浅谈COMSOL中激光烧蚀的数值模拟

浅谈COMSOL中激光烧蚀的数值模拟
作者:极度喜欢上课
一、引言
本文在参考了COMSOL官网的一个案例[1]和一篇博客 [2]的基础上,基于COMSOL建立了三维的激光烧蚀模型。其中COMSOL官网的案例详细讲解了“移动激光源”的设置方法,博客则详细讲解了“激光烧蚀”的本质、应用、数学模型以及其在COMSOL中具体的处理方法。
二、理论与设置
“移动激光源”的设置主要涉及到两个方面,一方面是激光热源的设置,另一方面则是让激光热源动起来。
1. 激光热源的设置
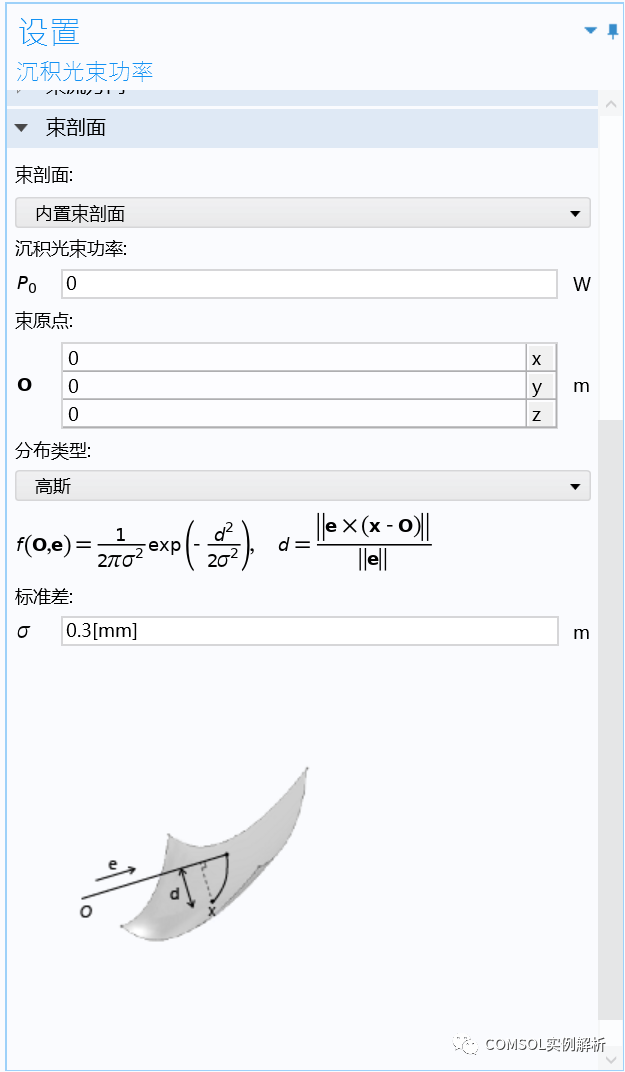
激光烧蚀模型中的激光通常是紧聚焦光束,符合高斯热源分布,大多数情况下可以简化成是“表面热源”,利用传热模块中的边界条件“热通量”“边界热源”或“沉积光束功率”都可进行处理。大多数情况下利用“热通量”和“边界热源”处理激光的手法完全相同,都是通过人为手动定义高斯热源的表达式来实现的,如图1所示,详情可见参考资料[1](其中exp表示的是以自然常数e为底的指数)。“沉积光束功率”则是通过COMSOL内置的高斯热源表达式来实现对激光热源的建模,如图2所示。

2. 激光热源的运动
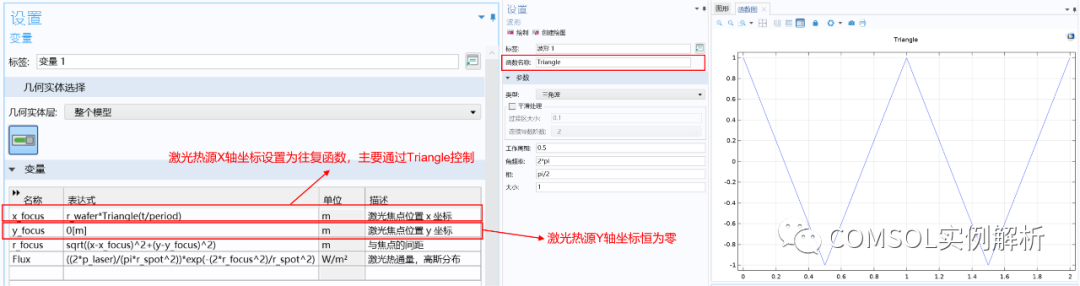
激光热源运动的本质就是将激光作用于材料的X、Y、Z坐标设置成随时间变化的函数,函数则决定了激光热源运动的路径。在参考资料[1]中,因为是将激光热源设置成了“热通量”,所以不用考虑Z坐标的变化(Z坐标的变化直接由“面”来控制),然后将激光热源作用的Y轴坐标设置成恒为零,X坐标则设置成一个与三角波函数相关的函数,以实现激光热源沿X轴实现往复运动,如图3所示。同样的,如果利用“沉积光束功率”对激光热源进行建模,只需要将“束原点”的坐标设置成随时间变化的函数即可,如图4所示。

当然控制激光源移动的方法还有很多,大家可以多多了解学习。
烧蚀的本质其实就是金属在高温过程中发生气化导致金属质量减少的现象。运用COMSOL处理烧蚀模型有两个需要重点解决的问题:1.如何处理由烧蚀导致的金属质量减少的情况;2.如何处理由金属的气化所产生的热量交换问题。在参考资料[2]中,COMSOL是通过“动网格”和“热通量”分别处理上述两个问题的。
参考资料[2]这篇博客其实还对应着另外一个COMSOL官网案例[3],结合这两个资料本文详细说明“热通量”和“动网格”的设置。
烧蚀所产生的热量传递满足图5所示的公式,公式中每个变量的含义及其单位本人也做好相应标注,大家可以自行理解。

图5中的公式具体是通过图6中COMSOL的设置实现的。其中T_ablate表示烧蚀温度;Ramped_Coefficient表示烧蚀的传热系数,该传热系数为一个斜率足够大的斜坡函数,足够大的斜率目的是为了考虑烧蚀快速带走热量的情况,且该函数的横坐标在小于零时等于零,目的是为了实现当金属材料当前温度小于烧蚀温度时不带走热量的情况;T表示金属当前温度。通过“固体传热”中的“热通量”(即图6中的“Heat Flux 2”)COMSOL即可求解金属烧蚀带走的热量。

烧蚀会导致金属材料减少,其满足图7中的公式,该公式可以理解为先通过图5中的公式计算金属气化带走的烧蚀热量,然后再通过金属的密度和升华热来计算“消耗”了多少金属,反推出动网格的法相变形速度。公式中每个变量的含义及其单位本人也做好相应标注,大家可以自行理解。
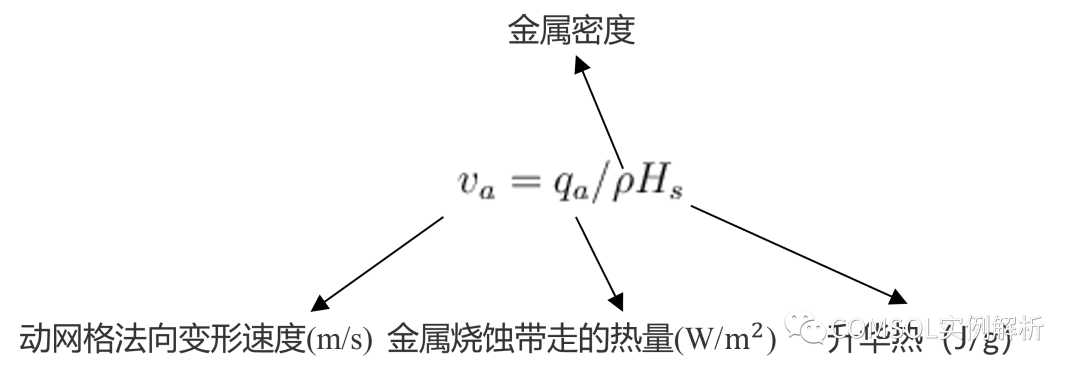
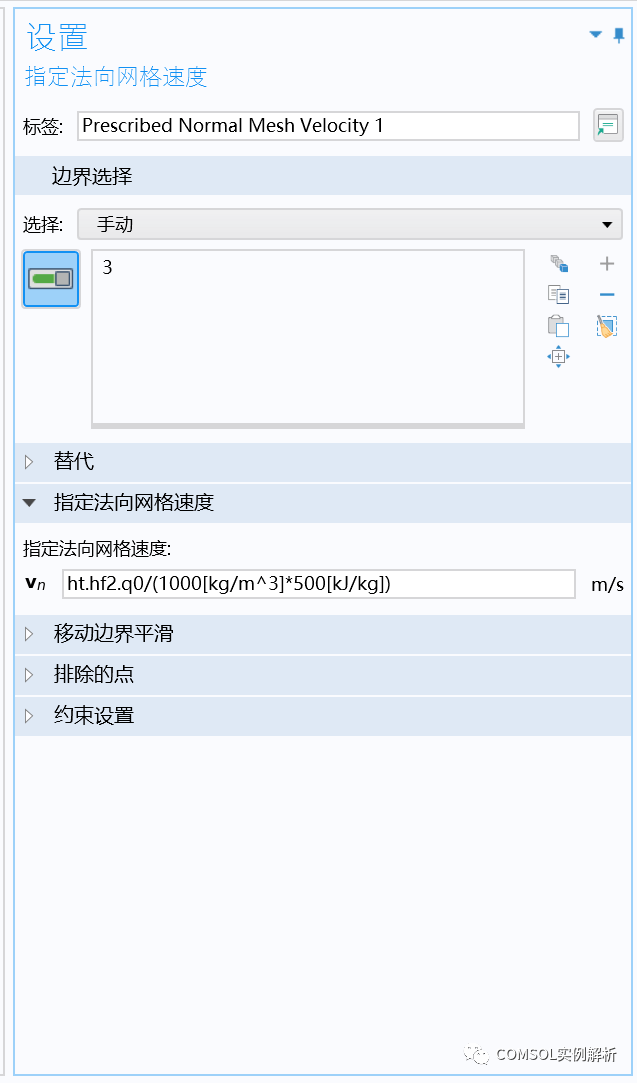
图7中的公式具体是通过图8中COMSOL的设置实现的。其中ht.hf2.q0表示由“热通量”(即图6中的“Heat Flux 2”)计算的金属烧蚀带走的热量;剩下的两个常数带有单位,分别表示金属的密度和升华热。通过“变形几何”中的“指定法向网格速度” COMSOL即可求解烧蚀导致的金属变形速度。
三、模型建立
结合COMSOL官网的参考资料[1-3]。本文建立了三维的激光烧蚀模型,并在“固体传热”物理场接口中加入COMSOL内置的“相变”模块,以表征金属固液相变的情况。如图9所示为模型的示意图,金属板材长宽均为0.05米,高为0.01米。激光作用在上表面,并沿X轴做往复运动,其中Y轴坐标恒为零。

四、结果分析与讨论
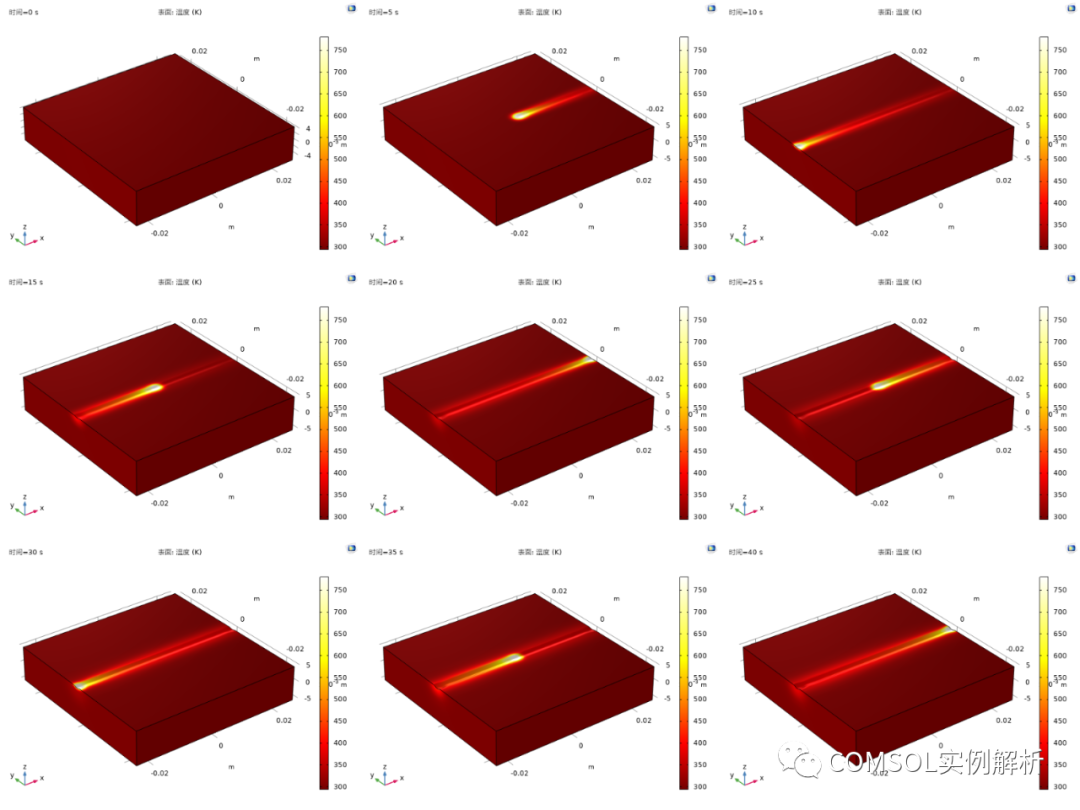
如图10所示,为不同时刻金属板的温度云图。图中温度最高的部分即为激光热源的作用范围,从图中可以看出激光热源每走一道,金属板上的烧蚀痕迹就更深一层。
如图11所示,图中红色部分即表征金属的液态相。对比图10,可以看到金属液相产生的位置是跟随激光热源一同移动的,且金属液相不会广泛的扩散也不会长时间的保持。上述情况的产生可能是因为烧蚀导致热量急剧扩散,金属板与外界发生了强烈的热交换,所以除了激光热源作用的位置外,金属板其他部分不会有剧烈的升温情况,因此金属液相仅存在于激光热源的直接作用位置。

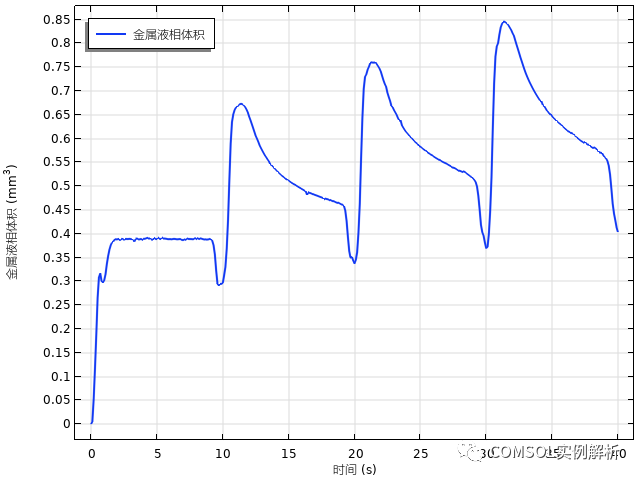
如图12所示,为金属液相体积随时间的变化图。在0秒至10秒范围内,激光热源开始走第一道,金属板液相从0开始逐步增加至0.39立方毫米左右,并在9.1秒之前都基本保持稳定,这是因为激光热源的功率是恒定的;在第9.1至10秒左右,激光热源经过金属板边界时激光热源的作用半径有一半超出了金属板,激光热源实际作用的面积只有原来的一半,因此热量减少、金属液相率减少;10秒至11.5秒左右,激光热源开始往回走第二道,热量在金属板边界处叠加,因此金属液相率会急剧上升;11.5秒过后,当激光热源足够远离金属板边界时,热量得到有效扩散,金属液相体积开始减少;其他时刻则重复着上述的循环。从图中还可以看出,当激光热源走第二、第三、第四道时,虽然金属液相率的变化趋势基本一致,但是金属液相率会有缓慢的增加,这可能是因为激光热源每走一道都会导致金属板热量的累积,因此平均金属液相率就会缓慢增加。
如图13所示,为金属在激光热源作用下第40秒时的烧蚀结果图。从图中可以看出金属板两端的烧蚀情况最为严重,与图12中金属板两端金属液相率急剧上升一致。

五、总结
本文通过COMSOL Multiphysics软件建立了本文建立了三维的激光烧蚀模型,并在“固体传热”物理场接口中加入COMSOL内置的“相变”模块,以表征金属固液相变的情况。文中还简要分析了金属板的温度变化,金属液相变化以及烧蚀的情况。文中的模型为本人的原创案例,请大家理性看待。


