增材专栏 | 终于有人把3D打印讲明白了

以下文章来源于大数据DT ,作者奥拉夫·迪格尔 等
增材制造(俗称3D打印),是一种通过简单的二维逐层增加材料的方式直接成型三维复杂结构的数字制造技术。
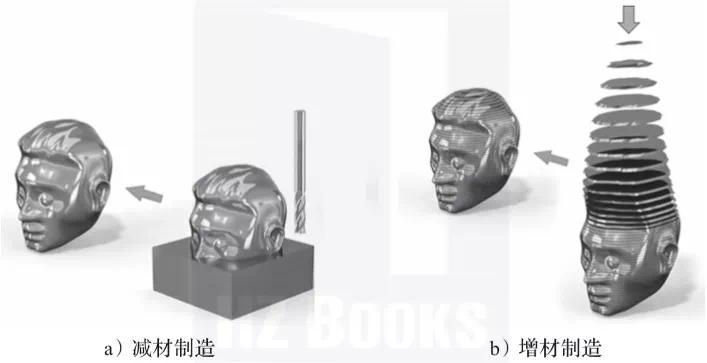
与减材制造工艺相比,增材制造是从零开始的,通过依次在前一层的顶部“打印”新的一层来构建零件,直至零件完成(图1-1b)。根据所使用的特定增材制造技术,每一层的厚度也有所不同,在几微米到约0.25mm之间变化,当前有许多材料可以应用于不同的增材制造工艺。
增材制造相关概念的提出最早可以追溯到19世纪末至20世纪初,当时引入了基于分层的地形图作为地形的三维表示,以及一些使用这些拓扑模型生成三维地图的方法,如把纸质地图包裹到现有拓扑模型上生成地形的三维模型。
照相雕塑也起源于19世纪末,它通过从物体周围不同角度拍摄的一系列不同照片,然后以这些不同角度的照片作为模板来雕刻出物体,因此最初的减材制造工艺中出现了几种使用光敏材料创建模型的方法。
现代增材制造始于20世纪中叶,源于1951年Otto John Munz提出的一项专利,其本质上是由一层层打印在感光乳剂上的二维透明照片叠加而成的,该专利被认为是现代立体光刻技术的起源。他开发了一种以分层方式选择性地曝光透明感光乳剂的系统,其中每一层都对物体的横截面进行曝光。
就像现代的立体光刻机一样,逐渐降低用于构建零件的构建平台,并在前一层的上方添加下一层感光乳剂和定影剂。一旦完成打印过程,该系统便生成一个包含物体三维图像的透明实心圆柱体。这个系统的一个缺点是最终的三维实体必须通过二次加工(人工雕刻或光化学蚀刻)从圆柱体中取出。
在随后的几十年中,陆续出现了一系列新的技术。1968年,Swainson提出了一种通过选出三维聚合两个激光束相交处的光敏聚合物来直接制造塑料模型的技术(该专利转让给了Formigraphic Engine公司)。
Battelle实验室也进行了一项名为“光化学加工”的工作,即通过在相交的激光束下曝光相应材料产生的光化学交联或聚合物降解来制备物体。
1971年,Ciraud提出了一种粉末工艺,可以将他视为现代直接沉积增材制造技术(如粉末床熔融)之父。
1979年,Householder开发了初期的基于粉末的激光选区烧结工艺,他在专利中讨论了依次沉积粉末平面层并选择性固化每一层的局部位置。固化过程可以通过使用热量和控制热量来实现,控制热量的方法包括选定掩模和控制热扫描过程(如激光扫描)。
其他值得关注的早期增材制造的研究成果包括日本名古屋市工业研究所的Kodama开发的许多与立体光刻相关的技术,以及Herbert与Kodama一起开发的一种控制紫外激光的系统,该系统借助x-y绘图仪上的反射镜系统,将激光束照射到光敏聚合物层上,以扫描模型的每一层,然后将构建平台和构建层在树脂桶中降低1mm,并不断重复该过程。
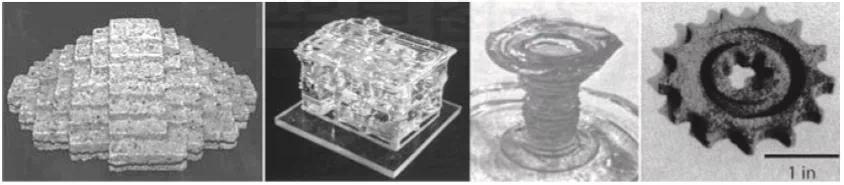
图1-2所示为增材制造早期部分零件示例。
随着商业可用系统的发展,人们今天所熟知的商业化的增材制造直到1986年才真正开始出现,当时Charles W. Hull拥有立体光刻专利,该专利最初由UVP股份有限公司拥有,该公司将这项专利授权给其前雇员Charles W. Hull,他使用该专利的技术创建了3D Systems公司。
随之发展到1988年出现了第一台商用SLA机器,从那时起,几乎每年都可以看到可用系统、技术和材料的指数级增长。
但是,在2009年初,ASTM F42增材制造技术委员会试图标准化该行业使用的术语,在一次会议上,经过许多行业专家关于最佳术语的讨论,最终得出了“增材制造”一词,如今,“增材制造”被认为是行业标准术语。
在ASTM F2792 10e1增材制造技术标准术语文件中,增材制造被定义为:根据三维模型的数据逐层地将材料连接起来以制备出物体的过程。该工艺与减材制造工艺(如传统机加工)相反。
减材制造是从较大的材料块中去除材料直至获得最终产品,与减材制造工艺不同,大多数增材制造工艺不会产生过多的废料。如果将经过增材制造设计的零件与通过常规制造生产的单个零件进行比较,那么前者通常不需要大量的时间来去除多余的材料,进而能够减少制备时间和成本,并且能减少浪费。
但是,这不应被错误地理解为增材制造总是能够制备出比传统制造更便宜的零件。实际上,在许多情况下恰恰相反,因为增材制造是一种相对费时且成本高昂的技术。但对AM经济性方面的考量很大程度上取决于所使用的AM技术类别,以及可以使用的许多可能的设计参数,这些也是本书所介绍的内容。
应该指出的是,尽管工业上通常采用增材制造这个术语,但许多大众媒体仍将增材制造称为3D打印,因为这是公众更容易理解的术语。一些人认为3D打印一词集中在低成本的、以业余爱好打印为主的桌面3D打印机上,而增材制造一词则集中在高端工业生产系统中。

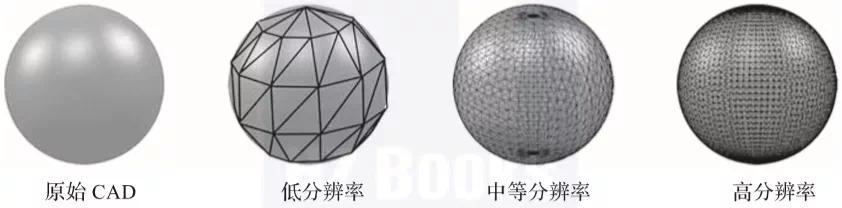
然后需要将CAD文件转换为能够被AM机器识别的文件格式。当前,能够被AM机器识别的最常用的文件格式是STL文件(也称为标准三角语言、立体光刻语言或标准曲面细分语言),该格式可以将原始CAD文件转换为三角面片文件。STL文件的分辨率越高,它包含的三角面片越多,因此模型的质量越好,如图1-4所示。
最近,有人提出了一些新的增材制造文件格式,包括增材制造文件格式(Additive Manufacturing File Format,AMF)和3D制造格式(3D Manufacturing Format,3MF),这些格式大大改进了有些过时的STL格式,因为它们向文件中添加了更多信息,包括颜色和材料,并允许使用弯曲的三角形来改善模型质量。在这些文件格式发布的时候,3MF似乎比AMF更具有吸引力。
一些研究人员正在致力于研究如何直接从本机CAD格式进行打印,这是最有前途的方向,因为它避免了所有文件转换的过程,从本质上说,文件转换会降低模型的质量。然而,当前大多数AM系统和台式3D打印机仍在使用STL文件。
随后,由CAD软件生成的STL文件将在AM机器的软件中被打开,并将模型以最适合打印的方向放置在软件的虚拟构建平台(将在其上部打印零件的平台)上。打印方向会影响表面质量和最终零件的强度。
例如,某些打印过程会产生高各向异性的零件,这些零件的各层之间或打印的垂直方向上存在缺陷。在打印过程中,有时也会使用支撑材料(图1-5),以确保能够打印悬垂的零件。这些方面对于增材制造至关重要。

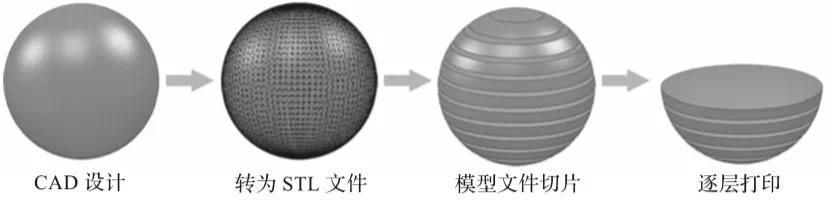
随后,增材制造设备中的软件将会对STL文件中的模型进行切片操作,有些软件还允许设置其他打印参数,包括打印分辨率(层厚)、材料、填充模式和速度等。
一旦软件将零件构建指令发送给打印设备,该设备就会开始逐层构建零件。如何构建每一层以及使用什么材料取决于所使用的特定的增材制造技术类别。
增材制造过程链如图1-6所示。
后处理包括清除零件残留的粉末或树脂以及去除支撑材料,并且大多数情况下,如果AM机器打印的表面不能满足要求,为了得到更精细的表面,则可能还需要进行诸如机加工等的进一步处理,还有能使零件强度提高的浸渗处理以及金属零件的热处理。如果零件需要的颜色不是AM材料所提供的颜色,则可以对零件进行着色和喷漆处理。
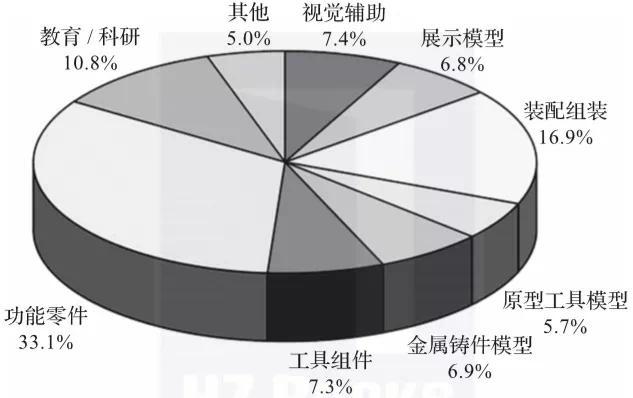
值得注意的是,尽管43.9%的应用于快速原型领域(包括装配组装、功能模型、展示模型和视觉辅助),但使用AM来直接或间接生产实体零件的应用现在已经超过了56%。这些应用包括用于原型工具模型、金属铸件模型、工具组件以及直接生产零件。
Wohlers认为,随着越来越多的行业将AM用作其不断增长的制造业务的一部分,该百分比在未来几年内将大幅增长。
自AM技术出现以来,其已经发展于两个截然不同的领域。特别是在过去的十年中,高端机器已经取得了很大的进步,这些机器能够用多种材料生产出高质量的零件。
同时,DIY和桌面3D打印机社区有了巨大的增长,其入门级的增材制造系统种类繁多,价格从几百美元到几千美元不等。整个社区(如reprap、fablab和makerbot社区)已经发展起来,这些社区通常采用开源的方式来共享增材制造的知识,极大地推动了该行业的发展。
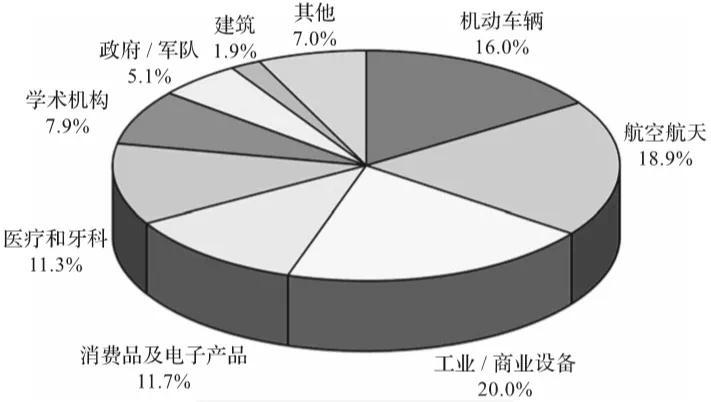
另外,值得关注的是,使用增材制造的行业也日益增多(图1-8)。
直到最近几年,随着增材制造的质量提高到了一定程度,才使得一些公司开始将其用作可行的生产技术。随着新型聚合物和金属材料的开发以及机器打印速度和精度的进一步提高,更多的增材制造机器可能会进入主流生产线。
增材制造还具有许多特质,这些特质使其有能力制造出传统制造技术无法制造的零件。了解这些对于理解何时使用以及何时不使用AM至关重要。
同样重要的是,增材制造将永远不会完全取代传统制造。这是一项互补技术,如果是由于创造价值而使用这项技术,并且生产的零件专门为增材制造而设计,那么这项技术可以为公司创造巨大的价值。下面列出了AM与常规制造相比的一些优势。
登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2021-04-09
最近编辑:3年前

精益研发助推中国智造
.jpg?imageView2/0/w/480/h/270)

相关推荐
最新文章
热门文章
