深度 | 塑胶件:全面系统的熔接痕解决方案(上)
熔接痕(Weld line)是由于熔融塑料在型腔中由于遇到嵌件孔洞、流速不连贯区域、充模料流中断区域而以多股形式汇合时,因不能完全熔合而产生的接缝 。
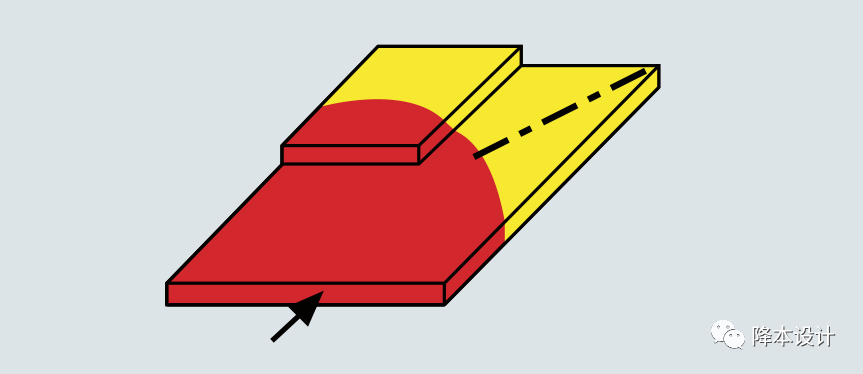
注塑成型充填时,熔料在模腔中的流动,一般模腔壁面的温度都比塑料的熔点低,所以熔料从进入模腔的时刻起便开始冷却,在与模壁接触的一层熔体构成了不移动的外壳(冷凝层),而其内部则仍然是较热的熔体(流动层)。
▲红色代表熔料,蓝色代表冷凝层,红色箭头代表热传方向
当两股以上熔料流汇时,熔料流动前锋包裹着的这层张力较大的冷凝层起到了阻止对方与自身融为一体的作用,影响了两熔流的彻底均匀混合,由此导致了两熔体相接触段的局部微观结构不同,宏观上就会出现一条平直或弯曲的隐若现的痕迹,类似一道较明显的接缝,严重时会呈现一个凹槽。它是两股流动的塑料熔体相接触而形成的形态结构和力学性能都完全不同于塑料其它部分的三维区域。
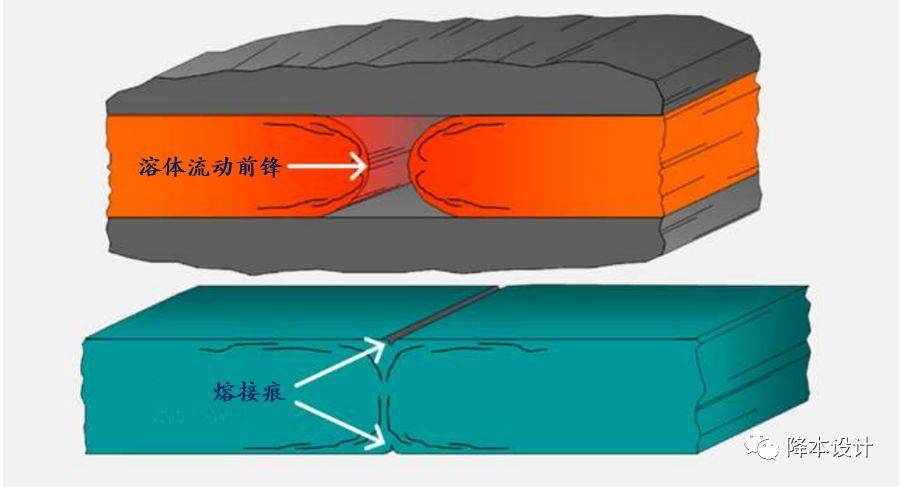
▲熔接痕的形成
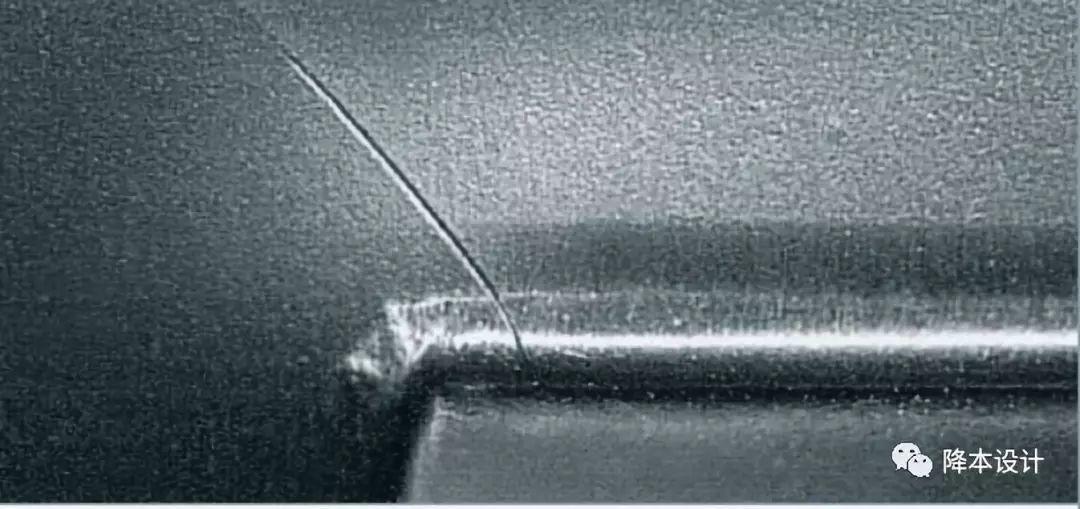
▲可明显看出熔接痕发生于两股熔料交汇处
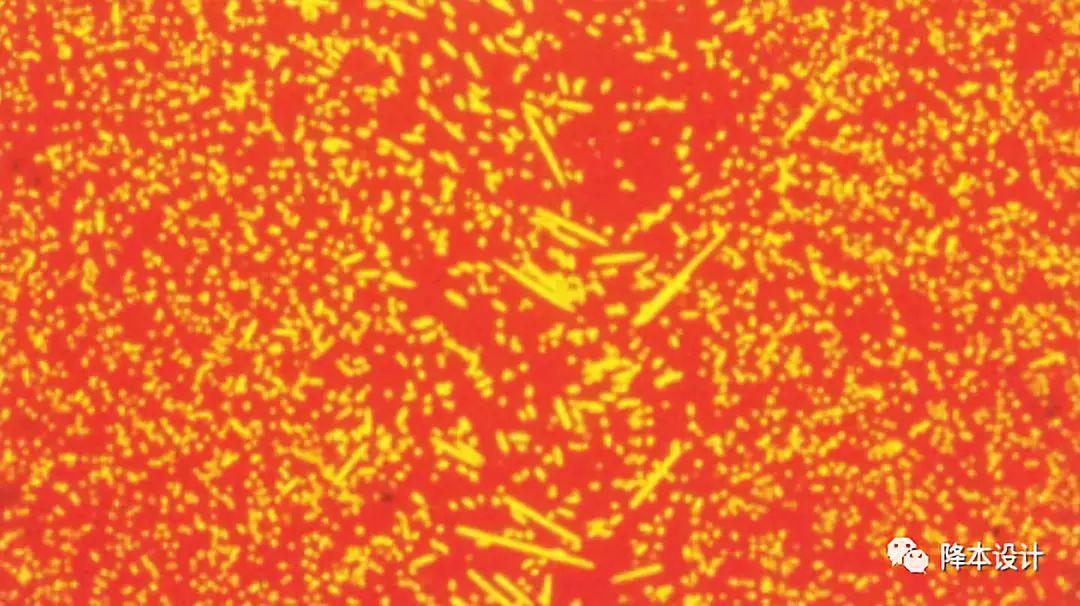
▲熔接痕处的玻纤取向
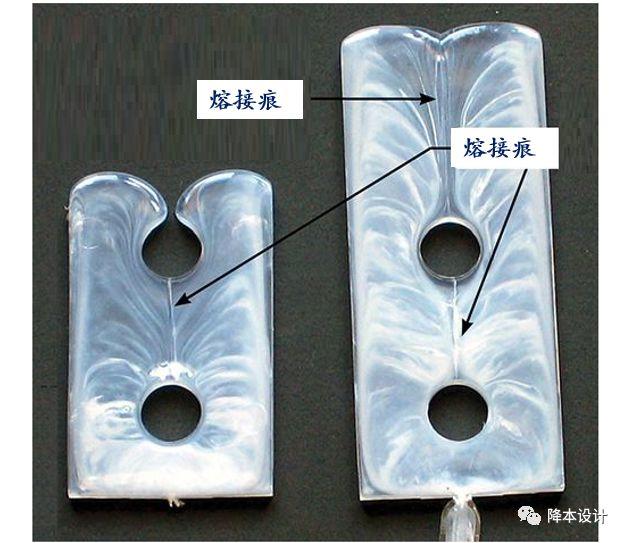
1.3 熔接痕的案例
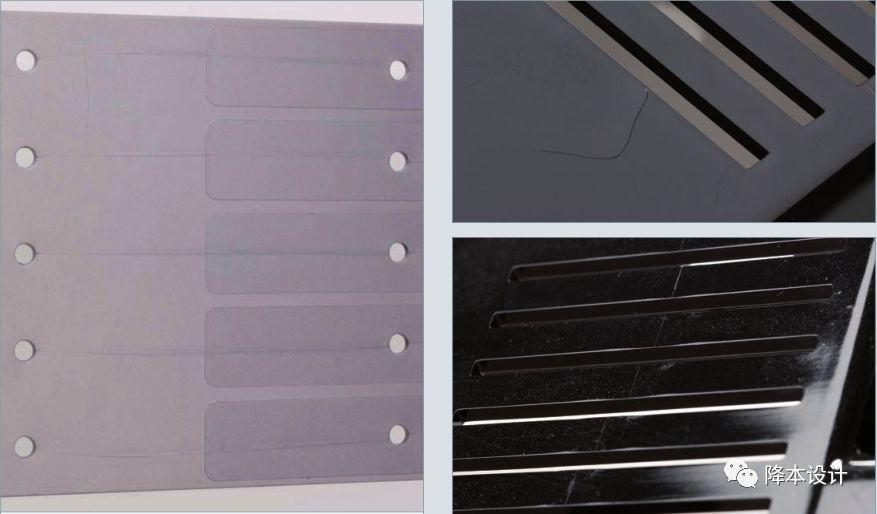

▲塑料中加入金属色母后熔接痕更加明显



▲其它各式各样的熔接痕处


▲大自然中的熔接痕:泾渭分明


▲美丽的熔接痕


▲熔接痕中的两股溶流=冰与火之歌,互不相容
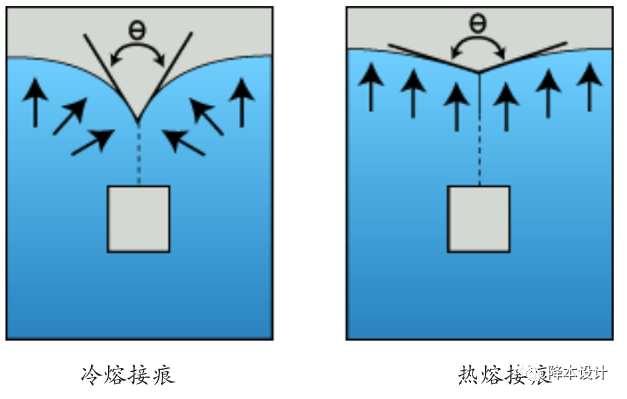
冷熔接痕的产生多半由于多点进浇而造成。塑料在流动过程中受模具冷却效应温度逐渐下降,因此发生冷缝合的时机往往接近充填结束,塑料温度也较冷,因此称作冷熔接痕。冷熔接痕可视作两股溶料流头对头(Head-to-Head)相互冲击而形成的缝合线,熔接角度接近0度,同时在熔接产生后塑料往往立即停止流动,因此冷熔接痕是熔接强度最差,外观最明显的一类熔接痕。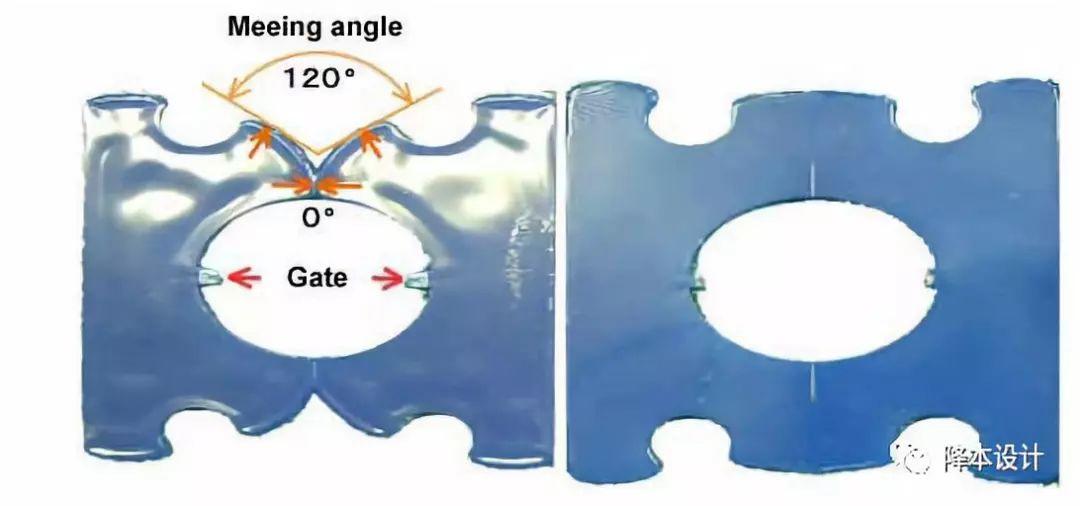
塑料在流动过程料流遇到孔、洞或嵌件、型芯等障碍物而分流,分流的料流绕过障碍物后又重新汇合,在汇合区域所形成的熔接痕。由于两股料流来自相同料流遭障碍物分流而成,性质及温度差异不大,同时在熔接后料流仍然继续流动,因此称为热熔接痕。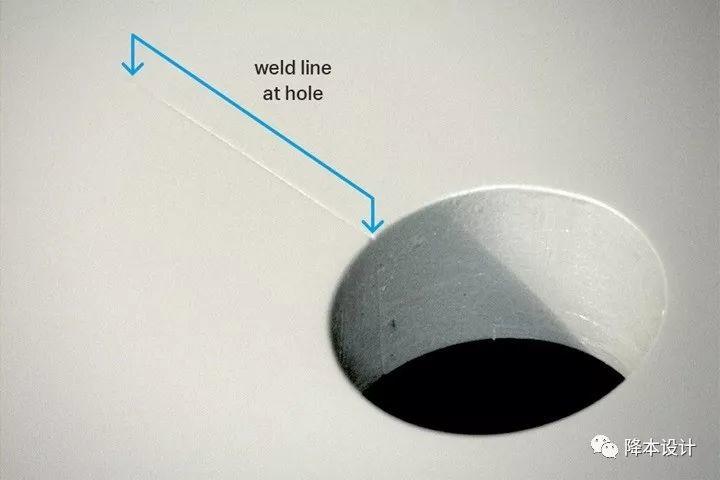
冷熔接痕和热熔接和的准确区分决定于两股溶流交汇时的角度,如果交会角小于135度,那么就是冷熔接痕;如果交会角大于135度,那么就是热熔接痕。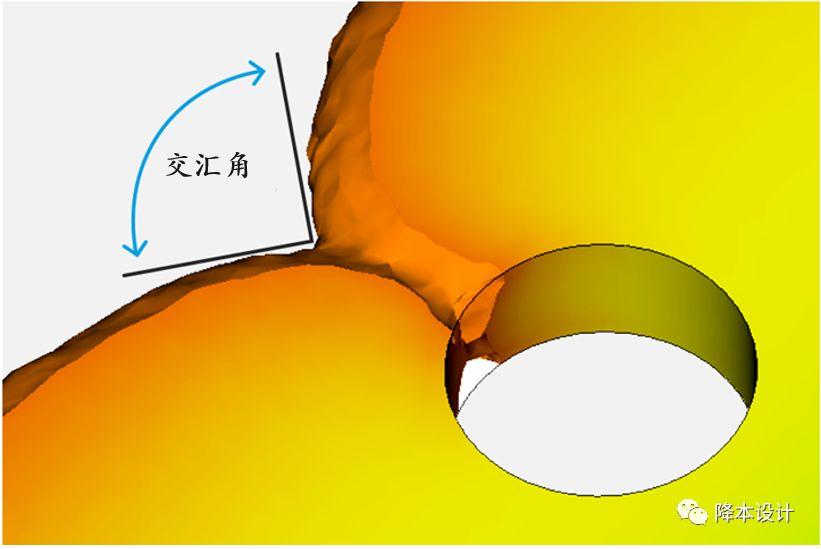
融熔塑料在壁厚变化的模具中充填时,在壁厚处阻力小,流速快;而壁薄处则阻力大,流速慢。由于这种流动速度的差别,使来自不同壁厚处的熔体,以不同的流速相汇合,最终在汇合处也会形成熔接痕融熔塑料在充填时,如果经过孔、洞或嵌件等特征,必然会分成两股或多股溶流,溶流在交汇处产生熔接痕。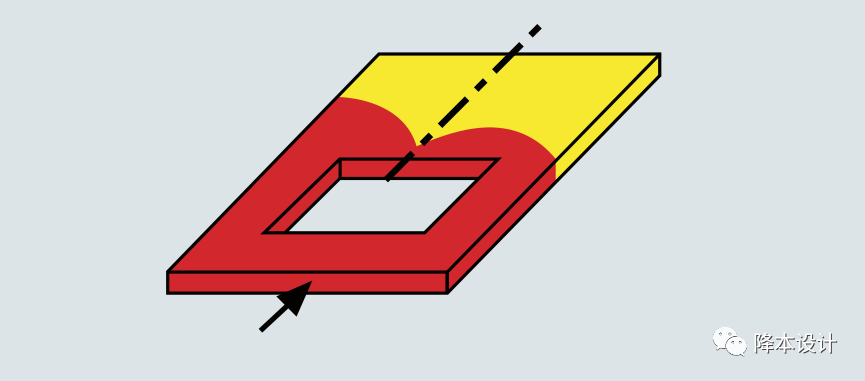
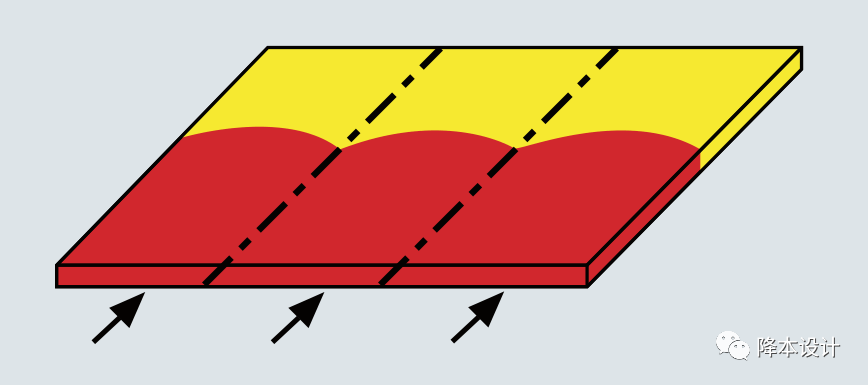
多个浇口进胶导致两股或多股溶流,溶流在交汇处产生熔接痕。
两个浇口分别从两侧进胶,导致两股溶流在交汇处产生熔接痕。
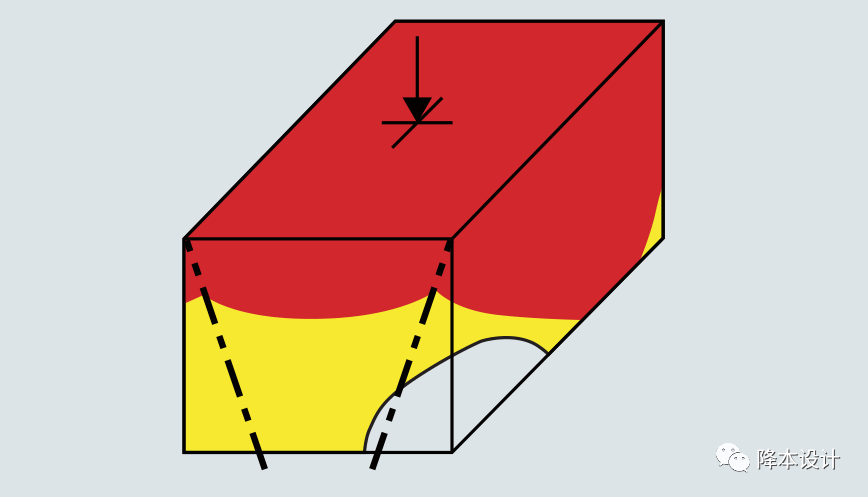
不同溶流的流长不一致,导致在溶流交汇处产生熔接痕。
熔接痕会验证影响塑胶件的外观质量,减少表面光洁度,使塑胶件后续涂装、电镀工序产生色差。透明和半透明塑胶件形成的熔接痕特别明显,影响外观。另外,由于熔接痕区域阻碍保压流动,使该区域保压效果较差,可能发生缩水问题。
熔接痕对塑胶件的力学性能影响也很大,降低塑胶件机械强度,给塑胶件的正常使用带来漏水、漏气或受载后断裂等安全隐患。
由于塑料波前喷泉流动的特性,在波前位置的塑料分子链与波前平行,造成熔接时分子链互相平行,穿透与纠缠程度降低造成强度减弱。对于添加玻纤补强的塑料此效应特别明显。下图显示一个玻纤增强塑料的玻纤取向的模拟情形,由图可看出在熔接痕区域玻纤分布几为平行。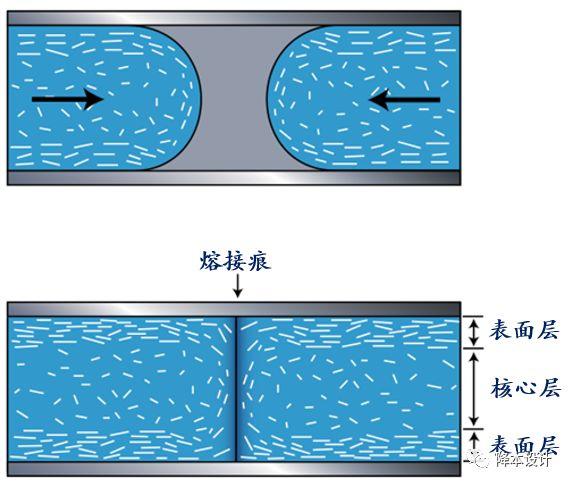
下表列出不同塑料加入玻纤后在熔接痕区域拉伸强度减弱情形。对于大部分塑料而言,在熔接痕区域强度降低约20%左右,玻纤增强塑料则降低60-70%以上,随加入玻纤含量及长径比的提高,熔接强度减弱的情形越见明显。塑料 | 添加玻纤 | 拉伸强度保留值 |
PP | 0 | 86% |
| 20% | 47% |
| 30% | 34% |
SAN | 0 | 80% |
| 30% | 40% |
PC | 0 | 99% |
| 10% | 86% |
| 30% | 64% |
PSU | 0 | 100% |
| 30% | 62% |
PPS | 0 | 83% |
| 10% | 38% |
| 40% | 20% |
Nylon 66 | 0 | 83-100% |
| 10% | 87-93% |
| 30% | 56-64% |
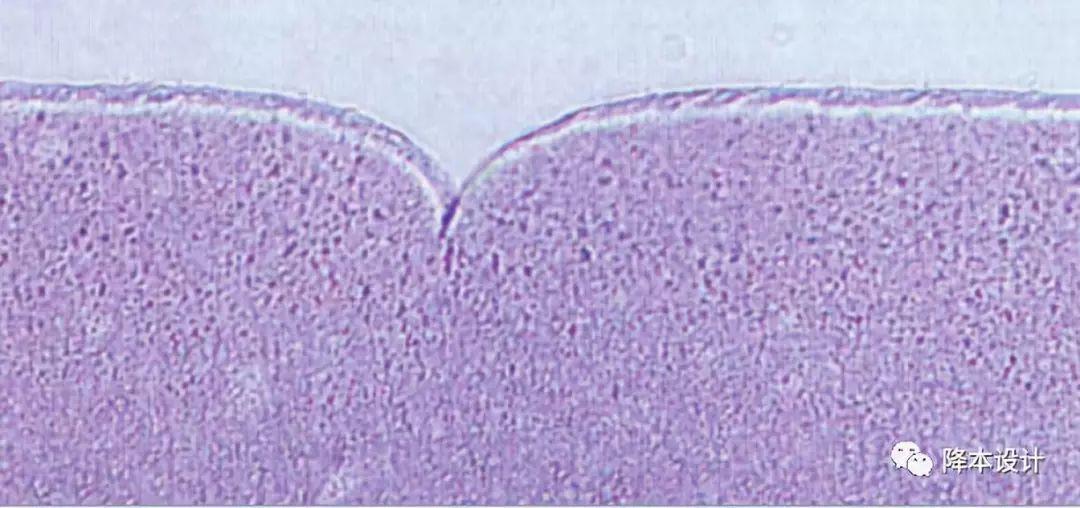
注:拉伸强度保留值=(熔接痕处之拉伸强度/非熔接痕处之拉伸强度)x100%如果熔接痕发生在充填结束或末期,由于塑料温度降低,分子链运动性能降低,扩散不足,将使此处更差。对于热固性塑件,由塑胶熔料在交汇时已接近交联后段,造成熔接不良,熔接痕区域局部强度下降情形更明显。另外,熔接区域容易夹带杂质,生成针孔,造成强度减弱。在熔接痕区域的两股熔流交汇处会产生V型缺口,此种近似裂纹结构容易产生应力集中,使此部份力学性质与强度较差,同时也是裂纹潜伏区。
实验发现,靠近模具壁区域要较中间区域分子链扩散的程度较小,因此强度较差。此区域大小随塑料种类与成形条件而异。以PS为例,此强度较弱区域约为0.2~0.3mm。如果熔接痕区域承受载荷或者与某些化学物质接触,那么非常容易发生破裂。1. 免责声明:部分图片来源于网络,仅供学习用,侵权删。
2. 原创作品,欢迎转载,抄袭必究。如需转载,请联系作者,转载要求不能修改内容和保留文末作者及公 众号信息。