
采用双螺线防松,禁止采用图(a)结构,应采用图(b)结构,下面采用扁螺母,上面采用厚螺母,但考虑到下面用扁螺母扳手进不去,无法拧紧,而只能用两个厚螺母结构,如图(c)。
二、两个定位销应有不同长短

大型箱体的组装往往需要设置数只定位销,禁止将所有的定位销都做成一样的高,如图a,因为同时对准数只定位销进行合箱是比较困难的,应该将定位销作成不一样的长短,如图b,合箱时,先对准一个定位销,就容易一些。
三、在齿轮传动中,大,小齿轮的正确配置
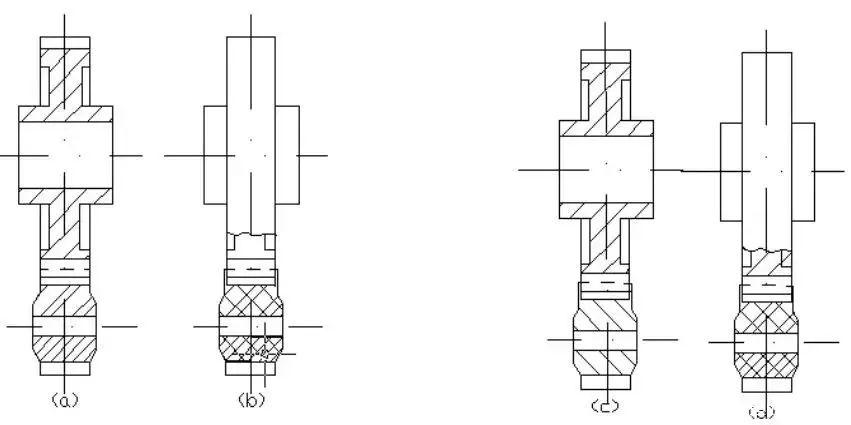
为了安装方便和在齿轮的运行守程中不发生阶梯磨损,在一般情况下,应使小齿轮宽比大齿轮宽大5~10mm,如图c,但如果小齿轮是用塑料制造,则小齿轮的齿宽应比大齿轮的齿宽小些,如图d所示,以免在齿轮上磨出凹痕。
四、经常拆装合的螺钉连接

螺钉连接如图a所示,这种连接的特点是螺钉直接拧入被连接的螺纹孔中,不用螺母,结构比较单、紧凑,使用于结构不能采用螺栓连接的所合,螺钉连接不宜用在采力大或经常拆装的场合,如果经常拆装,易使螺纹磨损,可能导致被连接件报废,如果要经常拆装,则可采用双头螺栓连接,如图b,拧入深度为H,当螺孔为钢或者为表钢时,H≈d;当螺孔为铸铁时,H=(1.25~1.5)d,当螺孔为铝合金时,H=(1.5~2.5)d,螺纹孔H1=H+(2~2.5)p(p为螺纹螺距),钻孔深度H2=H1+(0.5~1)d 。
五、高速轴的中间联轴承器

在高带旋转的轴端悬上安装联轴器时,禁止图a结构,应使得悬臂长度尺量减小,悬臂越大,变形和不平衡重量越大,因此,在悬臂端安装联轴器时,除应尺力减轻联轴器的重量外,还应尺量靠近轴承处。
六、小直径的深孔加工
小直径的深孔加工困难,成本高,效率低,禁止在旋转轴上设计深的、小直径的润滑孔,如图a所示,再可能的条件下,尽可能开大一些的孔,必要时,应如图b所示,制成不同的直径。
1.考虑不到形位公差
忽视形位公差,产品在实际使用中可能会出现配合不良、功能失效、寿命缩短等问题;例如,如果机械零件的形位公差控制不当,就可能导致装配困难、运动卡滞或产生过大的噪音;
生产工艺的角度来看,忽视形位公差可能会增加生产过程中的不稳定性和不确定性;
例如,在机械加工过程中,如果不对形位公差进行严格控制,就可能导致刀具磨损加快、机床精度下降等问题,从而影响生产效率和产品质量;
新人在不知道如何标注形位公差时应多问问师兄及有经验的同事,先掌握判断所设计零件是否需要添加形位公差的能力再逐步掌握查询手册法掌握形位公差应该给多少等级的精度;

标注尺寸不规范,特别是在工程图纸中将基准面与基准轴的标注混淆,会带来一系列严重的问题,不仅会影响到生产加工的准确性和效率,还可能导致产品质量的下降,甚至造成生产事故;
绘制工程图纸时,必须严格按照国家标准和规定进行尺寸标注,确保基准面和基准轴的标注清晰、准确、规范;
需要加强技术人员的培训和教育,提高他们的专业素养和技能水平,确保工程图纸的质量和准确性;

3.标注尺寸基准选择不对,不以安装面为基准导致最终装配出现问题
如下图为例,若两个零件所标尺寸基准选择如左图所示,则可能出现由于外形尺寸的自由公差偏差导致孔位整体偏差;这样就会最终导致两个零件无法装配,标尺寸时应充分考虑所标尺寸的基准选择,减少累计误差导致的最终装配问题;
应优先选择安装面、重要的端面、装配的结合面等作为标注尺寸的基准;

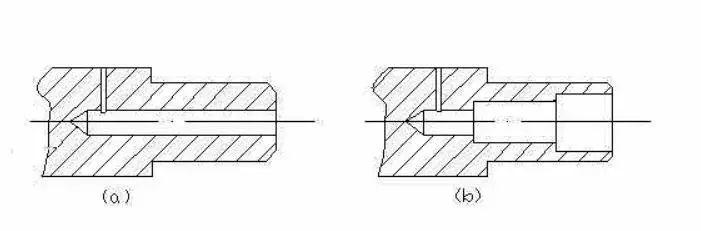
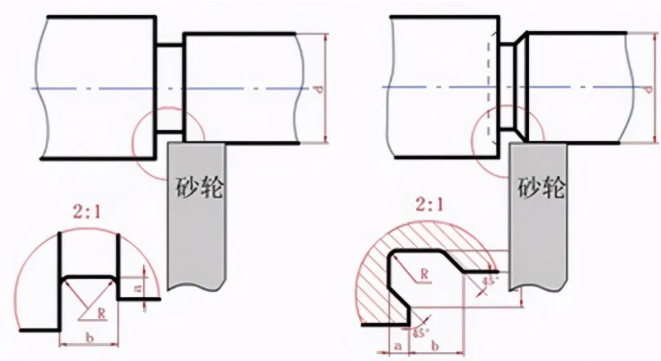
很多新人在设计零件时通常不会画出退刀槽,由于对退刀槽的认识不够便容易忽略,其实是很重要的;
比如内外螺纹如果螺纹根部没有设计退刀槽,那么与其配合的螺纹连接件无法拧到与螺纹根部的端面接触,通常容易造成所设计的零件不可用,如下图所示的配合设计时:

在加工高精度安装面及阶梯轴时在轴肩根部需要设计退刀槽,上图即很好的解释了退刀槽的作用,可以使加工道具加工到整个圆柱面;
新人画图时技术要求通常没有或者只有一句“锐角去毛刺”而很少能够主动加上调制处理、表面处理、及加工注意事项等技术要求;
技术要求是给识图者(图中零件整个生产过程中需要看图纸的人)看的,需要站在使用图纸人员的角度,尽量去解释图面无法表达切不易理解的部分内容,辅助识图者更好的理解图纸,理解设计者的初衷;
注意:可以参考以前类似的图纸上,看看上面的技术要求如何标注,其次也可以请教其他人咨询等;
机械设计的内容讲解到此结束,留言功能已开通,欢迎各位进行补充。 -End-
免责声明:本文系网络转载或改编,仅供学习,交流所用,未找到原创作者,版权归原作者所有。如涉及版权,请联系删。





