航空铝合金整体结构件数控加工变形控制现状分析

来源:2012 年第 12 期·航空制造技术
作者:中国商飞上海飞机制造有限公司 张烘州 戎 斌 陈 洁 ;
上海交通大学机械与动力工程学院 明伟伟
现代商用客机所用材料主要是铝合金、合金钢、钛合金以及复合材料等。虽然复合材料和钛合金在飞机机体上的使用比例有逐年增加的趋势,但是,铝合金密度较小、比强度较高、耐蚀性好、成形性较好、工艺成熟、使用数据充分、资源丰富、成本低廉,而且近年来性能不断提高,成本降低,并出现新型铝合金(铝锂合金),因此铝合金的发展并未像预期的那样迅速退出飞机结构材料的舞台,而仍在波音777、A340、A380、C919等最先进的飞机上大量使用。可见,铝合金仍然是民用大型飞机中不可或缺的主要材料。
结构整体化对研发周期、生产效率和制造成本等具有非常重要的影响,可以大幅降低连接装配工作量,减少零件数量,减重10%~30%,密封性能好,结构整体性好。由于大型航空整体结构件具有材料去除率大,形状复杂,整体刚性较差的特点,对切削加工提出了更高的要求,如图1所示。

航空结构件整体化是新一代大型客机的发展趋势,已经成为现代飞机设计制造领域的一个重要标志。整体结构件的加工变形问题,涉及力学、材料成形加工、切削加工和机械制造多个学科领域,是航空产品加工工艺中的瓶颈之一。本文针对航空铝合金,对整体结构件加工变形理论和方法进行了深入的分析和研究,并提出了航空整体结构件加工变形控制的策略。
随着现代大型商用客机性能要求的不断提高,许多骨架零件尤其是主承力结构件,如飞机的整体框、整体梁、整体腹板、长缘条等普遍采用由大型整块毛坯直接“掏空”而加工成复杂槽腔、筋条、凸台和减轻孔等整体结构件。整体结构件体积大、壁薄、刚度差、易变形、切削加工余量大,加工周期长,加工质量和精度很难控制,对此类航空整体结构件实现高精度、高效率和高可靠性的切削加工一直是航空制造业面临的一个重要课题。
航空用铝合金虽然具有良好的可切削性,但是航空制造业对零件精度、质量加工效率的高要求,航空件的加工精度及形位误差的要求远高于汽车等制造业。因此对航空铝合金的高效切削加工研究,尤其是高效铣削加工一直受到广泛的关注。高效加工是高速加工技术和切削工艺优化相结合的新工艺,是解决大型航空整体结构件的关键技术。高效加工技术的特征是加工过程中的高材料去除率和短的单件加工时间,并通过切削参数优化保证加工精度和表面质量。
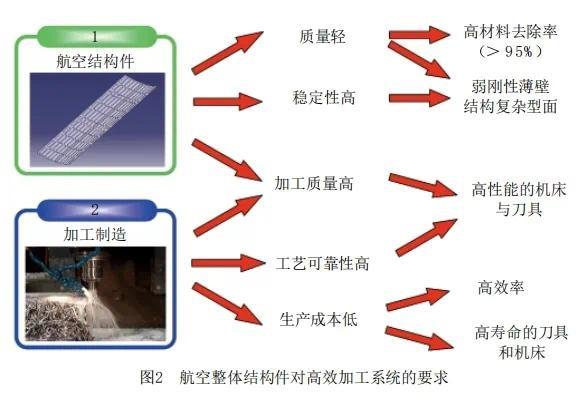
大型航空整体结构件刚性差,切削力、切削热及切削振动等均容易导致零件变形,降低加工精度和加工表面质量。大型客机的带筋整体壁板、整体框、整体肋和梁缘条等均为复杂形状整体结构件,对高效加工系统提出了更高的要求,如图2所示。
高速切削是高效加工工艺实现的关键技术。国外的高速切削研究一直得到政府有关部门尤其是国防部门和企业的大力支持,例如美国空军在1979年就耗巨资委托GE公司和洛克希德等公司开展先进加工研究计划,研究镍基合金、钛合金和黑色金属的高速切削问题;法国达索公司和波音公司等相继引进了高速铣削机床。
波音公司每年切削加工所产生的铝合金切屑的重量就高达1.5万t,其飞机整体框架、大梁、缘条以及壁板(钛合金、铝合金)现均采用高速铣削加工技术,使生产效率和产品质量都大大提高。波音公司加工C-17的铝合金整体机翼框是目前最大的整体结构件之一,从4t重的毛坯到147kg的最终零件,仅耗时100h。目前铝合金的高速切削加工已经达到:主轴转速10000~35000r/min,进给速度10~20m/min,切削速度1500~6000m/min,材料切除率6000~8000cm3/min,刀具寿命60~90min。
我国的航空工业制造技术水平从总体上起步较晚,仍以传统的制造工业为主,水平不高。在飞机整体薄壁结构件的制造方面,对工艺技术的改进不多,沿用传统的铝合金零件加工编程方法,部分加工的技术人员习惯采用原有的切削工艺与主轴转速进行加工。按照我国传统的对铝合金零件的典型采用主轴转速1500~1800r/min,进给速度350~500mm/min;对细长薄壁结构件加工时,则采用更低的主轴转速600~800r/min和进给速度100~200mm/min。
近几年我国航空飞机制造业发展较快,几大飞机制造企业花费巨资引进了先进大型高速加工中心,设备的先进性与自动化水平己经与发达国家基本相当。目前国内的高速切削的应用水平己达到:主轴转速8000~24000r/min,切削速度1000~1500m/min,进给速度1~5m/min,个别达10m/min,材料切削切除率40~90cm3/min。但是,在很多情况下,由于缺乏高速加工技术的支撑,部分高速数控机床仍按普通机床一样使用,没有发挥出潜在高速、高效、高精度的生产能力,部分数控机床的转速和进给速度仅被利用20%~30%。很显然与发达国家应用情况相比还有一定的差距。
欧美等发达国家对航空整体结构件的加工变形问题非常重视,美国的第三波公司依托密西根大学等若干世界著名大学,在政府和军工企业集团的支持下,共同研究和开发能够有效抑制整体结构零件数控加工变形的工艺参数优化理论和有限元模拟软件。
巴黎航空工业学院与法国国家宇航局针对航天飞行器整体结构件设计与制造问题,联合建立了专门的强度实验室,深入研究加工变形的工艺控制和安全校正等问题。由于涉及保密问题,可查阅的关于整体结构件加工变形方面的文献资料较少。J.Tlusty等针对薄壁件的变形问题提出有效利用零件的未加工部分作为支撑,从而充分利用零件整体刚性的刀具路径优化方案;日本的岩部洋育等针对切削力引起的薄壁零件的“让刀”变形,提出平行双主轴加工方案;Haruki等提出将低熔点的合金浇注入薄壁结构型腔,从而大大提高工件的刚度,有效抑制加工变形;Ratchev等建立了切削弱刚度零件时的切削力模型,并针对切削力、切削热引起的变形提出了误差补偿方案;Nervisebastian建立了毛坯初始残余应力引起加工变形的数学预测模型,指出零件的最终变形情况与毛坯初始应力的分布状态,零件在毛坯中的位置和形状密切相关;KeithA.Young采用数值模拟与化学铣削相结合的方法研究了铣削加工引入的残余应力对加工变形的影响,指出加工引入的残余应力与变形与切削刀具的刀尖圆弧半径和切削刃钝圆半径密切相关,同时指出,航空整体结构件的壁厚很多在2mm以内,此时铣削加工引入的残余应力对工件加工变形的影响是不可忽视的。
在大型航空整体结构件的精密加工过程中,由于缺乏系统的切削加工变形机理分析以及控制加工变形理论的研究,目前主要采用试切与经验结合的方式来确定加工工艺,加工参数不合理,参数选取较保守,未能充分发挥高速加工中心的性能,造成加工表面质量恶化,加工效率低。在加工过程中存在的突出问题主要表现在以下方面。
(1) 加工参数选择不合理而引起的切削颤振,严重影响加工质量,降低机床和刀具的寿命。
(2) 整体结构件局部弱刚性薄壁部位在切削力作用下发生变形以及大悬伸刀具在切削力作用下发生变形,导致零件加工精度丧失。
(3) 毛坯初始残余应力以及切削加工过程中强热力耦合作用下产生的残余应力,在重新分布后造成整体结构件整体变形。
在加工变形严重影响航空整体结构件的加工精度和生产效率的情况下,深入研究大型整体结构件精确加工工艺策略及安全校形技术,寻求和探索加工变形的规律和机理,建立预测和控制加工变形的模型,将为优化加工工艺提供理论依据,实现航空整体结构件的高效精密加工。
航空整体结构件的加工变形产生的原因很多,与毛坯的材料、工件的几何形状及刚度,以及加工工艺方法和加工设备等均有关系,如图3所示。
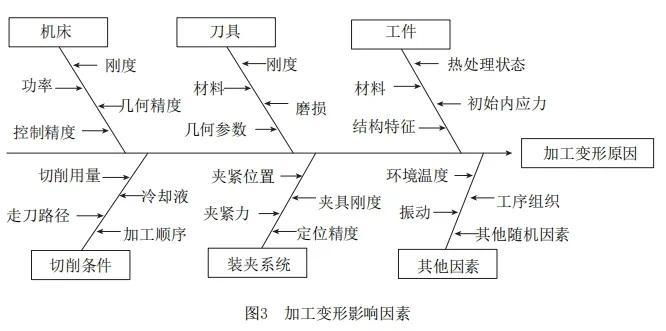
经研究分析,引起整体结构件加工变形的主要因素有以下方面。
(1)工件的材料力学特性与结构特点。
航空铝合金的弹性模量约为70~73MPa,约为钢的1/3。由于其弹性模量小、屈强比大,在切削过程中极易产生回弹,特别是大型薄壁结构件,“让刀”和回弹现象更为严重;另外,航空整体结构件形状复杂,几何结构不对称,薄壁部位多,自身刚度差等,也是产生较大变形的内在因素。
(2)加工过程中毛坯初始残余应力的释放与重分布。
航空整体结构件通常采用高强度变形铝合金厚板直接铣削加工而成。为获得理想的机械性能,铝合金预拉伸板必须经过轧制、固溶、拉伸、时效等一系列工艺流程,在这些过程中因存在不均匀的温度场和不均匀的弹塑性变形,板内产生了残余应力。在加工过程中,随着材料的不断去除,板内残余应力发生释放与重分布,原来的应力自平衡状态遭到破坏,工件只有通过变形才能达到新的平衡状态。己有研究表明:毛坯初始残余应力的释放和重分布是引起航空整体结构件加工变形的重要原因之一。
(3)切削过程中刀具与工件间的热-力耦合作用。
刀具对工件的作用主要表现在切削力、切削热和加工表层留下的切削残余应力。在切削力的作用下,一方面工件与刀具的接触部分发生弹塑性变形,材料不断被刀具切除;另一方面工件产生回弹效应,发生“让刀”现象,特别是对于薄壁部分,“让刀”对加工精度的影响不容忽视。
另外,被切削的材料在刀具的作用下,发生弹性和塑性变形而消耗功,切屑与前刀面、工件与后刀面之间的摩擦也要消耗功,导致产生大量切削热,造成工件各部位的温度不均,使其发生热变形。切削加工铝合金在工件表层留下的残余应力层的深度一般在0.1mm以内,当工件厚度较大时,其刚性也大,切削加工产生的残余应力几乎不会使其变形,然而对于航空整体件来说,其壁厚多在2mm以内,此时残余应力对变形的影响不可忽略。
(4)工件的装夹。
在装夹力的作用下工件发生变形,在内部形成装夹应力场并产生相应的位移。当刀具进行切削加工时,会出现“过切”或“欠切”现象,从而造成工件表面几何误差变形,对于刚性较差的薄壁结构件,装夹是引起加工变形的一个重要因素。
在大型整体结构件的加工过程中,通过优化加工工艺和改进装夹系统对加工变形进行主动控制是最有效的策略。一般的策略主要有:
(1)优化刀具路径,利用未加工工件材料的刚性避免加工变形过大;
加工过程中,在主要变形方向,选择切削力较小的加工路径和加工参数;
(2)选择合理的刀具几何参数。在实际的零件加工过程中,主要是根据零件自身的结构特征进行加工工艺和装夹系统的优化。因此对于不同的加工特征,优化策略基本可以分为两类。
加工特征为侧壁加工
在加工特征为侧壁加工中,径向切削力对加工变形影响最大,刀具和工件的径向刚度对加工变形影响大,其主要控制策略有:
A、采用分层环切的刀具路径,可以使加工过程中,零件局部保持高刚度。
B、合理选用加工方式。根据加工情况不同,采用逆铣方式可以避免让刀造成的加工误差;采用顺铣方式可以避免由于刀具和工件相互靠近造成的过切。当然,同时需要综合考虑加工方式对加工表面质量和刀具寿命的影响。
C、合理选择刀具参数。刀具圆角对切削力的分配具有重要的影响,在侧壁加工过程中,选用带有一定圆角的刀具,可以使加工过程中的径向力向轴向力转换,如图4所示。

加工特征为底面加工
在加工特征为底面加工的零件中,主要控制策略有:
A、采用中心环切的刀具路径,可以使加工过程中,零件局部保持高刚度。
B、合理选择刀具参数。尽量选用不带有圆角的刀具,可以使加工过程中的轴向力较小。
C、合理选择夹具。选用真空夹具装夹,可以减小加工过程中的底面变形。而对于大型的薄壁件加工,如飞机蒙皮的铣削加工,则常采用组合式柔性多点支撑装置进行装夹。
通过以上策略,可以在一定程度上减小大型整体结构件的加工变形。要实现大型整体结构件的变形预测和控制,必须充分分析切削加工过程及加工系统。采用有限元方法可以把加工过程、零件变形、装夹系统综合起来,预测大型整体结构件的加工变形,并对加工系统进行优化。
如何实现航空整体结构件高效精密加工,解决航空整体结构件加工变形的问题已经成为航空制造领域核心关键技术。而采用高速切削加工技术,选择合理的刀具参数,优化工艺参数和走刀路径,对零件进行合理的装夹等都将是变形控制最有效的策略。
然而国外的技术封锁使得先进切削工艺难以引进,因而高速切削工艺技术的缺失造成我国多数高档数控加工中心未能充分发挥作用。因此各航空制造企业应大力开展自主创新研究,通过产学研相结合,借助高校或研究院所在研究条件、技术和人才方面的优势,在引进国外先进高端数控加工设备的基础上进行消化吸收,结合企业自身的条件进行再创新,获得具有自主知识产权的高速切削工艺技术,才能真正实现航空整体结构件的高效精密加工。



