干货 | ANSYS激光焊接过程热应力仿真应用

本文摘要(由AI生成):
近年来,铝合金等轻型材料在汽车、航空和轨道交通等领域广泛应用,异种材料连接问题随之凸显。激光焊接以其高功率密度、小热影响区、高质量焊缝等优点,成为钢/铝异种金属焊接的理想选择。利用Ansys Workbench平台,通过热固耦合数值求解,可模拟激光焊接过程,得到温度场和应力场分布。仿真中采用高斯热源载荷,设置移动热源和对流边界条件,分析焊接过程的热影响和热应力变化。该仿真流程为焊接工艺提供了可靠的数据支持,有助于优化设计和提升焊接质量。
近年来以铝合金为首的多种轻型材料在汽车制造、航空航天、轨道交通中的应用越来越多,而大量轻型材料的使用,不可避免要涉及到异种材料连接问题。激光焊接具有功率密度高、热影响区和热变形小、焊缝深宽比大、焊接质量高等许多优点,此外,激光焊接还具有加工区域细小、能量密度高、热源易控制、热影响区窄等特点。因此,激光焊接是钢/铝异种金属的理想焊接方法。
利用Ansys Workbench仿真平台可直接对焊接过程进行热固耦合数值求解,进而得到给定工艺参数条件下的温度场和应力场分布。示意简单模型如下:
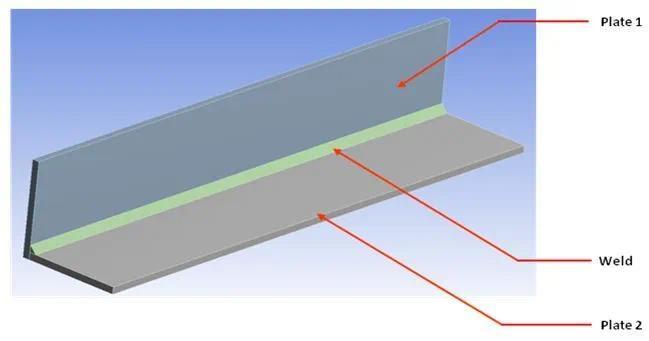
几何模型
仿真过程中,对于模型三个部件,采用扫描方法划分六面体网格,板材厚度方向上,定义三层网格以捕捉弯曲变形效果;材料选用普通结构钢。

网格模型
1.激光焊过程瞬态热分析
为了仿真激光焊接过程产生的热场分布,必须建立精确地热源。对于这种移动热源施加问题,可以借助ANSYS软件的ACT工具“Moving_Heat_Flux”实现高斯热源载荷设置:移动热流率或移动热能量两种方式。
移动热流率源载荷:
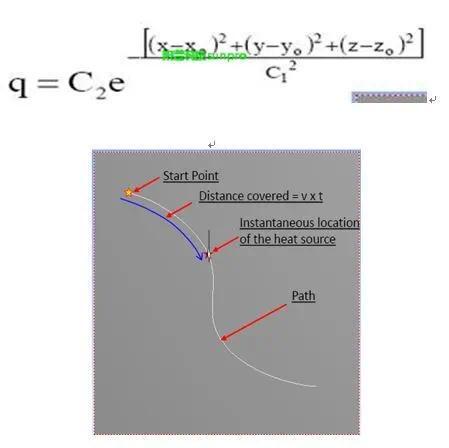
热动热能量源载荷:

本案例中,采用移动热流率载荷,热源移动速度为5 mm/s,从初始时刻起,作用总时间44 s,激光能流量强度为7.5 w/mm2,作用区域半径5 mm。结构外表面设置对流换热条件,环境温度22度。

移动热源载荷施加
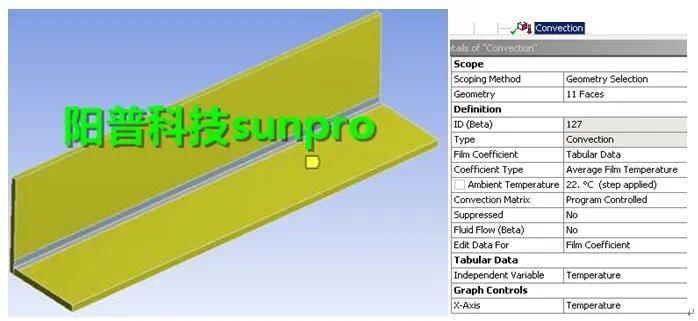
对流边界条件
求解可知,激光焊接过程的温度分布以及大于500度以上的热影响区域如下图所示。

激光焊接过程的温度分布
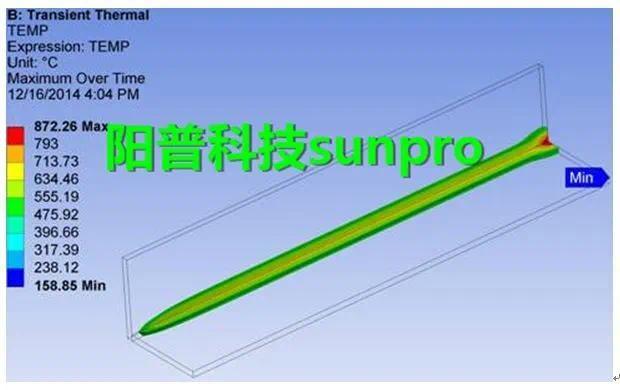
大于500度以上的热影响区域
2.激光焊过程热应力分析
进行瞬态热分析—静态结构分析的顺序耦合分析,将瞬态热分析获得的温度分布数据,传递到结构模块模拟激光焊接过程的热翘曲、热变形现象。
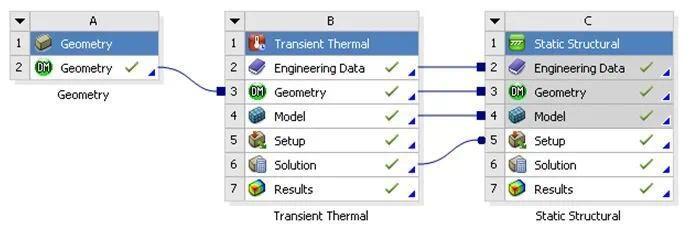
激光焊接热应力仿真流程
支撑条件与温度导入如下:
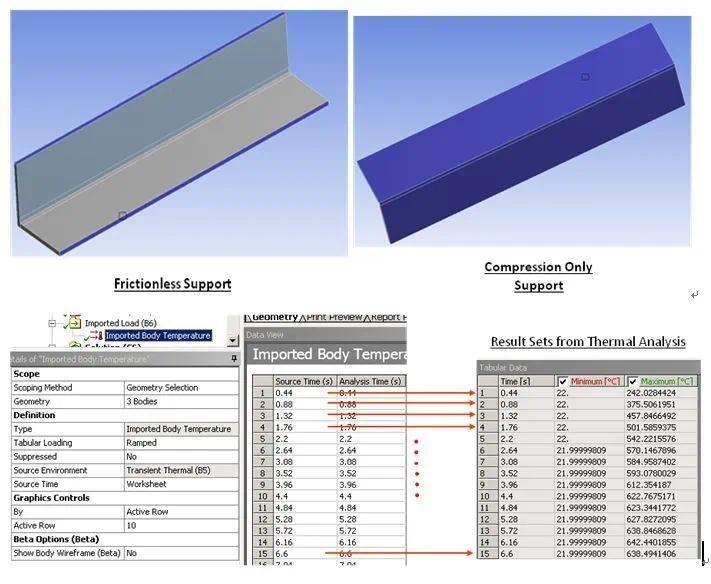
温度数据导入
应力与接触状态(焊接紧固状态)变化如下:
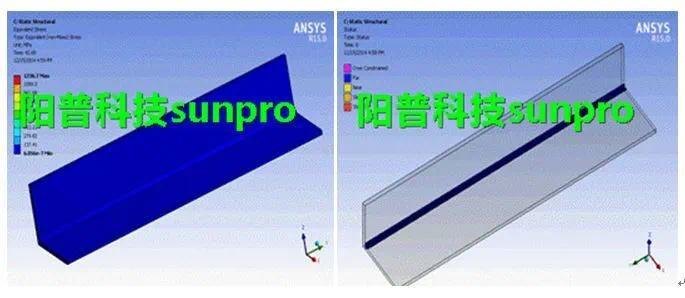
结构应力与焊接紧固状态
3.总结
ANSYS Workbench界面可以很方便的进行移动热源瞬态热分析,可以考虑实际焊接过程中结构连接状态与高温融合等因素的影响,解决焊接过程的温度场与热应力计算,为设计和工艺提供可靠的数据参考。


