锂电池极片设计基础、常见缺陷和对电池性能的影响!

锂电池电极是一种颗粒组成的涂层,均匀的涂敷在金属集流体上。锂离子电池极片涂层可看成一种复合材料,主要由三部分组成:
(1)活性物质颗粒;
(2)导电剂和黏结剂相互混合的组成相(碳胶相);
(3)孔隙,填满电解液。
各相的体积关系表示为:
孔隙率 + 活物质体积分数 + 碳胶相体积分数=1
锂电池极片的设计是非常重要的,现针对锂电池极片设计基础知识进行简单介绍。

例如,LiFePO4摩尔质量157.756 g/mol,其理论容量为:

这计算值只是理论的克容量,为保证材料结构可逆,实际锂离子脱嵌系数小于1,实际的材料的克容量为:
其中,涂层的面密度是一个关键的设计参数,压实密度不变时,涂层面密度增加意味着极片厚度增加,电子传输距离增大,电子电阻增加,但是增加程度有限。厚极片中,锂离子在电解液中的迁移阻抗增加是影响倍率特性的主要原因,考虑到孔隙率和孔隙的曲折连同,离子在孔隙内的迁移距离比极片厚度多出很多倍。

N/P要大于1.0,一般1.04~1.20,这主要是处于安全设计,防止负极侧锂离子无接受源而析出,设计时要考虑工序能力,如涂布偏差。但是,N/P过大时,电池不可逆容量损失,导致电池容量偏低,电池能量密度也会降低。
而对于钛酸锂负极,采用正极过量设计,电池容量由钛酸锂负极的容量确定。正极过量设计有利于提升电池的高温性能:高温气体主要来源于负极,在正极过量设计时,负极电位较低,更易于在钛酸锂表面形成SEI膜。




a. 真密度指粉体质量除以不包括颗粒内外空隙的体积(真实体积),求得的密度。即排除所有的空隙占有的体积后,求得的物质本身的密度。
b. 颗粒密度指粉体质量除以包括开口细孔与封闭细孔在内的颗粒体积,求得的密度。即排除颗粒之间的空隙,但不排除颗粒内部本身的细小孔隙,求得的颗粒本身的密度。
c. 堆积密度,即涂层密度,指粉体质量除以该粉体所组成涂层的体积,求得的密度。其所用的体积包括颗粒本身的孔隙以及颗粒之间空隙在内的总体积。

其中,D0表示材料本身固有扩散(传导)率,ε为相应相的体积分数,τ为相应物相的迂曲率。在宏观均质模型中,一般采用Bruggeman关系式,取系数ɑ=1.5来估计多孔电极的有效物性。

电解液填充在多孔电极的孔隙中,锂离子在孔隙内通过电解液传导,锂离子的传导特性与孔隙率密切相关。孔隙率越大,相当于电解液相体积分数越高,锂离子有效电导率越大。而正极极片中,电子通过碳胶相传输,碳胶相的体积分数,碳胶相的迂曲度又直接决定电子有效电导率。
孔隙率和碳胶相的体积分数是相互矛盾的,孔隙率大必然导致碳胶相体积分数降低,因此,锂离子和电子的有效传导特性也是相互矛盾的,如图2所示。随着孔隙率降低,锂离子有效电导率降低,而电子有效电导率升高。电极设计中,如何平衡两者也很关键。

目前,在电池极片制备过程中,越来越多的在线检测技术被采用,从而有效识别产品的制造缺陷,剔除不良品,并及时反馈给生产线,自动或者人工对生产过程做出调整,降低不良率。
极片制造中常用的在线检测技术包括浆料特性检测、极片质量检测、尺寸检测等方面,比如:(1)在线粘度计直接安装在涂布储料罐内实时检测浆料的流变特性,检测浆料的稳定性;(2)采用X射线或β射线在涂布工艺中直接测量获得涂层的面密度,其测量精度高,但辐射大、设备价格高且维护麻烦;(3)激光在线测厚技术应用于测量极片的厚度,测量精度可达±1. 0μm,还能实时显示测量厚度及厚度变化趋势,便于数据追溯和分析;(4)采用CCD视觉技术检测极片的表面缺陷,即采用线阵CCD 扫描被测物,图像实时处理及分析缺陷类别,实现对极片表面缺陷的无损在线检测。
在线检测技术作为质量控制的工具,理解缺陷与电池性能之间的相关性也是必不可少的,这样才能确定半成品合格/不合格标准。
后面部分对锂离子电池极片表面缺陷的检测技术新方法-红外热成像技术以及这些不同缺陷与电化学性能之间的关系简单介绍。参考D. Mohanty等对此进行的深入研究。
图3是锂离子电池极片表面常见的缺陷,左边是光学图像,右边是热成像仪捕捉的图像。
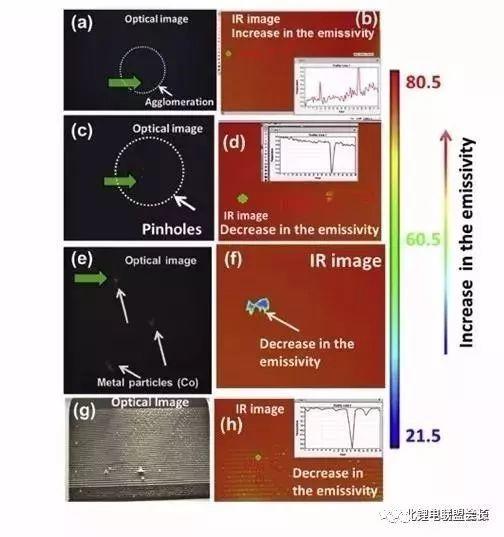
图 3 极片表面常见缺陷: (a、b)凸起包/团聚体;(c、d)掉料/针孔;(e、f)金属异物;(g、h)不均匀涂层
(a、b)凸起包/团聚体,如果浆料搅拌不均匀或涂布供料速度不稳定时就会产生此类缺陷。粘合剂和碳黑导电剂的团聚体会导致活性成分含量低,极片重量轻。
(c、d)掉料/针孔,这些缺陷区域没有涂层,通常是由浆料中的气泡产生的。它们减少了活性物质的量,并使集流体暴露在电解液中,从而降低了电化学容量。
(e、f)金属异物,浆料或者设备、环境中引入的金属异物,金属异物对锂电池的危害巨大。尺寸较大的金属颗粒直接刺穿隔膜,导致正负极之间短路,这是物理短路。另外,当金属异物混入正极后,充电之后正极电位升高,金属发生溶解,通过电解液扩散,然后再在负极表面析出,最终刺穿隔膜,形成短路,这是化学溶解短路。电池工厂现场最常见的金属异物有Fe、Cu、Zn、Al、Sn、SUS等。
(g、h)不均匀涂层,如浆料搅拌不充分,颗粒细度较大时容易出现条纹,导致涂层不均匀,这会影响电池容量的一致性,甚至出现完全没有涂层的条纹,对容量和安全性均有影响。



(1)对电池倍率容量和库伦效率的影响


图8 正极不均匀涂层、以及金属异物Co和Al对电池倍率容量和库伦效率的影响





