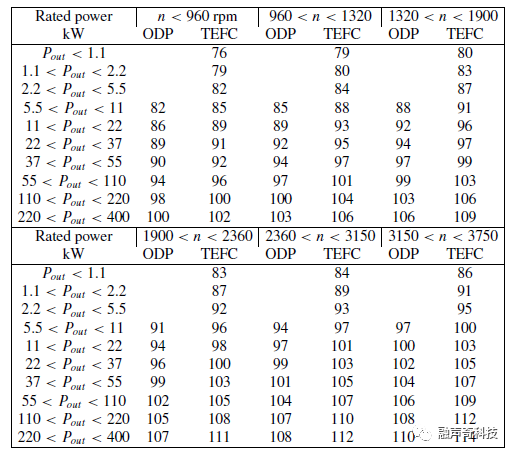
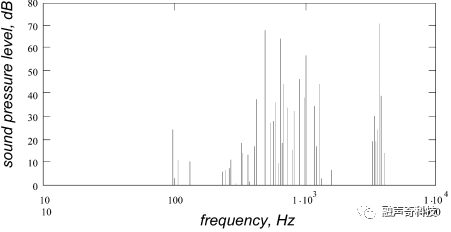
图1.6 声压级频谱
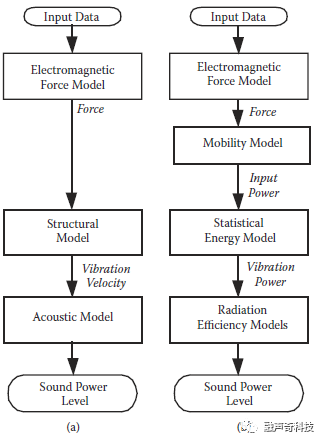
图1.7 噪声预测分析流程图:(a)确定性分析方法,(b)统计性分析方法
虽然解析法和有限元/边界元数值方法也可以很好的预测电机噪声问题,但它在实际应用中也存在许多限制(见本章第1.8节)。
在确定性方法中,为了快速预测电机电磁力产生的声功率级谱,有时可以对模型进行合理的简化,然后通过编写Mathcad2或者Mathematica计算机程序进行解析计算。由于简化模型与真实模型存在一定的偏差,解析法的计算精度可能并不高,但计算效率高,数据导入和管理较为方便。
主程序由参数输入模块、电磁模块、结构模块(定子系统的固有频率)和声学模块组成,可以考虑电流相间不平衡、高次空间谐波、高次时间谐波、槽开口、斜槽、转子静偏心、转子动偏心、电枢反应和磁饱和等影响。辅助程序则用于计算转矩脉动,它将切向电磁力转换为等效的径向电磁力,并将由于转矩脉动引起的径向力传递给主程序。
输入参数包含电机尺寸、定子和转子磁路、电流(包括不平衡系统和高次时间谐波)、绕组参数、材料参数(质量、杨氏模量、泊松比)、转速、静态和动态偏心率、斜槽、频变阻尼因子、修正系数,例如,对于定子系统固有频率,考虑最大阶次力,剔除所有磁通密度谐波幅值较小的磁通密度。根据磁动势波形和气隙磁导率计算转子磁通密度波形,并利用麦克斯韦应力张量法计算电磁力。定子系统的固有频率可依照第5章的计算公式得到。这些值可以借助于修正系数进行修正,例如从有限元软件分析中获得修正系数。然后,利用频变阻尼系数,计算径向振动速度幅值,阻尼系数对计算精度有重要的影响。研究表明,阻尼因子与结构固有频率成非线性关系。通过声辐射效率系数(见第6章)、空气的声阻抗和径向振动速度的幅值可以计算声功率级谱(窄带噪声),利用式1.9就可以计算总声功率级。一般而言,以这种方式计算得到的总声功率级低于实际测量值,这是因为计算过程仅包括电磁噪声源(不考虑轴承、轴不对中等机械噪声和风扇噪声),并且只考虑少数的低阶磁通密度谐波。
有限元/边界元,由于其方法本身的局限性一般适合低频噪声问题的预测。这是因为当需要分析的上限频率增加一倍时,有限元/边界元模型的单元数量将增加8倍,同时振动模态数量随着频率的增加而大幅增加。文献[223]指出,对于大型电机,如果采用有限元/边界元计算噪声频率高于1000Hz,则模型所需单元数和计算时间将是不可接受的。
高频振动与噪声问题一般采用统计能量分析方法(SEA)(见第10章),它已成功地应用于许多领域,如船舶、汽车和飞机结构。然而,这种方法于1999年首次被应用在电机噪声分析中。该方法主要思想是将系统结构(例如电机系统)划分为若干个子系统,并为每个子系统构建能量平衡方程,从而确定各频带范围内能量的统计性分布。这种方法对于结构模态密集的高频振动噪声问题是有效的,其分析流程如图1.7b所示。统计能量分析方法的最大优势在于它无需提供模型的所有细节,它也无需提供电磁力的精确分布形式,只需提供某分析频带内的电磁合力。因此,无需使用有限元模型来精确计算电磁力,可直接采用Cho和Kim[31]的简化方法计算电磁力。该方法将电机看作一个简化的圆柱壳体模型,由于电磁力作用引起的输入功率可以用一个解析的“功率流”模型表示。通过引入统计能量模型,可将输入功率可看作为分配给电机各子系统的振动功率。如果各子系统的声辐射效率已知,则可以计算各子系统的声功率。由于电机结构可分解为圆柱壳、平板和梁等简单结构单元,而这些简单结构单元的辐射效率很容易通过解析方法计算,其辐射效率模型如图1.7b所示。
1.7 经济性
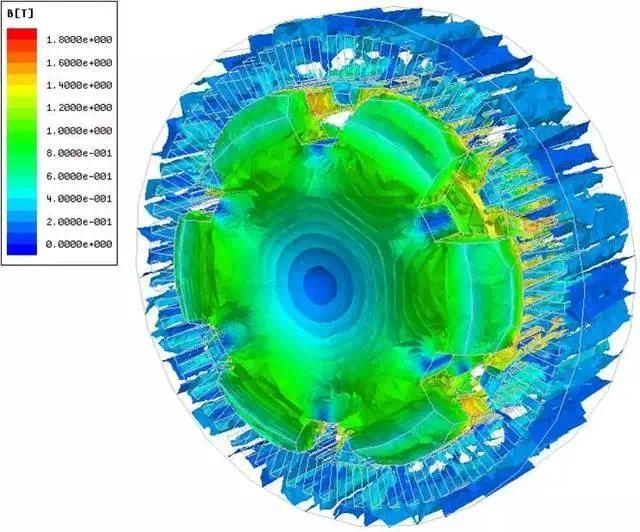
图1.8给出了4极永磁无刷电机的磁通密度分布图,其定子(磁轭)回路中的磁通密度与气隙中的磁通密度成正比,可用于衡量电磁噪声指标和电机制造成本。图1.9给出了额定功率200kW、额定频率50Hz、额定电压380V,和额定转速1480rpm的感应电机的噪声和总成本。为了考虑成本计算时不受通货膨胀因素的影响,采用归一化的虚拟货币单位(m.u.),即以1千克钢材的价格作为基准。在该单位下,铜线价格4.5m.u./kg,铝价格3m.u./kg[2]。电机成本的最小值与噪声的最小值点位置不同。因此,低磁通密度(MFD)意味着低噪声水平,反之亦然,磁路利用率越高,则噪声越大。当定子磁轭的磁通密度在0.6-1.0T的范围内成本最小,噪声最小值点对应的磁通密度也比较小,然而,由于电机尺寸的增大和活性材料质量的增加,即使定子磁轭中磁通密度较低,其成本也会急剧增加。
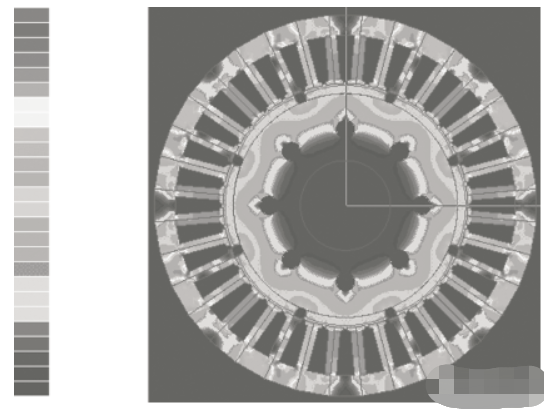
图1.8 二维有限元计算4极表贴式永磁无刷电机横截面的磁通密度分布图
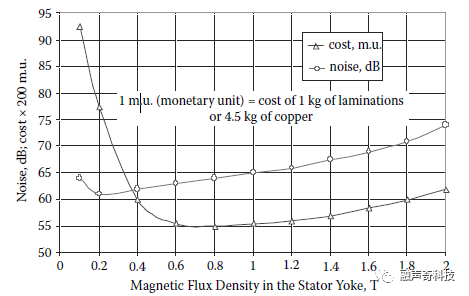
图1.9 200kW感应电动机的噪声声压级和成本与定子磁轭磁通密度(MFD)的关系
1.8 噪声预测准确性
采用解析方法或者数值计算得到的电机噪声预测结果可能与实际测试值存在较大的误差。在基波电流与基波磁通密度法向分量相互作用产生的电磁力中,引起电机振动和噪声的电磁力仅占很小的部分。电机输入功率仅只有很少的一部分能量转换为声功率,占比只有1e-6到1e-4左右。
也就是说,电机声功率谱预测的精度不仅取决于模型的精确程度,还取决于输入参数的精确程度,例如,电流不平衡程度、定子电流与q轴之间的相位差(永磁无刷电机)、等效开口槽对磁饱和的影响、阻尼系数、槽内部件的弹性模量(导体、绝缘、包裹)、输入电流(逆变器供电电机)的高次时间谐波等。实际上,以上所有输入参数都难以准确预测,因此,在采用解析法和数值计算进行噪声预测中,遇到的常见问题如下:
(1)在对电机辐射声功率级进行计算过程中,解析法最具有挑战的是准确预测定子结构的固有频率。目前,有限元法是计算定子固有频率的最好方法,它也是可以合理准确的考虑端盖、安装(底脚或法兰)以及接线盒引起的非对称性等因素的唯一方法。
(2)在有限元法中,质量矩阵和刚度矩阵显然是容易计算的。然而,电机设计时,其结构部件材料的物理属性参数并不清楚,铁芯材料的各向异性、由制造引起的内应力以及由于温度变化(铁芯和外壳热膨胀差异)引起的刚度矩阵的变化等因素一般没有考虑在内。
(3)有限元中的阻尼矩阵难以预测。目前,尚无合适的阻尼模型可用来描述叠片材料和由不类型材料组成的结构(如铜、绝缘材料、环氧树脂、叠片材料等)的阻尼特性。研究表明,合适的阻尼值对于振动幅值的准确预测是非常重要的。
(4)电磁力矢量存在于内定子表面。即使是最精确的有限元模型在计算电磁力时也会产生一定的误差。通常在前处理模块中基于磁通密度谐波或使用二维有限元法计算电磁力。
(5)由于解析法和有限元/边界元方法都不能获得精确的计算结果,所以进行噪声测试也是非常必要的。
(6)统计能量分析方法的主要优势是建模时不需要考虑模型的所有细节。
(7)电机的振动噪声可以在模态分析的基础上计算得到,不需计算电磁力,仅需计算漏磁通(见第9.2.2节)。
(8)噪声计算值远低于实测值,这是因为计算时主要考虑气隙磁导率的低次谐波引起的噪声,而测量结果包含所有的谐波分量引起的噪声。
二、写在最后
本课程可作为电机厂、新能源汽车厂等产品工程师、研发工程师或者NVH工程师技术及能力提升的重要课程,适合的学员如下:
电机企业产品设计负责人、设计工程师
电机企业NVH仿真负责人、NVH工程师
电机企业电磁仿真负责人、电磁工程师
汽车企业三电部门负责人、工程师
汽车企业NVH部门负责人、NVH工程师
轨道交通行业电机NVH工程师等
高校老师、学生
其他相关人员
通过此次培训,预期使学员具备以下能力:
(1)了解电机的基本工作原理;
(2)掌握电机电磁噪声的产生机理;
(3)掌握电机电磁转矩波动特性;
(4)掌握电机电磁力波特性;
(5)掌握电机电磁力与结构模态之间的耦合关系;
(6)掌握电机电磁噪声分析方法;
(7)掌握电机系统低噪声设计的关键方法;
(8)掌握电机噪声电磁影响因素及控制方法;
(9)掌握电机多转速多工况电磁场计算方法和流程;
(10)掌握电机模态计算方法及模态特性分析;
(11)掌握电机多转速多工况振动计算方法和流程;
(12)掌握电机多转速多工况声辐射计算方法和流程;
(13)掌握电振动特性分析及噪声辐射特性分析;
(14)掌握电机电磁噪声优化分析方法;
2、培训讲师
张吉健:仿真秀专栏作者,融声奇科技技术总监,主要从事NVH分析,拥有丰富的工程经验、资深的专业背景,具备多年噪声领域项目仿真咨询、软件开发、测试及培训等经验。熟练掌握声学、流体、结构、电磁等CAE软件,多学科及多物理场的协同仿真经验非常丰富。曾主持完成电机或电驱动总成NVH分析与优化(多款电机)等工程降噪咨询项目、风机噪声仿真分析降噪项目、汽车风噪声车型开发(多款车),同时也开发了电机电磁力计算软件、电机电磁噪声分析软件(半解析法)及电磁噪声优化分析软件等。
杨高:融声奇科技特邀专家,博士,中船重工集团公司高级工程师,主要从事永磁电机、磁场调制电机等特种电机的开发工作,拥有丰富的工程经验、资深的专业背景,具备多年电机相关项目的工程研制、仿真分析、软件开发和电机测试等经验,主持完成了多项国家电机重大科研项目。
3、最新培训时间和地点
培训时间:2021年6月24-25日(共2天)
培训地点:武汉
4、培训费用
培训费:5000元/人,三人以上(含3人)或学生享受九折优惠价。 该费用不含食宿费,培训期间可统一安排食宿,费用自理,并为学员出具正式发票。 参加本次高级培训的学员,均颁发融声奇科技的“电机NVH性能高级培训”证书。
5、报名方式
联系人:仿真小秘书 刘老师
电话:15321399867 刘老师(微同)
邮箱:service@fangzhenxiu.com
温馨提示:参加培训请自带电脑,请于6月23日之前使用邮件、电话报名,我们期待您的参与。
推荐关注:仿真秀平台认证机构
武汉融声奇科技有限公司(以下简称“融声奇科技”)是一家专业的声学仿真与工程降噪咨询服务及软件开发提供商。融声奇科技服务于电机、汽车、风机、船舶等高端制造领域,并致力于为上述领域的客户提供行业领先的噪声和多物理场仿真分析以及标准化流程的工程解决方案,我们脚踏实地,死磕自己,将始终坚持“追求卓越,勇于创新,静无止境”的工匠精神,为客户提供专业、高效的降噪工程咨询、软件开发和技术支持。旨在为我们的客户提高产品研制水平、缩短产品研制周期、降低产品研制费用,使其在激烈的产品竞争中处于领先地位。