专栏 l 大型火箭喷管电子束增材制造热辐射仿真研究


电子束熔融技术具有沉积效率高、成件内部质量好、降低成本、可靠性高,控制灵活等优势。利用电子束增材制造(EBAM)技术设计研制大型复杂火箭喷管,涉及学科广泛,技术复杂,因此相关项目运用于实际应用的案例较少,目前大部分技术仍停留在科研阶段。基于电子束增材制造技的大型复杂火箭喷管需解决的难点及关键技术包括:如何在高真空室内复杂温度场环境下,进行高精度机械运动结构研制;以及如何对复杂温度场进行设计及控制等。
本期谷.专栏文章,针对电子束增材制造(EBAM)火箭喷管设计的难点 ,通过对打印腔室内处于不同打印进程的工件与打印腔室壁面之间的热辐射的模拟计算研究,为后期复杂喷管产品设计提供参考依据。
![]()
![]()
电子束由位于真空腔顶部的电子束枪生成。电子枪是固定的,而电子束则可以受控转向,到达整个加工区域。电子从一个丝极发射出来,当该丝极加热到一定温度时,就会放射电子。电子在一个电场中被加速到光速的一半。然后由两个磁场对电子束进行控制。第一个磁场扮演电磁透镜的角色,负责将电子束聚焦到期望的直径。第二个磁场将已聚焦的电子束转向到工作台上所需的工作点。因此EBM工艺具有直接加工复杂几何形状的能力,非常适于小批量复杂零件的直接量产。应用CAD软件设计3D模型,该工艺可以获得用其它制造技术无法形成的几何形状,使零件定制化成为可能。它直接使用CAD数据,一步到位,所以速度很快。
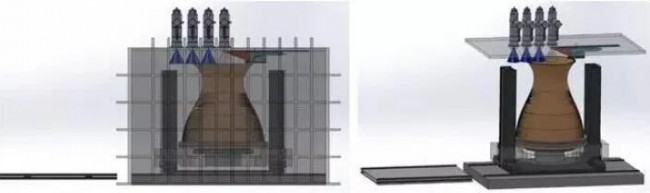
电子束熔融(EBM)技术又分为电子束熔丝沉积成形(见图1a所示)和电子束选区熔化成形(见图1b所示)。

电子束熔丝沉积成形技术中,金属丝材通过送丝装置送入熔池并熔化,同时熔池按照预先规划的路径运动使金属材料逐层凝固堆积。电子束选区熔化成形技术中,电子束按预先规划的路径扫描,熔化预先铺放的金属粉末;完成一个层面的扫描后,工作舱下降一层高度,铺粉器重新铺放一层粉末,如此反复进行,层层堆积。
相比于激光熔覆技术,电子束熔覆技术具有以下优点:
1、该技术的沉积效率高。电子束可以很容易实现数大功率输出,可以在较高功率下达到很高的沉积速率,对于大型金属结构的成形,电子束熔丝沉积成形速度优势十分明显。
2、成件的内部质量好。电子束是形成的熔池相对较深,能够消除层间未熔合现象;同时,利用电子束扫描对熔池进行旋转搅拌,可以明显减少气孔等缺陷。
3、真空环境有利于零件的保护,能有效避免空气中有害杂质(氧、氮、氢等)在高温状态下混入金属零件,非常适合钛、铝等活性金属的加工。无需消耗保护气体,仅消耗电能及不多的阴极材料,且未熔化的金属粉末可循环使用,因此可降低生产成本。
4、电子束输出功率可在较宽的范围内调整,并可通过电磁场实现对束流运动方式及聚焦的灵活控制,无机械运动,可靠性高,控制灵活,反应速度快。利用面扫描技术,能够实现大面积预热及缓冷,实时调节控制零件表面温度,减少缺陷与变形;利用多束流分束加工技术,可以实现多束流同时工作,在同一台设备上,既可以实现熔丝沉积成形,也可以实现深熔焊接。
利用电子束增材制造(EBAM)技术设计研制大型复杂火箭喷管目前在国内基本空缺,国际上也很难见到。它涉及学科广泛,技术复杂,因此相关项目运用于实际应用的案例比较少,目前大部分技术仍停留在科研阶段。
需解决的难点及关键技术:
1、高真空室内复杂温度场环境下,高精度机械运动结构的研制:
在高真空室内复杂温度场环境下,工件由于受到高温影响会热变形。这就要求打印材料耐高温,润滑油要耐高温,打印工件承载性能高等。因此在设计过程中在材料选用,温度场控制,机械结构设计等方面与传统设计有很大差异。
2、复杂温度场的设计及控制:
复杂温度场的设计及控制是指针对所有零部件及工件温度的需要进行温度场设计。在对已设计的结构进行温度场分析,将满足不了的温度场部位,从新进行温度场结构设计,来满足所有零部件及工件温度的需要的设计。通过对温度场的设计及控制实现对打印成品的精度要求。
如上文所述,打印工件处于高真空室内复杂温度场环境,在长时间的打印工程中为避免腔体内温度梯度过大而使工件发生热变形,在打印过程中需要向系统传输热量。而该电子束增材制造设备体积较大,腔体的表面积也相对较大,因此加剧了整个系统的散热效率。而本文仅对打印腔室内处于不同打印进程的工件与打印腔室壁面之间的热辐射进行初步模拟计算,为后期的产品设计提供一个参考依据。
![]()
![]()
计算中假设打印腔体的顶部及侧面与外界直接接触的区域为室温,底部与打印机底板接触的区域绝热。打印工件为恒定高温,故模型中部矩形区域为恒定700°C。单壁面导热模型边界条件见图3所示。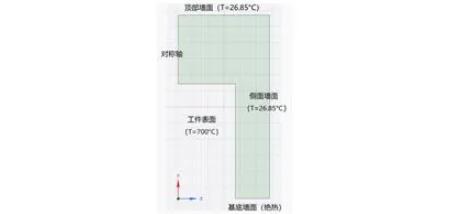
本文重点探究打印工件表面与打印腔室内表面的辐射传热,并依此计算底部加热板对打印工件的传热以保证打印工件维持恒定高温。分析估计打印腔体的隔热性与腔体壁面对热量的吸收率很大程度上影响了系统热量的变化。本次计算考虑最终成型件对打印中及打印完成时印工件表面与打印腔室内表面的辐射传热的不同模型进行模拟(表格1)。

![]()
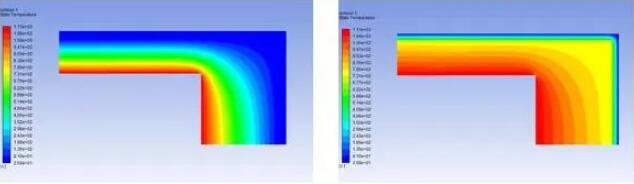
通过仿真计算分析,为了更直观的体现隔热材料对腔体内温度的影响,图4a和图4b分别展示了当吸收率为0.1时有隔热材料与无隔热材料的腔体内温度云图。
根据工程判断,打印工件向外输出的热量全部通过辐射形式传出给墙面。表2计算了不同工况下打印工件表面向外辐射的热功率。

通过表2可知,对于导热与隔热两种几何模型来说,S2S和DO模型在热辐射计算结果来看差别不大,尤其是隔热模型,当腔体内壁面吸收率较小时两模型之间的数值差异可忽略不计。对比导热模型(单层壁面)和隔热模型(双层壁面)的工件表面辐射功率可知,隔热层的应用会大幅度减小系统内的热量散失。另外,工件表面向外部环境辐射的总功率随内壁面对热量吸收率的减小而减小,即工件向外辐射能量随壁面反射率增大而减小。通过分析还发现内壁面对热量吸收率对导热模型的影响大于对隔热模型的影响。
![]()
安世亚太增材设计仿真部流体咨询工程师,美国Colorado State University环境工程学士,环境流体力学硕士。参与国内外多个工程项目,专长紊流仿真模拟,传热分析等。在3D打印机机型方面,对FDM与DMD机型均有仿真计算经验。


