新人设计易错点17个:实际工作经验总结

1.两相互连接的零件通孔和螺纹孔不匹配;
例如:
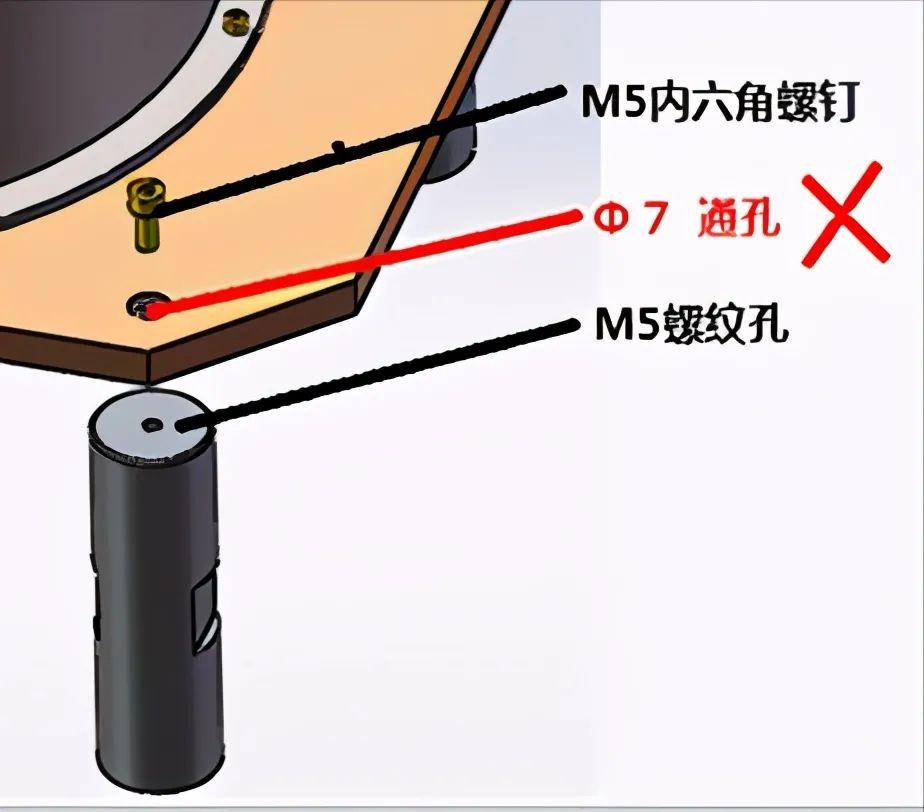
装配时需要二次加工扩螺纹孔并更换螺钉
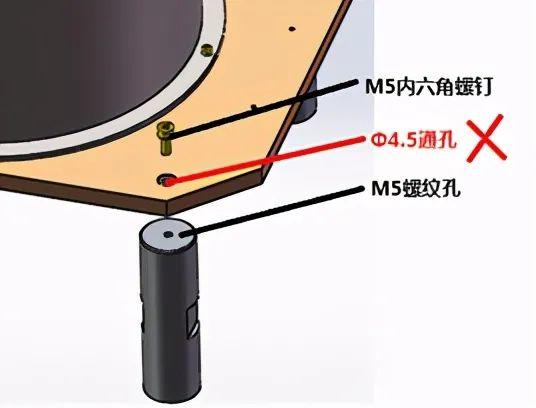
装配时需要二次加工扩通孔处理

推荐使用螺纹间隙孔来设计
2.忽略外购件的参数;
例如:

注:M14标注表示为普通粗牙螺纹,其螺距为2,因此装配时螺纹与外购件不匹配,此案例最终导致设计的连接件报废。
3.设计出的零件没有工艺圆角及工艺沟槽,普通加工手段无法完成加工。
例如:

图1
图2
注:如图1中的设计没有考虑工艺圆角,其形状只能用电火花加工或其余特种加工手段才可加工出来,常规加工手段是做不出来的,如设计成图2所示形状留有工艺圆角,便可线铣出沉阶面,再用Φ10的铣刀清角即可,这样便于加工节省成本!
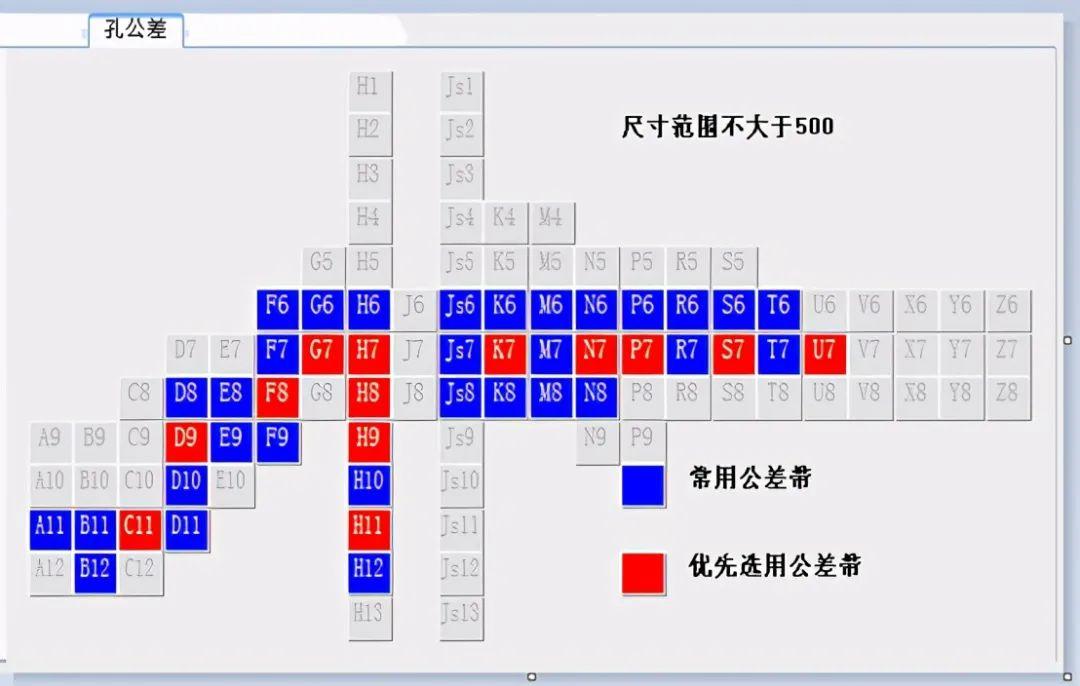
4.孔轴相互配合时没有考虑给公差导致装不进去。
例如:
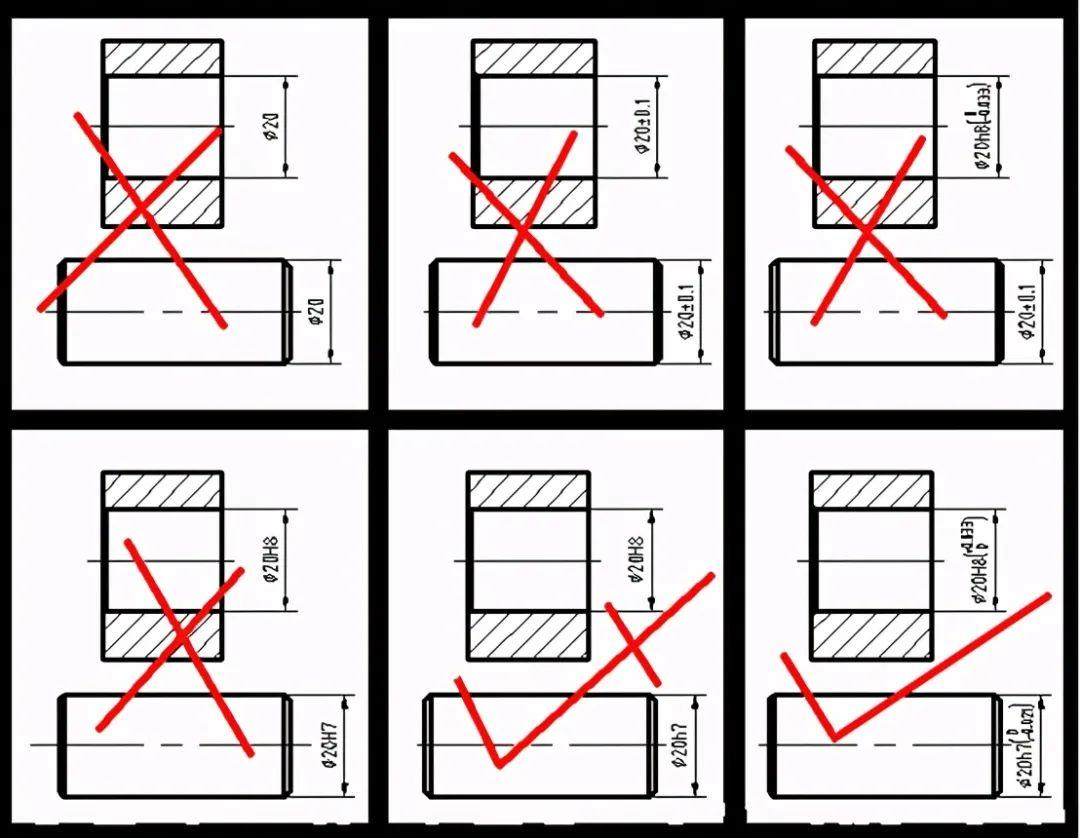
注:凡在设计的零部件中涉及到轴需要放进孔里的情况时,包括轴承与轴承座的安装、轴与轴承内孔的安装等。如若孔与轴的直径尺寸一样都需要考虑公差配合,除过盈配合和部分过渡配合外(相对较少用到)。原则是轴的直径上偏差不得大于孔的直径下偏差,否则就会出现轴装不进孔里的情况。公差配合的选择优先根据下图(机械设计手册《精度设计》及中望CAD和Solidworks里都有)中的公差配合选择。


5.设计零件配合及焊接零件配合时未考虑定位止口,导致加工操作不便。

注:如上图中无定位之口的设计焊接拼装时很容易将法兰和钢管焊偏(不同心),容易出现新的问题。而有定位止口的设计,焊接操作人员拼装时只需将钢管放置进止口便可轻松准确定位进行焊接。在零件设计时也需要考虑装配人员装配时是否方便,因此常常需要考虑设计定位止口。
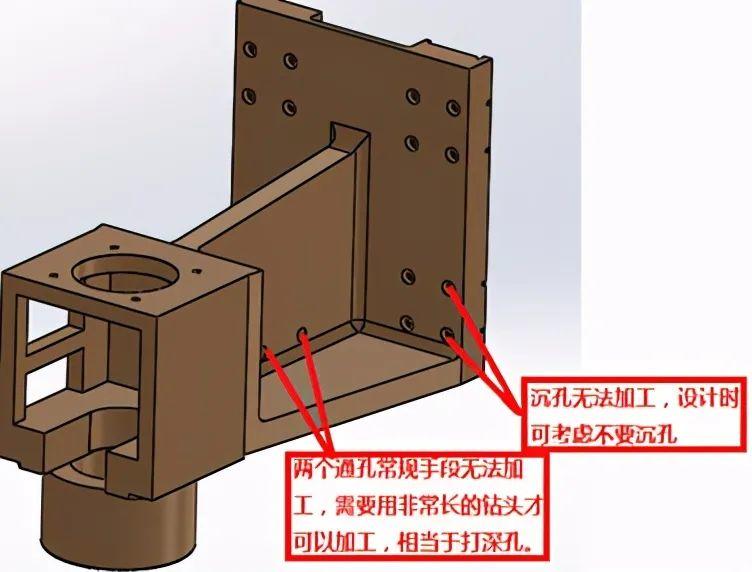
6.设计零件的时候没有考虑常规手段能否加工。
例如:
7.设计焊接件的时候没有留加工余量。
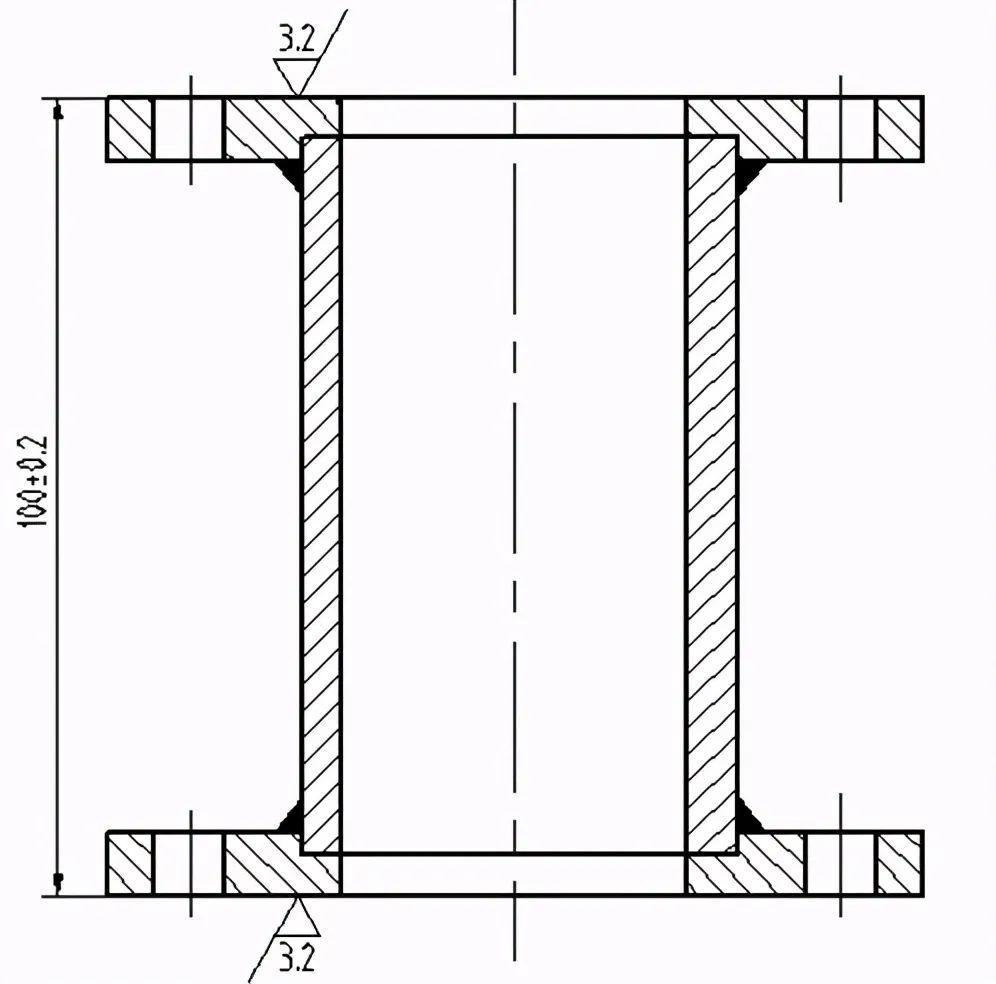
注:如上图所示需要设计一个焊接件,最终加工完高度要求100mm,下面为其零件图,按照左图中设计拼接完焊接前其总高度就到100mm了,然而由于焊接变形和焊接收缩其焊接完成总高度就会小于100mm,当加工上下两个法兰面到需要的平面要求时,最终其总长度就会与原设计要求相差很远。
而右图则在设计零件图时考虑了加工余量,其零件拼接完后总高度为104mm,这样上下两个法兰面各有2mm加工余量,足够其加工到目标尺寸。新人在设计此类焊接件时往往容易忽略放加工余量,最终基本都会导致零件报废。
8.设计焊接件的时候没有考虑焊接变形,及焊接拼装误差,焊接件安装孔在零件上打好再焊接,焊接后发现孔的位置不对了,导致无法安装。
例如:
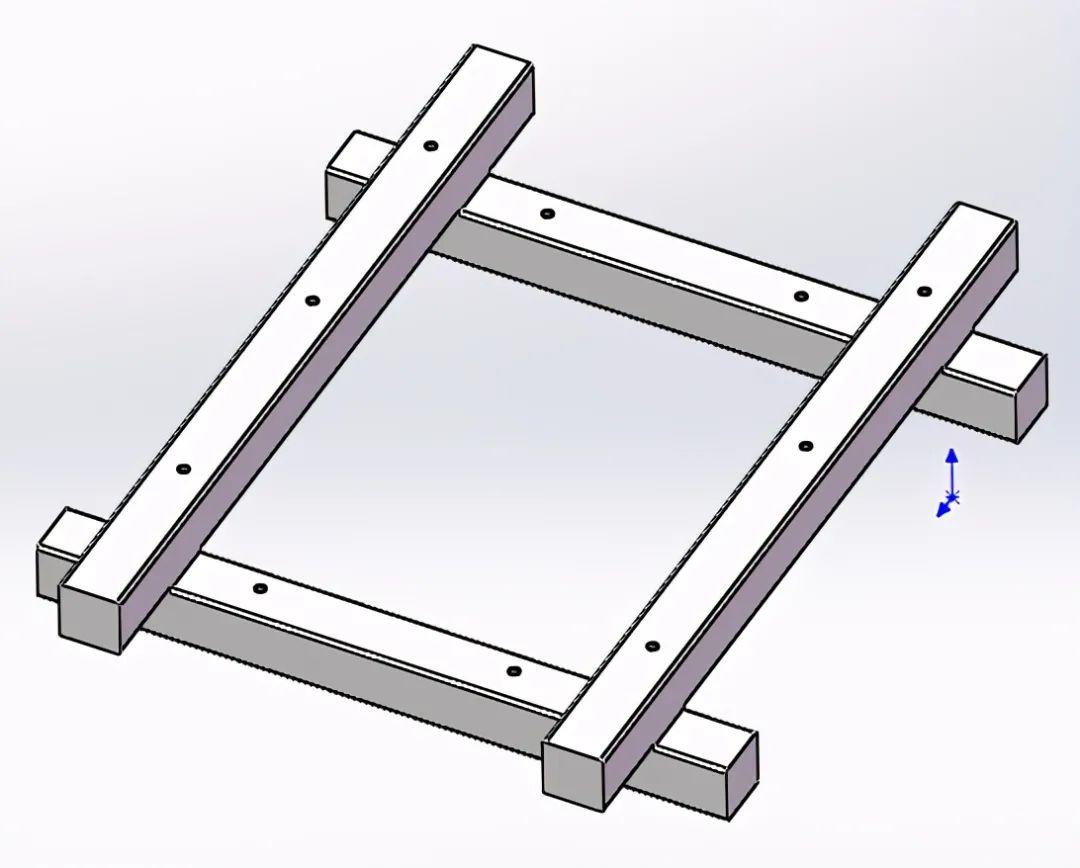
注:如上图所示焊接件上面的安装孔,如果其安装孔在设计焊接零件的时候就加工好了,那么在焊接的时候对几根型钢的相对位置定位要求非常高,焊接定位精度达不到的话,两根钢条上的安装孔相对位置容易出现较大误差,最终导致无法安装。焊接件的安装孔原则上应该在焊接完之后加工,这样即简化了焊接又能够保证零件空位位置精度。
9.设计零件时未考虑表面处理,如:Q235,45#,铸件等易锈材料没有做表面处理。
注:机械工程材料中有许多常用的易腐蚀氧化的材料,在选择此类材料加工零件时应该注意,要在技术要求中添加表面处理。如:发黑、镀铬、油漆、喷塑、喷砂等
10.零件设计材料选择不合理。
注:机械工程材料有很多的种类,每种都有其独特的性能,如焊接性能、防腐性能、导热性能、自润滑性能、热处理性能等等,但新人在选择材料的过程中通常容易犯一些一些典型错误:
1)不锈钢焊接件其焊接零件选择304 (×)
不锈钢304L焊接性能好,公司统一正常使用环境下凡是需要焊接的不锈钢材料均选择304L,不需要焊接的不锈钢零件均选择304
(2)如下图为一个需要使用线切割或者电火花等特种加工才可以完成的零件,但材料选择了非金属(尼龙1010) (×)

非金属材料绝大多数都是绝缘的,尼龙1010也是,其绝缘的特性决定了其不可用用线切割或者电火花加工。选用非金属一般考虑减震、润滑等特性,因此考虑到其特殊的形状及加工难度,例如材料可尝试选择黄铜H62,其特性相对接近。
(3)如下图为一个需要使用线切割或者电火花等特种加工才可以完成的零件,但材料选择了非金属(尼龙1010) (×)
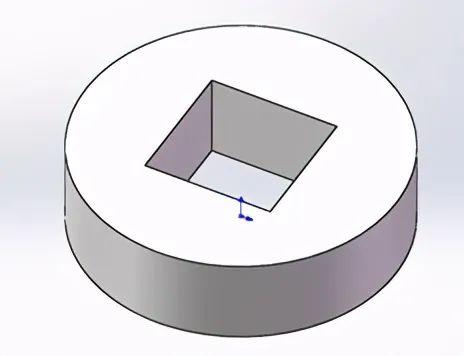
非金属材料绝大多数都是绝缘的,二尼龙1010也是,其绝缘的特性决定了其不可用用线切割或者电火花加工。选用非金属一般考虑减震、润滑等特性,因此考虑到其特殊的形状,材料选择黄铜H62相对接近。
11.考虑不到形位公差。
注:新手在设计零件时易忽略其安装要求及安装精度,因此并未考虑形位公差。新人在不知道如何标注形位公差时应多问问师兄及有经验的同事,先掌握判断所设计零件是否需要添加形位公差的能力再逐步掌握查询手册法掌握形位公差应该给多少等级的精度。
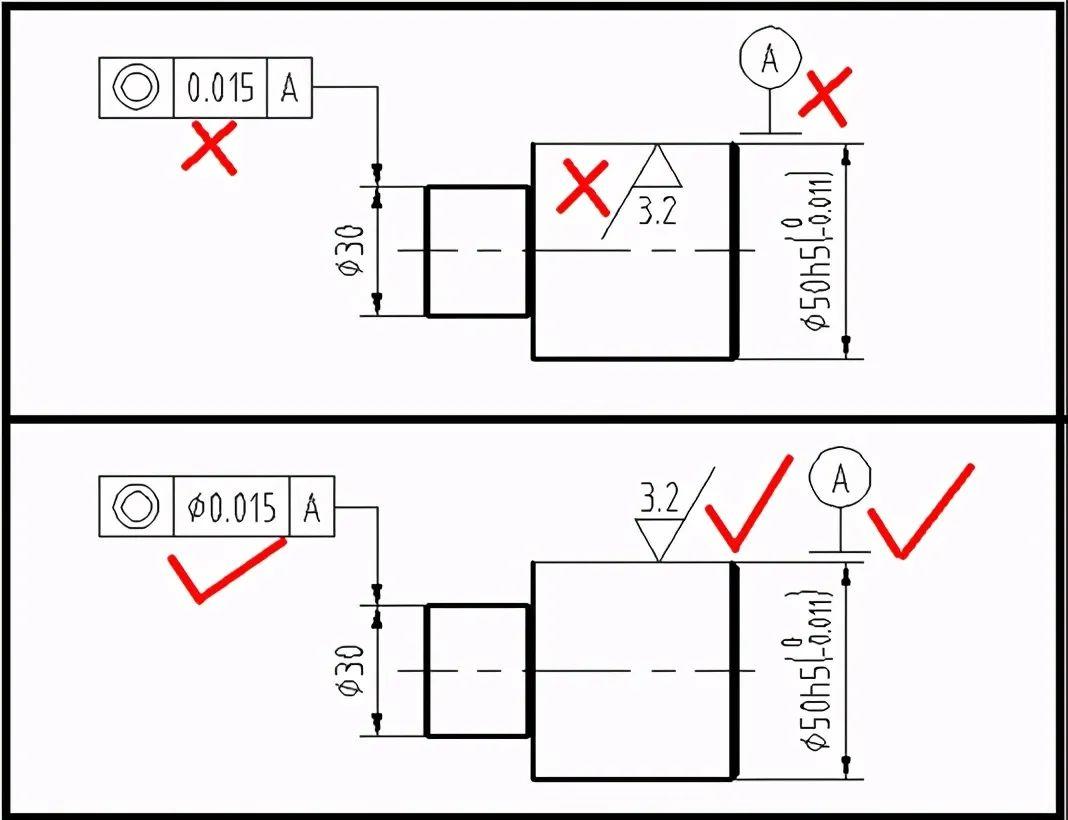
12.图纸标注少尺寸,直径标注少“φ”。
注:新人画图易漏标尺寸,还有直径标注易漏掉“φ”
13.不会写技术要求。
注:新人画图时技术要求通常没有或者只有一句“锐角去毛刺”而很少能够主动加上调制处理、表面处理、及加工注意事项等技术要求。技术要求是给识图者(图中零件整个生产过程中需要看图纸的人)看的,需要站在使用图纸人员的角度,尽量去解释图面无法表达切不易理解的部分内容,辅助识图者更好的理解图纸,理解设计者的初衷。
14.做油漆不按标准写色号。
注:新人在设计需要做表面防腐处理(油漆)的过程中,技术要求写的如
“表面喷白色油漆”、“表面喷黑色油漆”、 “表面喷蓝色油漆”等。并不符合要求,在工业标准里每种颜色都有许多种衍生颜色,因此需要增加标准色卡上的颜色代号。如“表面喷白色油漆:RAL9001”这样喷漆人员就可以根据当初设计的颜色 色卡去配色。


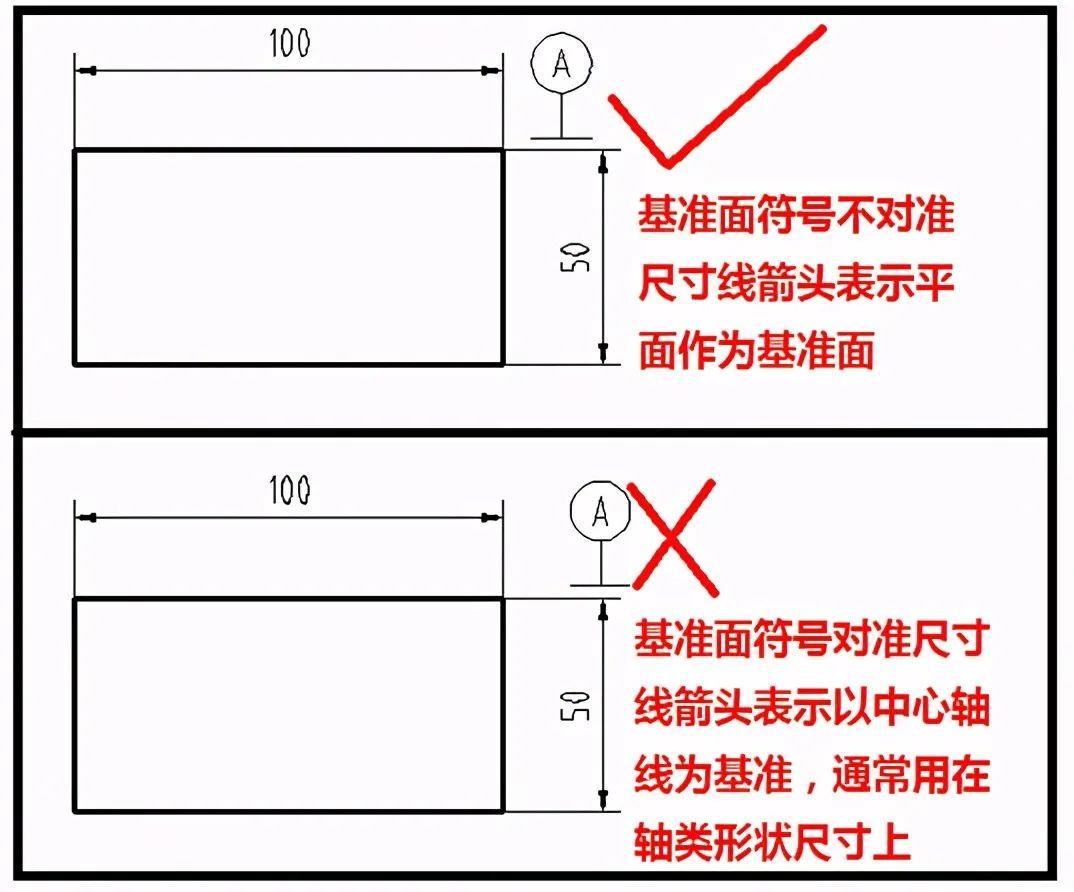
15.标注尺寸不规范,比如:基准面与基准轴标注混淆。
16.标注尺寸基准选择不对,不以安装面为基准导致最终装配出现问题。
例如:假设下图两块板需要靠其视图上的安装孔安装在一起且四边都要求齐平,下图中有左右两组案例:
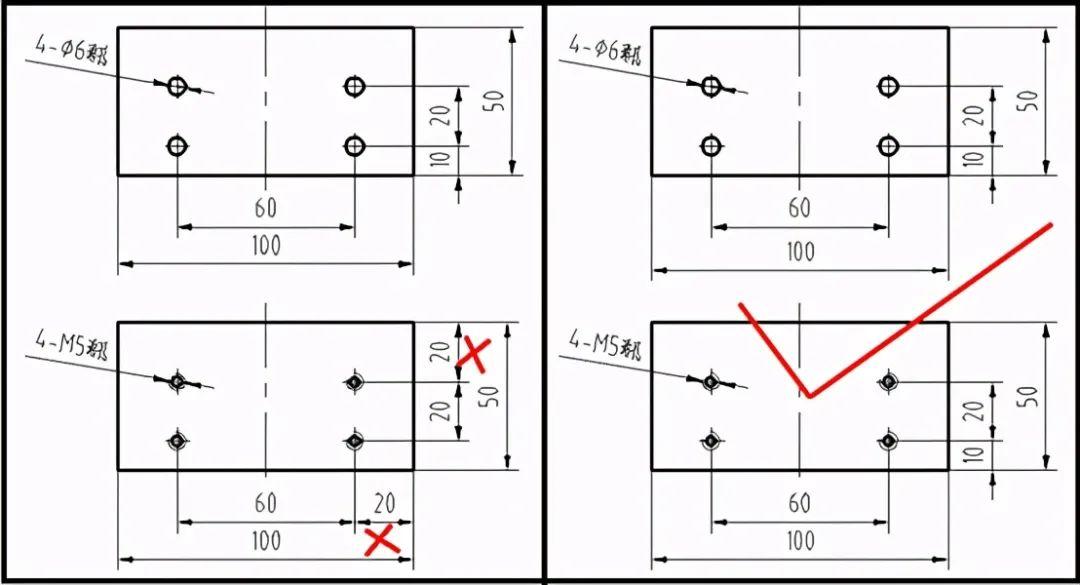
注:如以上图为例,若两个零件所标尺寸基准选择如左图所示,则可能出现由于外形尺寸的自由公差偏差导致孔位整体偏差。这样就会最终导致两个零件无法装配,标尺寸时应充分考虑所标尺寸的基准选择,减少累计误差导致的最终装配问题。
17.设计零件时未考虑工艺沟
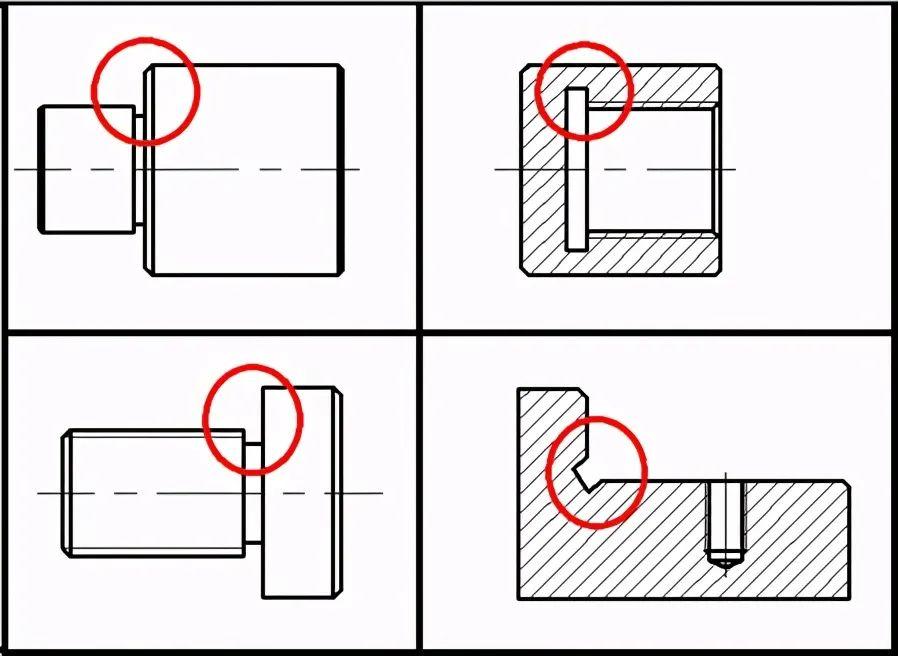
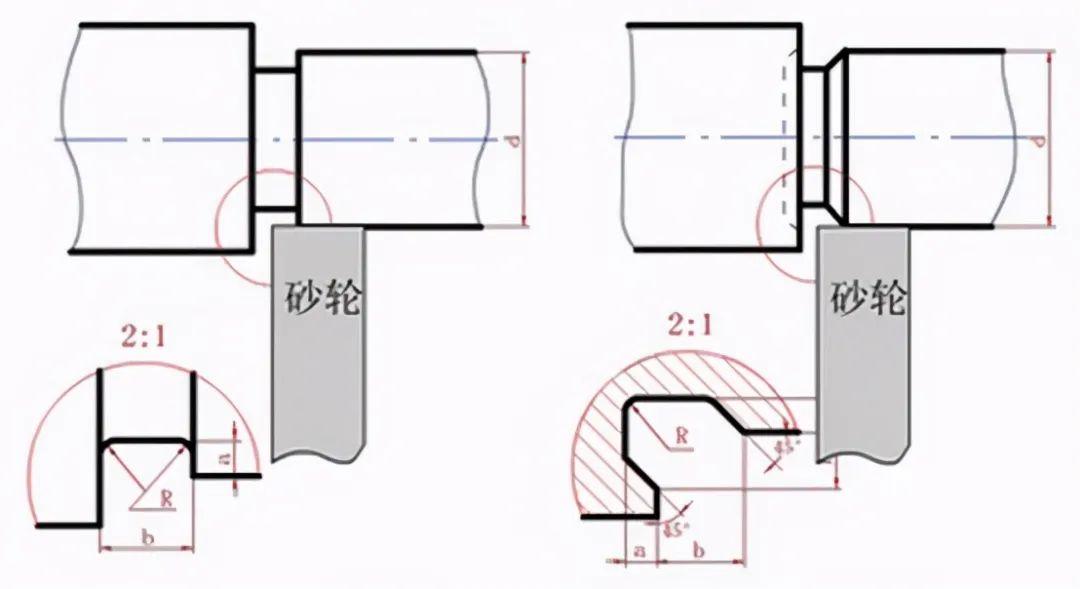
注:新人在设计零件时通常不会画出退刀槽,由于对退刀槽的认识不够便容易忽略,其实是很重要的,如内外螺纹如果螺纹根部没有设计退刀槽,那么与其配合的螺纹连接件无法拧到与螺纹根部的端面接触,通常容易造成所设计的零件不可用。还有就是在加工高精度安装面及阶梯轴时在轴肩根部需要设计退刀槽,上图即很好的解释了退刀槽的作用,可以使加工道具加工到整个圆柱面。
-End-
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删。
来源:非标机械专栏


